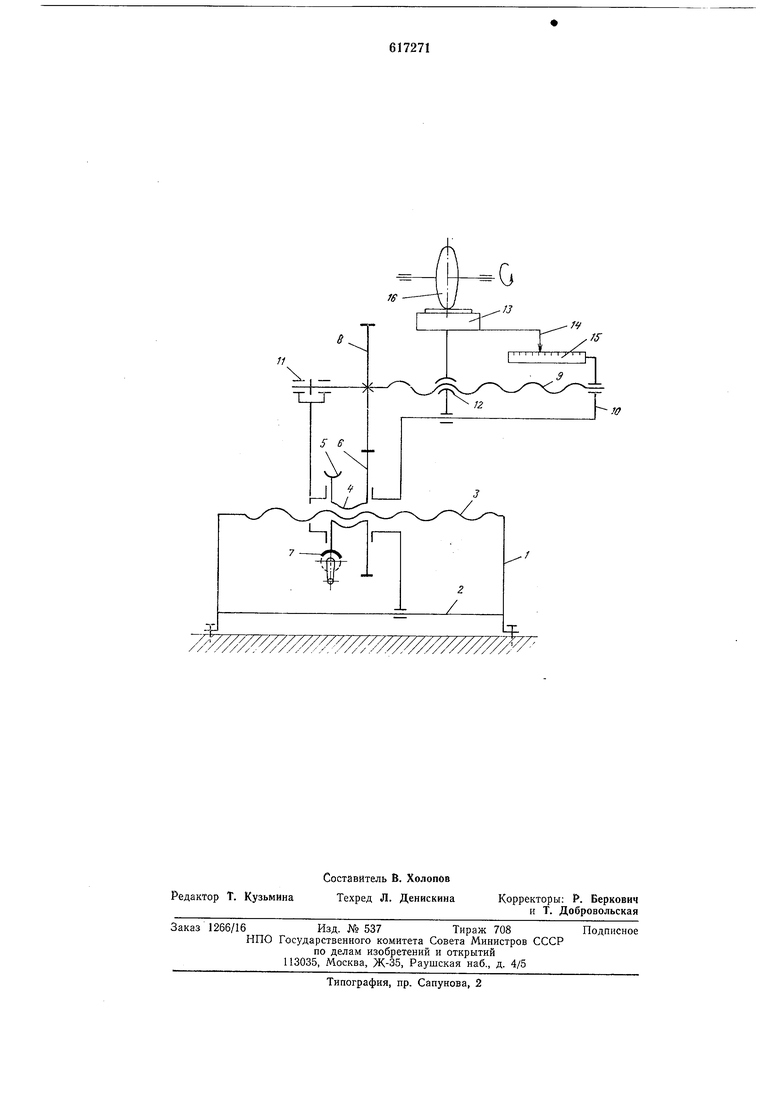
На чертеже дана кинематическая схема предлагаемого устройства для резки пластин полупроводниковых материалов.
Устройство состоит из корпуса 1 с направляющими 2 и неподвижно закрепленным ходовым винтом 3, снабжеппым гайкой 4 для продольной подачи, жестко связанной с червячным колесом 5 и винтовой шестерней 6. Червячное колесо 5 входит в зацепление с червяком 7, являющимся приводом подачи, а винтовая шестерня 6 входит в зацепление с винтовой шестерней 8, которая жестко закреплена на ходовом винте 9 поперечной подачи, связанном с салазками 10 при помощи опор И вращательного движения. Ходовой винт 9 поперечной подачи взаимодействует с гайкой i2, жестко связанной с узлом 13 крепления детали. Узел 13 крепления имеет указатель 14, а на корпусе салазок 10 закреплена линейка 15. Алмазный круг 16 установлен на шпинделе разрезного станка (на черт, не показан). Ходовые винты 3 и 9 выполнены с резьбой различного направления.
Работает устройство следующим образом.
На узел 13 крепления наклеивают разрезаемую пластину и устанавливают относительно алмазного круга 16. Вращением червяка 7 сообщается вращение червячному колесу 5, жестко связанной с ним гайке 4 и винтовой шестерне 6 и от нее виптовой шестерне 8. Носледняя вращается с винтом 9 поперечной подачи в опорах 11. Так как опоры 11 жестко связаны с гайкой 4, а сама гайка перемещается в противоположную сторону относительно направления перемещения салазок 10, величина перемещения отсчитывается по шкале 15.
Нредлагаемое устройство позволяет использовать отрезные круги при их одиночной установке на отрезном станке с достижением высоких точностей при раскрое изделий или прорезке пазов порядка 5 мкм, при точности отсчета по линейке 0,05 мм и угле разворота, равном 5°46.
Формула изобретения
Устройство для резки пластин полупроводниковых материалов, содержащее корпус с ходовым винтом, снабжеппым гайкой для продольной подачи, салазки, расположенные относительно корпуса под углом и снабженные ходовым винтом и гайкой для поперечной подачи, связанной с узлом
крепления детали, а салазки связаны с гайкой продольной подачи, привод, отличающееся тем, что, с целью повышения точности и производительности устройства, ходовые винты выполнены с противоположным направлением резьбы, при этом винт корпуса установлен неподвижно, а гайка для продольной подачи, снабженная приводом подачи, кинематически связана с винтом салазок, имеющим возможность
вращательного движения в опорах. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 327074, кл. В 28D 1/18, 1970.
2. Телинкичиев В. К. Металлорежущие станки. М., «Машиностроение, 1973, с. 31.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки криволинейных поверхностей деталей методом копирования | 1979 |
|
SU856752A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| КАРЕТКА МЕТАЛЛООБРАБАТЫВАЮЩЕГО СТАНКА | 1995 |
|
RU2102203C1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |