Известная вертикально-замкнутая коивейериая установка для изготовления железобетонных панелей включает пакет тепловых форм, механизмы перемещения форм, систему паросиабжения, бетоноукладчик и технологические посты.
Однако у такой установки не регулируется режим термообработки изделий, а также преобладает большое количество обслуживающих механизмов.
Предлагаемая установка не имеет этих недостатков и отличается от известной тем, что система пароснабжеиия выполнена в виде полого вращающегося кольцевого коллектора, оборудованного устройством для регулирования подачи пара, а бетоноукладчик снабжен захватами для транспортировки верхних форм с поста иа пост.
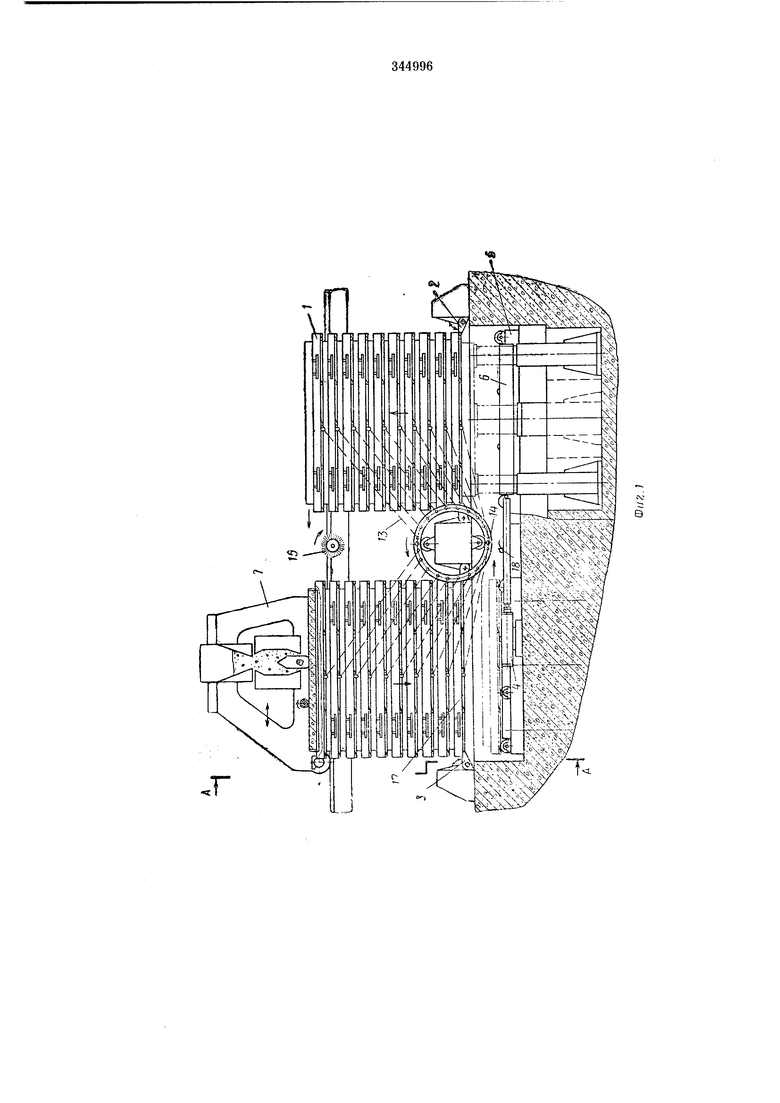
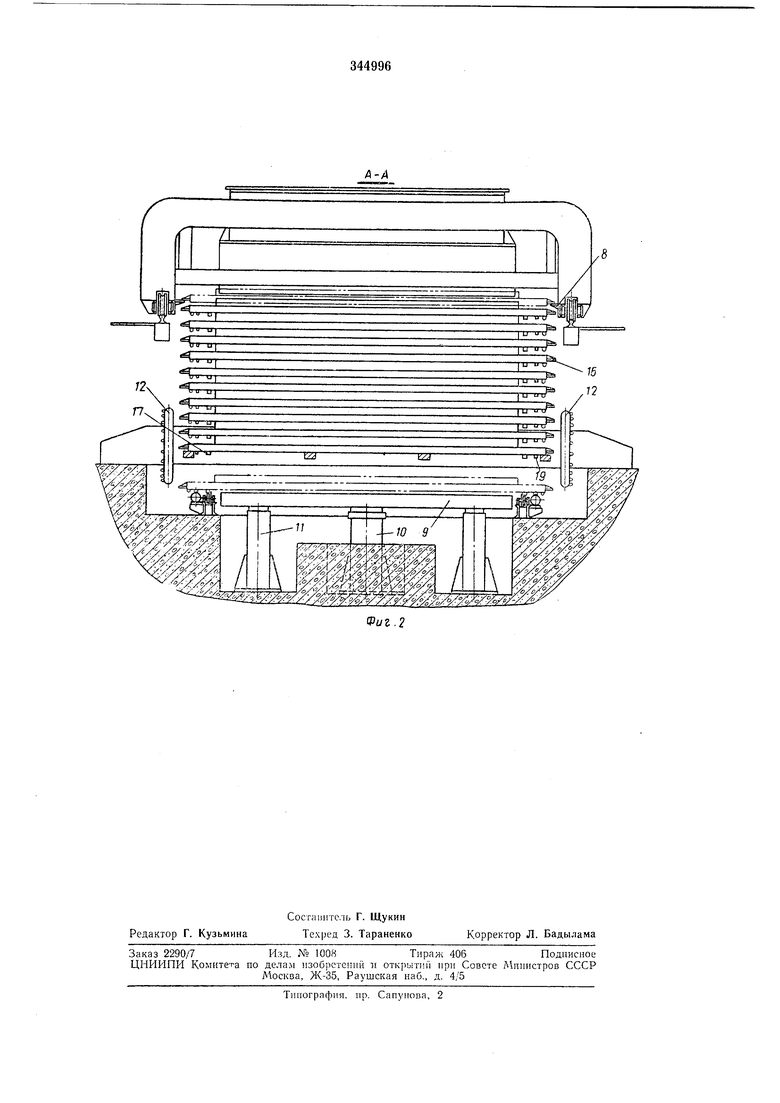
На фиг. 1 - изображена конвейерная установка, вид сбоку, на фиг. 2 - то , поперечный разрез по Л-А на фиг. 1.
Вертикально-замкнутая конвейерная установка состоит из двух вертикальных пакетов с равным количеством термоформ 1, установленных на упорах-отсекателях 2 и J. В левом пакете формы движутся сверху вниз, а в правом - снизу вверх.
гидравлическим щаговым толкателем 4, рольгангом 5 и двумя гидравлическими подъемниками-снижателями 6. На бетоноукладчике 7, расиоложенно.м сверху установки, смонтированы захваты 8.
Конструкция гидравлических подъемниковснижателей включает опорную платформу 9, плунжер 10 и направляющие 11. Пар, необходимый для термообработки, подается от двух кольцевых коллекторов 12, к которым тер.моформы подсоединены с помощью резиновы.ч щлангов 13. Для нодачи пара в коллекторы предназначены щтуцеры 14.
Очистка нижних поверхностей от налипшего бетона производится щеткой 15, смонтированной в верхней части установки.
Описываемая установка работает следующим образом.
Готовое отформоваииое изделие извлекается из формы правого пакета, а освободившаяся формовочная полость чистится, смазывается и заряжается арматурными каркасами. В это время бетоноукладчик 7 заполняет
бетоном подготовленную форму, расположенную в левом пакете. Затем оба пакета поднимаются подъемниками-снижателями 6, и бетоноукладчик переезжает к правому пакету, где захваты 8 оказываются под верхней
После этого оба пакета опускаются. При этом верхняя форма правого пакета остается подвешенной своими упорами 16 на захватах 8 бетоноукладчика 7, а нижняя форма ложится на упоры-отсекатели 2. В левом же пакете нижняя форма опускается на рольганг 5, опираясь на ролики его полозьями 17, а остальная часть пакета остается на упорах-отсекателях 3. Форма, которая опустилась на рольганг 5, гидравлическим шаговым толкателем 4, своими зубьями 18 упираюш;имися в гребенки 19 формы 1, перемещается из-под левого пакета под правый.
Затем оба пакета вновь поднимаются подъемниками-снижателями 6, в результате чего прибывшая из левого пакета нижняя форма присоединяется к правому пакету и ставится на упоры 2, а левый пакет принимает на себя форму, привезенную бетоноукладчиком 7, который отъезжает в сторону под загрузку бетоном. После этого оба пакета вновь опускаются, и весь цикл операций повторяется.
В термоформы подается пар от кольцевых поворотных коллекторов 12 через резиновые штанги 13, постоянно подсоединенные как к термоформам так и к коллектору. Последний оборудуется устройством, обеспечиваюп1,им
включение пара в начале термообработки, отключение его в конце термообработки.
Количество термоформ в установке опреде.ляется, исходя из режима и времени термообработки и заданного режима установки.
Предмет изобретения
1. Вертикально-замкнутая конвейерная установка для изготовления железобетонных панелей, включающая пакет тепловых форм, систему пароснабжения, бетоноукладчик и технологические посты, отличающаяся тем,
что, с целью обеспечения заданного режима тепловой обработки панелей и уменьшения количества обслуживающих механизмов, система пароснабжения выполнена в виде полого вращающегося кольцевого коллектора,
снабженного устройством для регулирования подачи пара, а бетоноукладчик снабжен захватами для транспортировки верхних форм с поста на пост. 2. Вертикально-замкнутая конвейерная установка по п. 1, отличающаяся тем, что установка оборудована расположенной между пакетами форм щеткой для очистки нижни.х поверхностей последних.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В ТЕРМОФОРМАХ | 1972 |
|
SU339409A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU1036716A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU973513A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |