(5) УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термопластичного формования оптических деталей и устройство для его осуществления | 1985 |
|
SU1291560A1 |
| Устройство для моллирования стекла | 1974 |
|
SU511300A1 |
| Способ изготовления оптической детали | 1976 |
|
SU617393A1 |
| Способ изготовления оптических деталей из термопластичных материалов | 1973 |
|
SU444736A1 |
| Способ изготовления оптических асферических деталей | 1983 |
|
SU1144982A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749801A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU374238A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
Изобретение относится к устройствам для изготовления изделий из стек ла и может быть использовано на заво дах оптического и технического стекла. По основному авт., св. № 5ПЗОО известно устройство для моллирования стекла, содержащее печь с формой примыкающей к центральной части поверхности формы чувствительный элемент и соединенное с ним регистрирующее приспособление, включенное в электрическую цепь, чувствительный элемент неподвижно закреплен в форме и электрически изолирован от нее посредством трубки из тонконепроаодящего материала, причем форма и . чувствительный элемент подсоединен к разноименным полюсам электрической цепи. При работе на форму подаю отрицательный заряд, а на чувствительный элемент - положительный. Пр нагреве заготовка стекла прогибается и в момент, когда изогнутая поверхность изделия коснется чувстви- тельного элемента, замыкается электрическая цепь и срабатывает сигнальное устройство, после чего отмоллированную деталь извлекают из чаши формы 1 . Недостаток устройства состоит в отсутствии полного совпадения профиля криволинейной поверхности изготовляемого изделия с профилем формы. Это обусловлено изменением положения верхнего среза чувствительного элемента, установленного стационарно в форме при комнатной температуре, : по отношению к криволинейной поверхности формы в процессе ее нагрева под действием коэффициента термического расширения материала. В результате чего чувствительный элемент занимает положение, не соответствукхцее заданному. Последнее приводит к тому, что контакт чувствительного элемента с изогнутой поверхностью детали происходит при
профиле детали, не соответствующему профилю рабочей поверхности формы и, как следствие, к ухудше}1ИЮ к чества стекла.
Цель изобретения - повышение качества стекла.
Указанная цель достигается тем, что известное устройство снабжено микрометрической головкой, соединенной с чувствительном элементом.
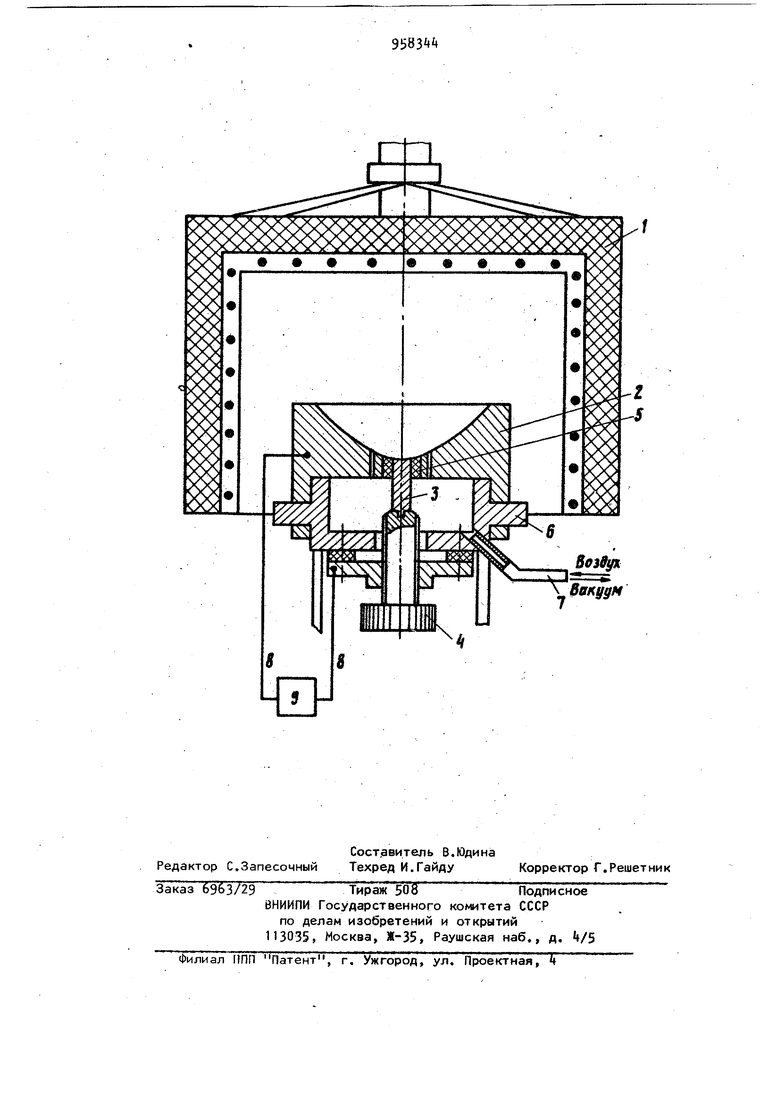
На чертеже изображено предлагаемое устройствОо
Устройство для МОЛЛИрования стекла состоит из электрической печи 1, формы моллирования 2, чувствительного элемента 3, соединенного микрометрической головкой k, токонепроВОДЯ1ЦИХ трубок 5. К стойке 6 подсое динен вакуумный трубопровод 7 Электрические провода 8 соединяют форму 2 и чувствительный элемент 3 с источником тока и сигнализирующей системой 9.
i Перед началом моллироаания заготовок из стекла чувствительный элемент 3 устанавливают до совпадения профиля криволинейной поверхностизаготовки с профилем чаши формы 2. Для это- го печь 1 с формой 2 и помещенным в чашу формы шаблоном (на чертеже не no казано), криволинейная поверхность которого полностью совпадает и находится в контакте с криволинейной поверхностью формы, разогревают до рабочей температуры. По достижении рабочей температуры (порядка 600°С) чув ствительный элемент с помсяцью микрометрической головки перемещают по вертикали до соприкосновения с шаблоном. При контакте с шаблоном срабатывает сигнальное устройство и чувствительный элемент занимает заданное положение.
По окончании этой операции шаблон удаляют из чаши формы и в нее помещают заготовку стекла. После нагрева заготовки в форме создают вакуум и производят ее моллирование. Когда заготовка полностью прогнется, происходит замыкание электрической цепи и срабатывает сигнализирующая система. Вакуумный трубопровод 7 перекрывают, а изделие извлекают из формы.
Использование предлагаемого устройства позволяет с высокой точног стью (+0,004 мм) выставить чувствительный элемент относительно криволинейной поверхности формы, что, в свою очередь, обеспечивает получение оптических деталей с криволинейной поверхностью, полностью соответствующей криволинейной поверхности фор-г мы..УкаЗанное преимущество позволяет получать детали с воспроизводимым профилем. Это .обеспечивает повышение выхода годных оптических деталей и устраняет искажения оптичесЮ4Х изображений.
Формула изобретения
Устройство для моллирования стекла по авт. св. № 511300, о т л и ч ающ е ее я тем,что, с целью повышения качества стекла, снабжено микрометрической головкбй, соединенной с чувствительным элементом.
Источники информации, принятые во внимание при экспертизе
1« Авторское свидетельство СССР №511300, кл . С 03 В 23/06, 197 (прототип).
