При этом необходимо, чтобы поддоны и крышки всех термоформ были одинаковых размеров в плаие. Комбинация различных изделий в кассете целесообразна в случаях обширной номенклатуры при небольшом объеме выпуска.
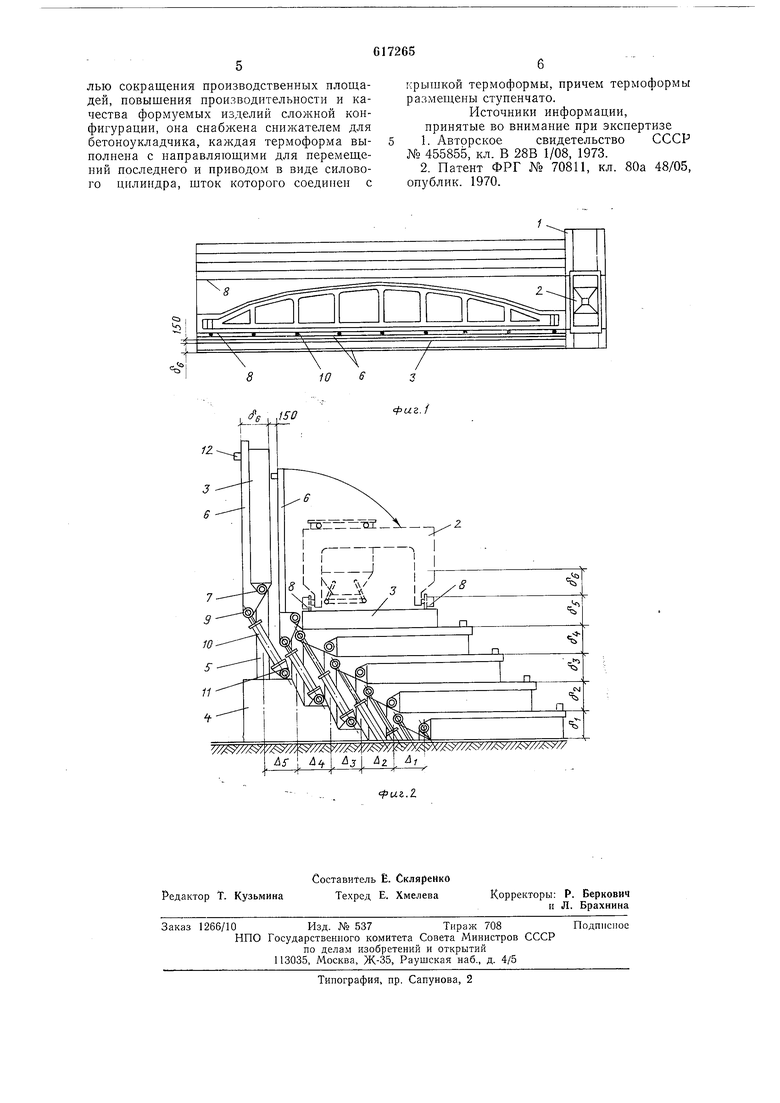
На фиг. 1 схематически показана предлагаемая кассетная установка; на фиг. 2 - то же, вид с торца.
Кассетная установка состоит из снижателя 1 с бетоноукладчиком 2 и пакета термоформ 3, размещенного на основании 4, на котором жестко закреплены ряды стоек 5. Каждая термоформа 3 с крышкой 6 соединена со стойками 5 данного ряда с номош,ыо шарниров 7. Каждая термоформа снабжена нанравляюш,ими 8 (например, рельсовым путем), по которым имеет возможность двигаться бетоноукладчик 2 с вибронасадком. Направляюшие на поддо не,г р|яоформы закреплены за пределами
бортоснастки (фиг. 1).
- Крышш 6 шарниры 9, расположен - jj-ii i.e. да i oijcoAbH bix участках, соединены с
С11ЛОВЫМ приводом 10, например гидродомкратемг-двойного действия, который шарни - ром 11 крепится к основанию.
Крышка 6 может сочленяться с термоформой 3 при помощи замков 12. Таким образом, если крышка 6 не сочленена с термоформой 3, то она вокруг шарниров 7 с помошью силовых приводов 10 поворачивается самостоятельно (см. крышку термоформы пятого ряда). Если крышка 6 сочленена с термоформой 3 замками 12, то новорачивается крышка 6 вокруг шарниров 7 вместе с термоформой 3 (см. термоформу четвертого ряда).
Каждый ряд стоек 5 для крепления термоформ 3 и крышек 6 выше предыдущего на полусумму толщин двух смежных термоформ и крышки между ними. Например, стойки для термоформы второго ряда выше стоек первого ряда на (6i + 62) 500 мм, третьего ряда выше стоек второго ряда на (б2 + 6з) 500 мм и т. д.
Ряды стоек в плане располагаются на расстоянии, превышающем на мм полусумму толщин двух смежных термоформ с крышкой между ними. На фиг. 2 эти расстояния обозначены Д и равны AI (6i-f б2)500+ 150; Д2 (б2 + бз)500 + -150 и т. д.
Указанное положение рядов стоек по высоте и в плане обеспечивает свободный поворот всех термоформ в пакете из горизонтального в вертикальное положение.
Принцип работы кассетной установки следующий.
В горизонтальном положении верхняя термоформа 3 при открытой крышке 6 заряжается арматурой и бетон укладывается и. уплотняется с помощью бетоноукладчика 2 с насадком, который движется по направляющим 8 термоформы 3. При этом
на торце кассеты размещается снижатель I, предназначенный для вертикального и горизонтального транспортирования бетоноукладчика, так как укладка бетона в различные формы происходит в различных уровнях и положениях в плане.
После укладки бетона в верхнюю термоформу 3 бетоноукладчик 2 съезжает на снижатель 1, крышка 6 приводом 10 поворачивается на 90°, накрывает термоформу, сочленяется с ней с помошью замков 12 и вновь новорачивается в вертикальное положение, при котором начинается термическая обработка бетона.
Аналогичные работы осуществляются на следующей термоформе, при этом бетоноукладчик 2 снижателем 1 опускается на более низкий уровень и сдвигается в плане на величину А.
Последняя форма после бетонирования в вертикальное положение не откантовывается, она лищь накрывается крышкой 6, после чего все термоформы поочередно, поворачиваясь с помощью силовых приводов на
90°, занимают горизонтальное положение. Термоформа, забетонированная первой, оказывается сверху пакета. Из нее в первую очередь извлекается изделие, она заряжается арматурой, производится бетонирование, накрывается крышкой и откатывается. Цикл повторяется.
Термическая обработка осуществляется с помощью нара или органического теплоносителя, пропускаемого в поддон термоформы и в крыщку.
Термическая обработка верхней термоформы начинается и кончается при ее вертикальном положении, нижней - при горизонтальном, средняя форма половину
времени термообработки находится в вертикальном положении, другую половину - в горизонтальном.
Технико-экономические показатели предлагаемой кассетной установки выще известных, так как термообработка бетона в формах, плотно закрытых крышками, может осуществляться без предварительной выдержки и в условиях резкого подъема температуры, не опасаясь деструктивных
процессов. Это позволяет снизить время термообработки до 3-4 ч, а оборачиваемость форм до 5-6 ч, что в сравнении с известными выше в 2-3 раза. того, описываемая установка дает возможность
сократить производственные площади примерно в 2-3 раза, так как ее компоновка использует высоту помещения.
Формула изобретения
Кассетная установка, содержащая пакет термоформ с крышками, шарнирно укрепленными на основании, привод и бетоноук65 ладчик, отличающаяся тем, что, с целью сокращения производственных площадей, повыщения производительности и качества формуемых изделий сложной конфигурации, она снабжена снижателем для бетоноукладчика, каждая термоформа выполнена с направляющими для перемещений последнего и приводом в виде силового цилиндра, щток которого соединен с
крышкой термоформы, причем термоформы размещены ступенчато.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 455855, кл. В 28В 1/08, 1973.
2.Патент ФРГ № 70811, кл. 80а 48/05, опублик. 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В ТЕРМОФОРМАХ | 1972 |
|
SU339409A1 |
| Кассетная установка | 1982 |
|
SU1052386A1 |
| ВЕРТИКАЛЬНО-ЗАМКНУТАЯ КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НАНЕЛЕЙ | 1972 |
|
SU344996A1 |
| КАССЕТНО-КОНВЕЙЕРНАЯ УСТАНОВКА | 1970 |
|
SU288617A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
X
л
0
10 6
л
iSO
1Z3 6 То:г±Г ::гй Х
. г1л
I II I
I I -.
i
фиг. /
