Изобретение относится к электрохимической обработке, в частности к электрохимическому шпифованию (ЭХШ) профильных поверхностей одинарной кривизны профилированным электродом-инструментом.
Известен способ электрохимического шлифования, при котором деталь устанавливают на горизонтальную базовую плоскость IJ, поэтому при обработке спожнопрофильных поверхностей из-за неодинако ,вого угла наклона элементов профиля относительно вектора подачи величины межэлектродных зазоров (М:Ю) разные, что снижает точность обработки деталей и требует дополнительной коррекции профипя электрода на величину МЭЗ.
Теоретически трудно определить величину МЭЗ с достаточной точностью, поэтому величину МЭЗ определяют либо экспериментально, либо вьфавниванием зазоров по профилю с помощью пневматических скребковых устройств.
Высокая трудоемкость, длительность экспериментальных работ, а также необходимость применения специапьного
оборудования усложняют процесс электрохимического шлифования.
Цель изобретения - упрощение способа искпючение коррекции электрода-инструмета i;a величину МЭЗ при электрохимическом шлифовании поверхностей одинарной кривизны профилированным электродом-инструментом.
Для этого согласно предлагаемому способу перед процессом шлифования измеряют угол, определяюший наибольшую кривизну обрабатьгоаемой поверхности, и разворачивают базовую плоскость приопособпения с деталью на половину измеренного угла относительно горизонташ ной плоскости.
Это дает возможность выравнить величину МЭЗ по всему профилю обрабатываемой детали.
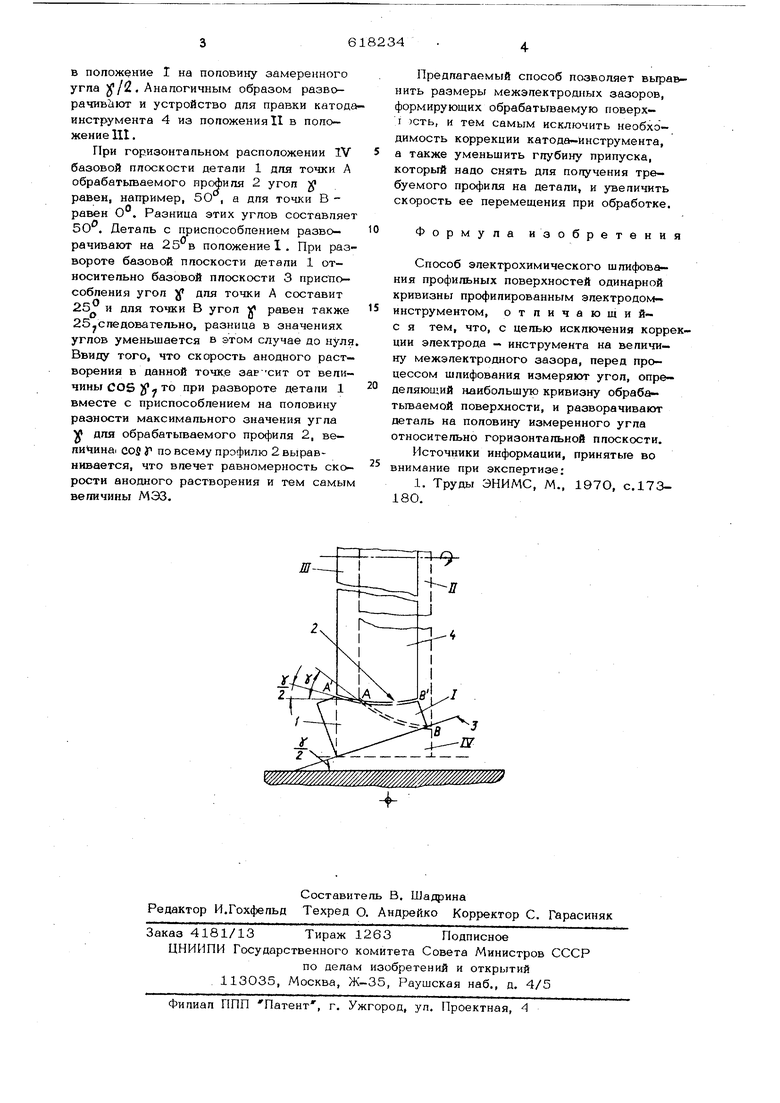
По чертежу детали 1 определяют угол у максимальной кривизны ее профиля 2 относительно горизонтальной поверхности. Деталь 1 закрепляют в приспособлении и разворачивают базовую плоскость 3 приспособпония BMOGVe с деталью 1 в положение I на поповину замеренного угпа . Аналогичным образом разворачмъЪют и устройство дпя правки катода инструмента 4 из положения II в положение 111. При горизонтальном расположении IV базовой плоскости детали 1 для точки А обрабатьгоаемого профиля 2 угол JJ равен, например, 5О , а для точки В равен О. Разница этих углов составляет so. Деталь с приспособлением разворачивают на 25 в положение. При развороте базовой плоскости детали 1 относительно базовой плоскости 3 приспособления угол Jf для точки А составит 25 и дпя точки В угол у равен также 25.следоватепьно, разница в значениях углов уменьшается в этом случае до нуля Ввиду того, что скорость анодного растворения в данной точке зав -сит от величины COS Jj« то при развороте детали 1 вместе с приспособлением на половину разности максимального значения угла у для обрабатываемого профиля 2, величина сой Jf по всему профилю 2 выравнивается, что влечет равномерность скорости анодного растворения и тем самым вепичины МЭЗ. Предлагаемый способ позволяет вырав- нить размеры межэлектродных зазоров, формирующих обрабатываемую поверхI )сть, и тем самым исключить необходимость коррекции катода-инструмента, а также уменьшить глубину припуска, который надо снять для получения требуемого профиля на детали, и увеличить скорость ее перемещения при обработке. Формула изобретения Способ электрохимического шлифования профильных поверхностей одинарной кривизны профилированным электродоминструментом, отличаюшийс я тем, что, с целью исключения коррекции электрода - инструмента на величину межэлектродного зазора, перед процессом шлифования измеряют угол, определяющий наибольшую кривизну обраба- тьтаемой поверхности, и разворачивают деталь на половину измеренного угла относительно горизонтальной плоскости. Источники информации, принятые во внимание при экспертизе; 1. Труды ЭНИМС, М., 197О, с.173180.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения размеров электрода-инструмента при электрохимической обработке | 1975 |
|
SU545439A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Устройство для электрохимического формирования гидравлических карманов | 2022 |
|
RU2805021C2 |
| Способ размерной электрохимической обработки | 1977 |
|
SU707750A1 |
| Устройство для электрохимического маркирования цилиндрических деталей | 1983 |
|
SU1096067A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
У -f
