Известна конвейерная установка для изготовления железобетонных изделий в термоформах, включающая устройство для смазки форм, бетоноукладчик, формовочное устройство, стационарные отсекатели с упорами и пост термообработки с пакетировщиком.
Цель изобретения - повыщение производительности, уменьшение металлоемкости и улучшение условий труда. Достигается это тем, что пакетировщик поста термообработки выполнен в виде самоходного портала, на котором смонтированы поворотные верхние и нижние захваты, причем пост термообработки снабжен реверсивным конвейером.
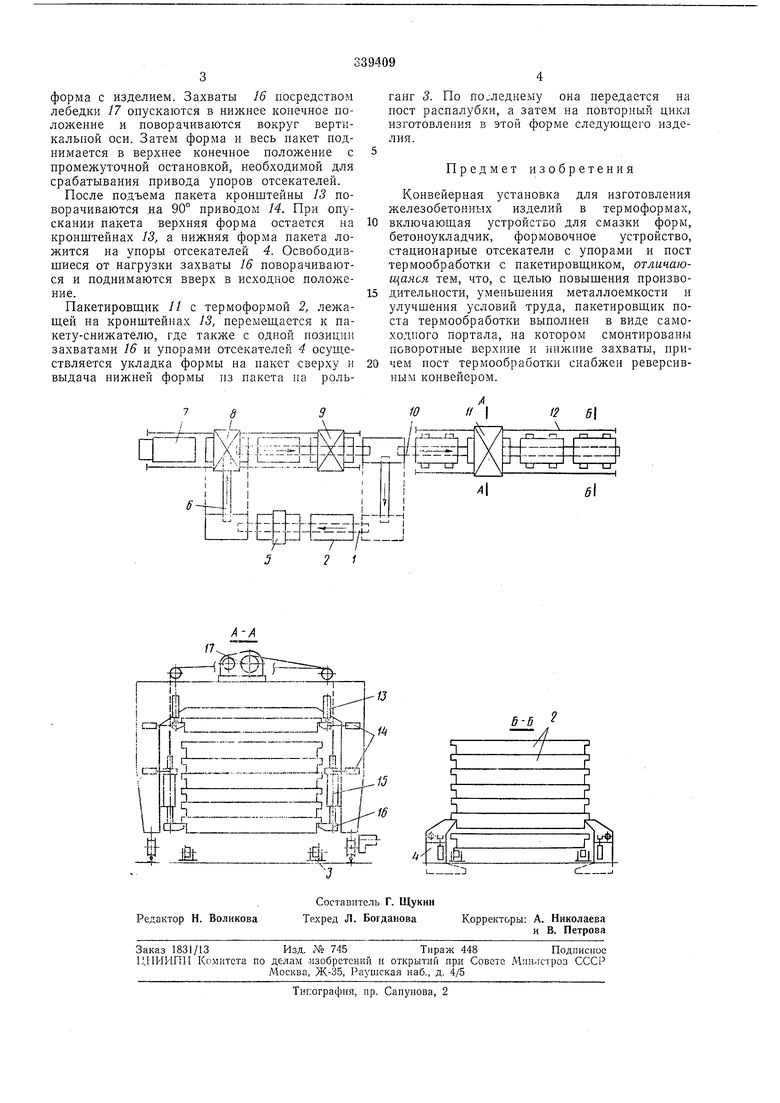
На чертеже показана предлагаемая устаиовка в плане.
Она содепжит конвейер 1, термоформы 2, перемещаемые по рольгангу 3 и собираемые формования в пакеты, укладываемые на упоры отсекатели 4, машину для смазки форм 5 и передаточный конвейер 6. Установка также включает формовочную или вибрационную машину 7 горизонтально направленного действия, бетоноукладчик 8, заглаживающую машину 9, реверсивный конвейер 10 и портальный пакетировщик 11, передвигающийся по рельсовому пути 12. На пакетировщике смонтированы поворотные кронштейны 13 с приводом 14 и направляющие 15 с захватами 16, которые через систему блоков
соединены € лебедкой 17 и имеют привод для поворота захватов на 90°.
Механизмы пакетировщика сблокированы с приводами конвейера 10 и отсекателей 4.
С целью сокращения занимаемой площади и улучшения условий труда тепловая обработка изделий выделена в отдельный участок, что позволяет, не нарушая последовательности технологических операций, удалить источНИКИ тепловыделений от рабочих мест, а освободившуюся площадь использовать для комплектования готовых изделий. Установка работает следующим образом. Термоформа 2, перемещаясь по рольгангу 3, с помощью конвейера последовательно проходит подготовительные операции: чистку, сборку и смазку. Затем в нее укладывается арматура и посредством конвейера 6 форма передается на параллельный конвейер, где осуществляется формование изделия бетоноукладчиком 8 с одновременным уплотнением бетонной смеси машиной 7. Отформованные изделия подвергаются окончательной отделке при помощи машины 9 и
контролю, после чего по рольгангу 3 конвейером 10 перемещаются на пост тепловой обработки.
форма с изделием. Захваты 16 посредством лебедки 17 опускаются в нижнее конечное положение и новорачиваются вокруг вертикальной оси. Затем форма и весь накет поднимается в верхнее конечное положение с промежуточной остановкой, необходимой для срабатывания привода упоров отсекателей.
После подъема пакета кронштейны 13 поворачиваются на 90° приводом 14. При опускании пакета верхняя форма остается на кронштейнах 13, а нижняя форма пакета ложится на упоры отсекателей 4. Освободившиеся от нагрузки захваты 16 поворачиваются и поднимаются вверх в исходное положение.
Пакетировш,ик 11с термоформой 2, лежащей на кронштейнах 13, перемеш,ается к пакету-снижателю, где также с одной позиции захватами 16 и упорами отсекателей 4 осуществляется укладка формы на пакет сверху и выдача нижней формы из пакета на роль LllDM
ганг 3. По последнему она передается на пост распалубки, а затем на повторный цикл изготовления в этой форме следуюш,его изделия.
Предмет изобретения
Конвейерная установка для изготовления железобетонных изделий в термоформах,
включающая устройство для смазки форм, бетоноукладчик, формовочное устройство, стационарные отсекатели с упорами и пост термообработки с пакетировщиком, отличающаяся тем, что, с целью повышения производительности, уменьшения металлоемкости и улучшения условий труда, пакетировщик поста термообработки выполнен в виде самоходного портала, на котором смонтированы поворотные верхние и нижние захваты, причем пост термообработки снабжен реверсивным конвейером. tiit
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНО-ЗАМКНУТАЯ КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НАНЕЛЕЙ | 1972 |
|
SU344996A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| Устройство для подключения пакета термоформ к коллекторам пара и конденсата | 1977 |
|
SU732222A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Установка для изготовления железобетонных изделий | 1988 |
|
SU1653970A2 |
