для сигаретных коробок с откидной крышкой работает во взаимодействии с сигаретно-упаковочной машиной. Оно состоит из: конвейера 8 с ячейками 9, имеющими V-образный профиль в поперечном сечении и прямоугольную форму с открытым дном, ограниченным кромками 10; передаточного механизма, обеспечивающего поступление подкладных полосок по мере их H3roTOBvieния с позиции на позицию; загибателей 11 и 12 полосок; неподвижной плиты 13, установленной над конвейером и выполненной с отверстием 14, находящимся над приемной позицией последнего.
Размеры отверстия 14 соответствуют размерам ячейки конвейера. Загибатели 11 расположены на верхнем уровне отверстия 14 плиты 13, а загибатели 12 - на верхнем уровне ячейки конвейера 8.
Передаточный механизм снабжен приводом, в состав которого входят горизонта -ьный вал 15, кулачковая муфта 16, колесо 17 и вертикальный вал 18. В привод входит таклсе кулачок 19, выполненный зацело с муфтой 16 и служащий для включения привода с помощью рукоятки 20.
На валу 18 установлены цилиндрические кулачки 21, 22 н 23 и шестерня 24, передающая вращение через шестерню 25 горизонтальному валу 26.
Кулачки 21 К 22 взаимодействуют с прижимными роликами рычагов 27 и 28, обеспечивающих вращательное и возвратно-поступательное движение вала 29 через соответствующие элементы - зубчатый сегмент 3L) и вилку 31.
Описываемое устройство работает следующим образом.
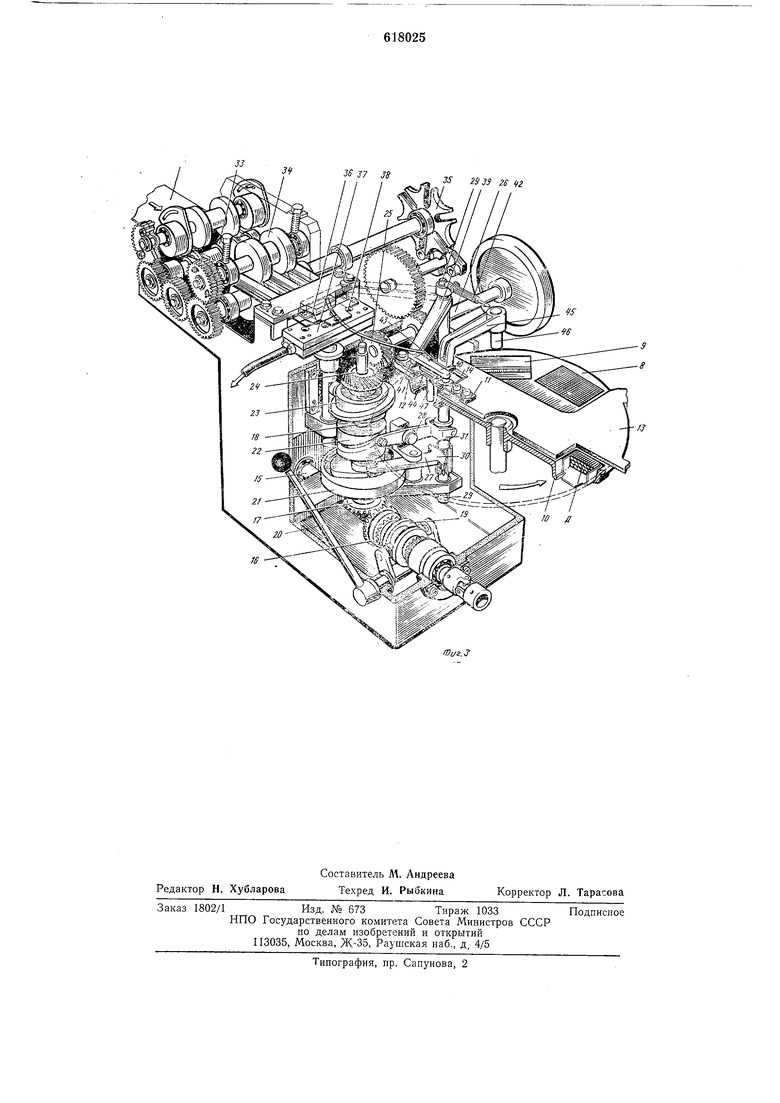
На перемещающейся ленте 32 картонного материала, сматываемой с бабины, набор роликов 33, 34 образует два ряда прорезей 5, чередующихся с выступами 6. Ролики (33, 34) приводятся во вращение мальтийским механизмом 35, связанным с указанной парой шестерен 24, 25.
Затем лента с прорезями проходит под ножами 36 (неподвижным) и 37 (подвижным), выполненными из горизонтальных пластин и располол енными поперек ленты 32.
Подвижный нож 37 имеет отверстия 38, подсоединенные к пневмосистеме, и смонтирован с возможностью перемещения в вертикальной плоскости от кулачка 23. Совершая ход вверх, нож 37 увлекает находящийся на нем конец ленты, от которой нри этом отсекается подкладная полоска. Последняя оказывается на верхней поверхности ножа, присасывается к ней и поднимается на верхнюю рабочую позицию А (см. фиг. 2).
Дальнейшее перемещение полоска совершает с помощью рабочих органов нередаточного механизма - горизонтального рычага 39, смонтированного на конце вала 29
и снаблсенного штангой 40, к которой снизу прикреплены две пластины 41 с отверстиями, подключаемые ритмично к пневмосистеме через трубопровод 42.
Рычаг 39, совершая поворот вместе с валом 29, переносит подкладную полоску с позиции А на позицию Б. Это происходит в результате присасывания полоски к отверстиям на пластинах 41 и отключения отверстий 38 37 от пневмосистемы.
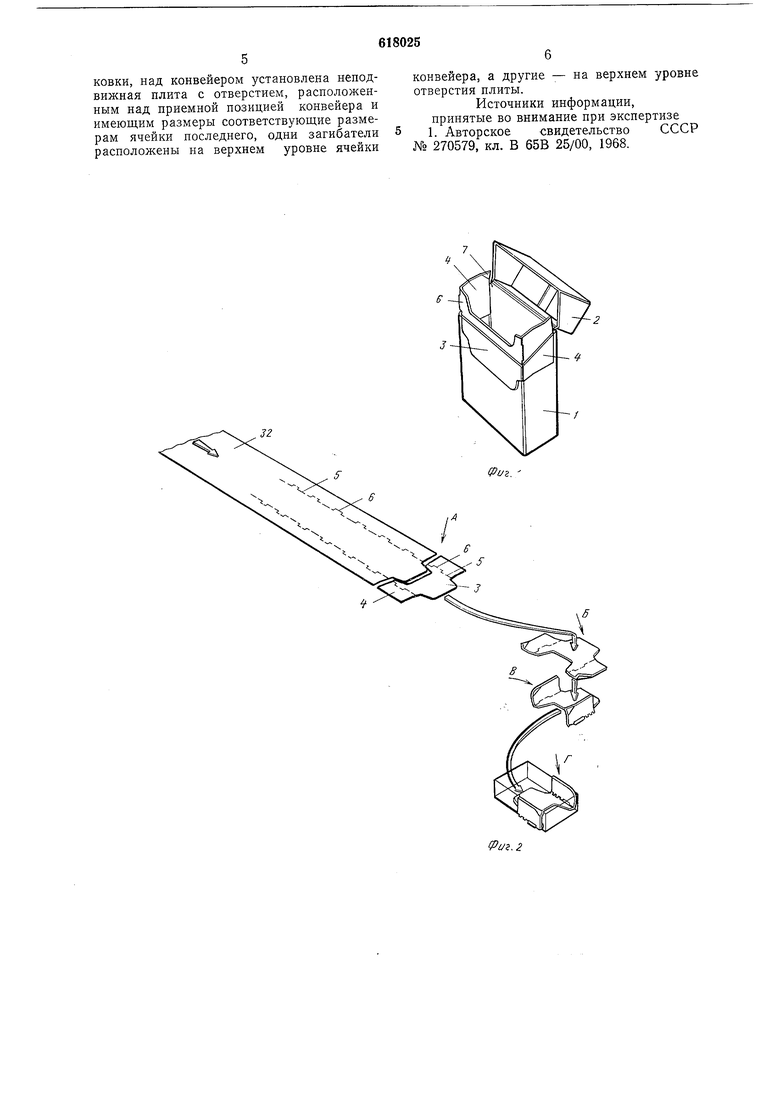
На позиции Б полоска оказывается над отверстием 14 плиты 13. После этого рычаг 39 опускается, и полоска оказывается в отверстии 14. Затем два загибателя 11, прикрепленные к поверхности плиты 13, образуют углы 7 на полоске. Рычаг 39 продолл ает опускаться и подает полоску в самое ншкнее пололсение, и она оказывается м&жду двумя загибателями 12. На этой стадии отверстия пластин 41 отключаются от пневмосистемы, рычаг 39 возвращается в исходное пололсение, а над и нод панелью полоски оказываются пластины 43 и 44. Пластина 43 смонтирована на рычаге 45, закрепленном на валу 46, а пластина 44 - на валу 47. Полоска, удерживаемая пластинами 43 и 44, опускается вместе с ними и выходит из отверстия 14 плиты 13. При этом ее боковые детали 4 удерл иваются загибателями 12 и отгибаются вверх по линиям прорезей 5 (см. фиг. 2, позиция В). Под отверстием 14 плиты 13 в момент выхода из него полоски оказывается ячейка 9, вращающегося конвейера 8.
Направляемая пластинами 43 и 44 полоска с отогнутыми вверх боковыми деталями 4 продолжает опускаться и входит в ячейку 9 до ее днища. При этом ее боковые детали 4 оказываются загнутыми вверх под углом 90° к горизонтальной плоскости (см. фиг. 2, позиция Г).
Затем пластина 43 начинает подниматься, а пластина 44 продолжает опускаться и выходит за пределы конвейера 8. Последний совершает очередной ход и переносит вместе с ячейкой 9 сформованную полоску на следующую позицию (см. фиг. 3, позиция Д). В полоску вставляется завернутая в обертку из фольги партия сигарет. В таком виде полоска с сигаретами переносится конвейером на следующую позицию, где происходит изготовление сигаретной коробки.
Формула изобретения
Устройство для изготовления и перемещения подкладных полосок для сигаретных коробок с откидной крышкой, содерл ащее конвейер с ячейками, имеющими V-образный профиль в поперечном сечении и прямоугольную форму с открытым дном, ограниченным кромками, передаточный механизм и загибатели полосок, взаимосвязанные с последним, отличающееся тем, что, с целью повышения качества упаковки, над конвейером установлена неподвижная плита с отверстием, расположенным над приемной позицией конвейера и имеющим размеры соответствующие размерам ячейки последнего, одни загибатели расположены на верхнем уровне ячейки
конвейера, а другие - на верхнем уровне
отверстия плиты.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 270579, кл. В 65В 25/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрывания клапанов упаковки | 1975 |
|
SU633463A3 |
| Устройство для завертывания прямоугольных предметов | 1981 |
|
SU977287A1 |
| Машина для упаковки цилиндрических изделий | 1961 |
|
SU147526A1 |
| Устройство для закрывания крупногабаритных мешков | 1979 |
|
SU791214A3 |
| МАШИНА ДЛЯ УПАКОВКИ | 1968 |
|
SU218049A1 |
| УСТАНОВКА И СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОЙ ЛЕНТЫ | 1998 |
|
RU2194425C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛЮДЯНЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU266957A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| СТАНОК ДЛЯ ШТУКОВКИ КРЫШЕК | 1940 |
|
SU60428A1 |
| ВОССТАНОВЛЕННЫЙ ТАБАК В ЛИСТАХ И ИЗГОТОВЛЕННЫЕ ИЗ НЕГО КУРИТЕЛЬНЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2346629C2 |
(Puz. 3S j-7 jy S 2939 2S t2
