15 7 7J
23 2lt20 33 77
в
41
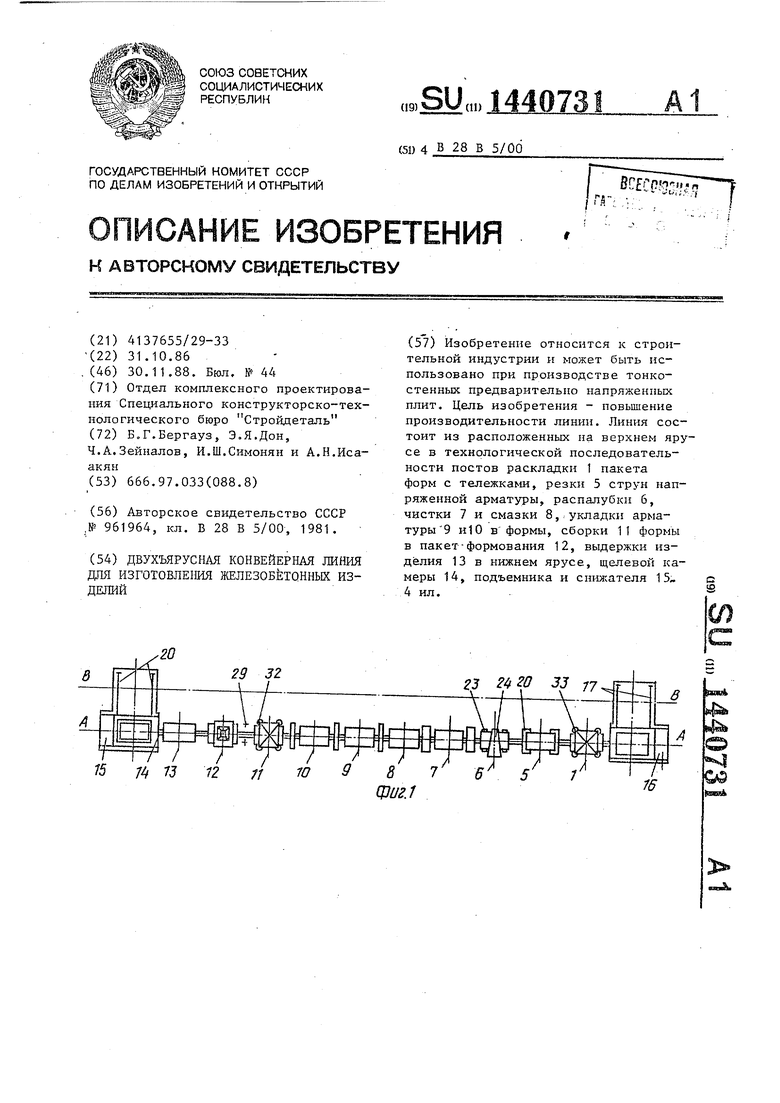
Изобретение относится к строительной индустрии и может быть использовано при заводском изготовлении тонкостенных предварительно напряженных плит, например, для облицовки гидромелиоративных каналов.
Цель изобретения - повышение производительности линии.
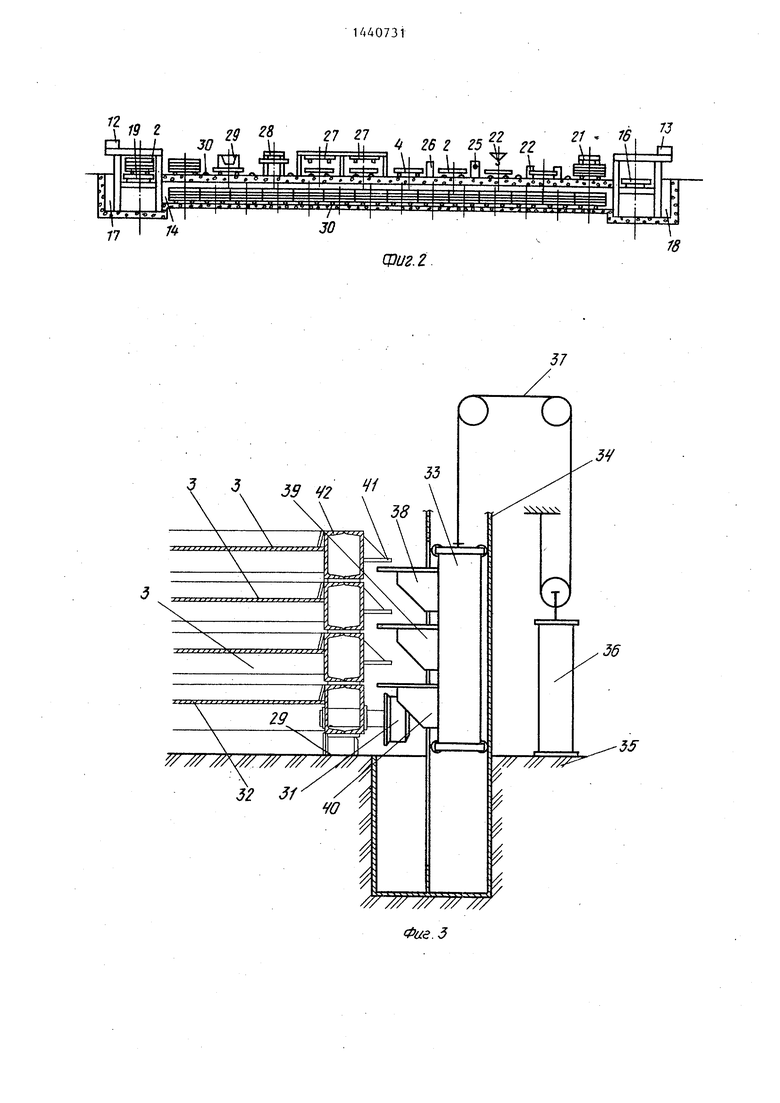
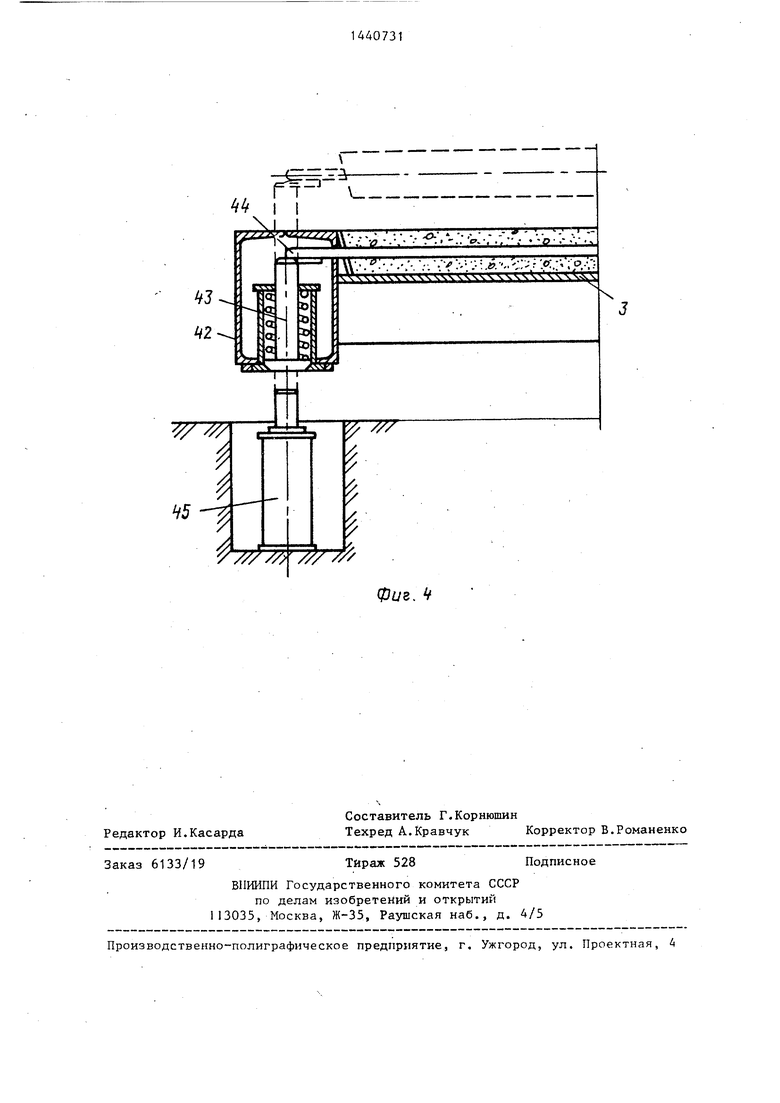
На фиг. 1 изображена двухъярусная конвейерная линия, вид в планер на фиг. 2 - то же, продольный разрез} на фиг. 3 - узел разбирателя форм ,на тележках;; на фиг. 4 - узел выпрес- совывателя изделий из формы.
Конвейерная линия выполнена двухъярусной, вертикально-замкнутой. На верхнем ярусе линии,расположены технологические посты: раскладки 1 пакета 2 форм 3 с тележки 4, разрезки 5 струн напряженной арматуры, распалубки 6 изделий, чистки 7 форм, смазки 8 форм, укладки 9 и 10 арматуры в формы, сборки 11 форм 3 в пакет 2, укладки 12 бетона и вьщержки 13 па- кета перед передачей в нижний ярус. Последний представляет собой щелевую камеру 14 для термообработки изделий
По торцам линии установлены сни- жатель 15 и подъемник 16, которые размещены соответственно с шахтах 17 и 18 и оснащены передаточными тележ- каъш 19. Параллельно данной линии может быть размещена вторая ветвь линии, обслуживаемая подъемником 16 и снижателем 15. Обе ветви связаны поперечными рельсовыми путями 20 и предназначены для перемещения по ним пердаточных тележек 19с размещенным на них пакетом 2, состоящим из несколь- ких форм 3.
На посту 1 раскладки размещен па- кетировщик-разбиратель 21 пакета форм. Пост 5 резки струн напряженной арматуры оснащен установкой 22 меха- нической резки арматуры одновременно с двух сторон изделия. Пост 6 распалубки изделий оборудован гидравлическим выпрессовывателем 23, обеспечивающим параллельньй отрьш изделия от формы и его подъем над ней с сохранением горизонтального положения. На этом же посту расположен, консольный кран 24 для строповки и удаления изделия. I . - - Посты чистки 7 и смазки 8 оборудованы, соответственно, установками чистки 25 и смазки 26 формы. Посты
9 и 10 укладки арматуры оборудованы манипуляторами 27, предназначенными для укладки арматуры в форме 3. На посту 11 сборки размещен пакетировщик-собиратель 28 пакета 2 из форм 3 Пост 12 укладки бетона оснащен бетоноукладчиком 29, а пост 13 выдержки пакета форм является промежуточным и не оснащен дополнительным оборудованием.
Вдоль верхнего яруса конвейерной линии расположены роликовые направляющие 30, по которым перекатываются Формы 3, перемещаемые вдоль линии цепным приводом (не показан). Часть форм, например, каждая третья, четвертая или пятая (в зависимости от принятого режима работы), оснащена катками 31 (фиг. 3) и представляет собой форму-тележку 32.
Щелевая камера 14 оснащена рельсовыми направляющими (не показаны), по которым перекатьшается форма-тележка 32, несущая на себе несколько форм 3. Форма-тележка 32 с размещенными на ней формами 3 оставляет один пакет 2.
Пакетировщик-разбиратель 21 и пакетировщик-собиратель 28 выполнены аналогично. Они предназначены для разборки форм 3 с формы-тележки 32 на посту 1 после подъема пакета из щелевой камеры и для сборки форм на форме-тележке на посту 11 сборки форм-при бетонировании перед спуском пакета в щелевую камеру нижнего яруса.
Пакетировщик представляет собой п крайней мере четыре вертикально-подвижные управляемые стойки 33, размещенные попарно с обеих сторон поста. Каждая стойка 33 перемещается в направляющих 34 с помощью установленного на основании 35 гидродомкрата 3 и полиспаста 37. Применение полиспаста уменьшает ход гидроцилиндра в два раза.
У пакетировщица-разбирателя на кадой стойке 33 со стороны, обращенной к формам, размещены упоры 38-40, число которых равно числу форм 3 на форме-тележке 32. У пакетировщика- собирателя 28 на стойках 33 имеется по одному упору 38. На формах 3 со стороны, обращенной к стойкам 33, имеются опоры 41.
Расстояния (по вертикали) между опорами 41 сложенных друг на друга
форм 3 равны и определяются высотой формы. Расстояния (по вертикали) меноду упорами 38-40 несколько превышают расстояния между опорами 41 и не равны между собой, они увеличиваются книзу.
Рама 42 каждой формы 3 и формы- тележки 32 оснащена подпружиненными толкателями 43, которые смонтированы в местах расположения в формуемом изделии закладных ушек 44 для подъема готового изделия. На посту 6 выпрессовывания смонтированы гидро- домкраты 45, расположенные соответственно размещению толкателей 43 в рамках форм и форм-тележек.
Линия работает следующим образом.
После термообработки пакет 2, CQC тоящий из тележки 4 и размещенных на ней нескольких форм 3, выталкивается из щелевой камеры 14 на передаточную тележку 19, которая подъемником 16 поднимается на верхний ярус конвейерной линии и сталкивается на пост 1 первой ветви линии или перемещается на вторую ветвь линии. Здес стойки 33 пакетировщика-разбирателя. 21, поднимаясь, последовательно под- хватьшают своими упорами 38-40, верхние формы 3, освобождая нижнюю тележку 4, которая цепным конвейером перемещается на пост 5 разрезки струи напряженной арматуры.
При опускании стоек 33 в следующем такте работы линии форма 3 опускается непосредственно на роликовые направляющие 30 и перемещается на пост 6 резки струи напряженной арматуры. Так в каждом последующем такте происходит со всеми-формами 3. Таким образом, весь пакет 2 распределен по верхнему ярусу линии, после чего на пост 1 раскладки пакета форм из подъемника 16 поступает следующий пакет форм.
На постах 5-10 происходят следующие технологические операции: на посту 5 - резка концов арматуры; на посту 6 - распалубка изделий, на посту 7 - чистка; на посту 8 - смазка форм; на постах 9 и 10 - укладка :предназначенной арматуры манипулятор ром 27.
Тележки 4 и следующие за ней формы 3 с уложенной в них арматурой передаются поочередно на посты сборки 11 в пакет и укладки 2 бетона. Эта операция происходит в следующей последовательности. Тележка 4, минуя пост 11, попадает на пост 12, где . заполняется бетоном. Следующая за ней пустая форма 3, находящаяся на посту 11, поднимается стойкаьш 34.
При следующем такте работы линии
заполнения бетоном форма 4 на тележке 3 возвращается 11 и на , нее опускается пустая форма 3. При следующем шаге цепного конвейера
на пост 12 поступает тележка с заполненной бетоном формой 3, несущая на себе пустую форму 3, а на пост 11 поступает очередная пустая форма 3, которую подвижные стойки 33 поднимают. Цикл повторяется.
Отформованный пакет 2 из заполненных бетоном форм 3, установленных на тележке 4, перемещается на пост 13, где выдерживается и затем
при помощи передаточной тележки 19 и снижателя 15 подается в (елевую камеру 14 .для термообработки.
Формула изобретения
Двухъярусная конвейерная линия для изготовления железобетонных изделий, содержащая расположенные на верхнем ярусе в технологической последовательности посты распалубки. съема готовых изделий, подготовки форм, укладки арматуры и формования, привод для перемещения форм, щелевую камеру, расположенную в нижнем ярусе, подъемник и сннжатель, смонтированные на противоположных концах лршии, отличающаяся тем, что, с целью повьш1ения производительности линии, она снабжена пакетировщиком форм, расположенным неподвижным соответственно перед постом формования, и реверсивным рольгангом для передачи форм с поста подготовки на пост формования, при
этом пакетировщик смонтирован на основании и выполнен в виде установленных в вертикальных направляющих подвижных стоек с упорами, причем упоры контактируют с формами и шаг
между упорами превышает шаг между формами, собранными в пакет.
11
4
19 г
29 Ц
17

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Технологическая линия для изготовления бетонных изделий | 1987 |
|
SU1735007A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
59 2 Ч
У/ .
2 А Ф Ф
фиг. 2.
JJ
36
-5
/// ///
У/
/// /// ///7/////
Фие.д
Фиг.
| Авторское свидетельство СССР ,№ 961964, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
