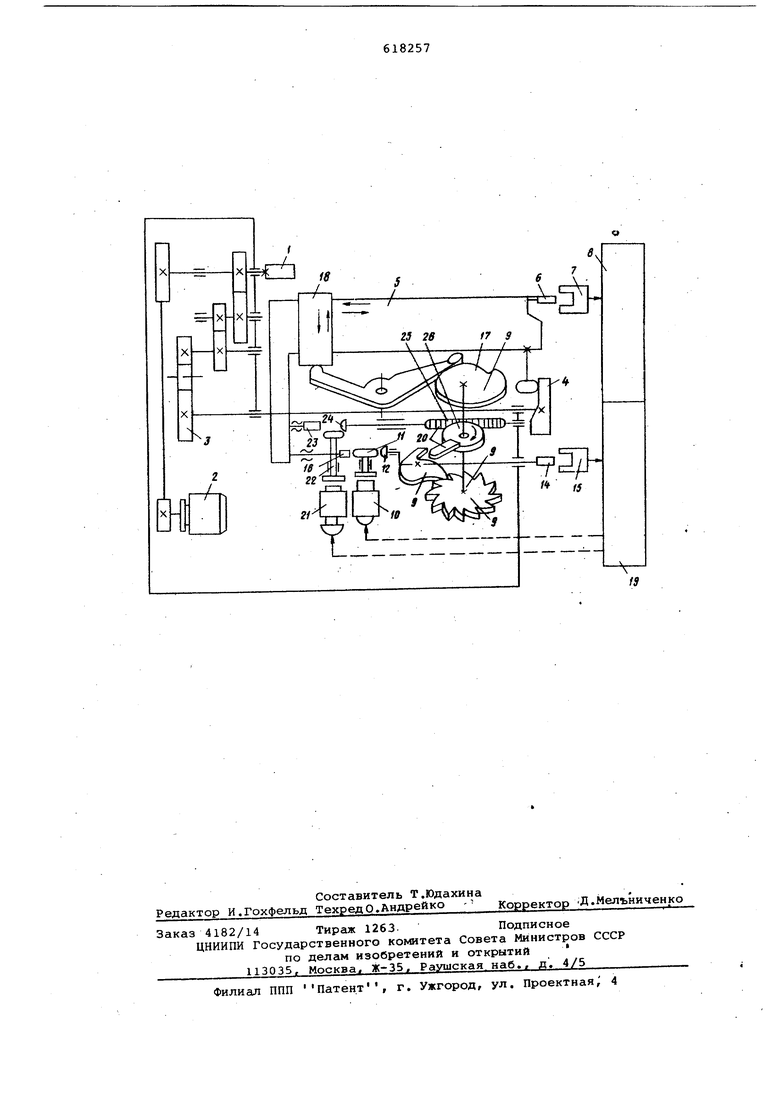
(54) МЕХАНИЗМ ПОДАЧ СТАНКА ДЛЯ .НАРЕЗАНИЯ МНОГОЗАХОДНОЙ РЕЗЬБЫ для управления движением продольного суппорта 5. Якорь 6, взаимодействующий с уп равлякицим датчиком 8 заходов, закреп лен на продольном суппорте 5 и электрически связан с устройством 8 счет продольных подач. Между устройством 8 счета и механизмом 9 поперечной подачи установлен электромагнит 10, На якоре электромагнита 10 закреплен ры чат 11 включенный в кинематической цепи между упором 12, жестко связанным с собачкой поворота храпового/ колеса 13 и с якорем 14 управляющего датчика 15, и регулируемым упором 16 установленным на суппорте 5. Храпово колесо 13.жестко связано с кулачком поперечной подачи 17 поперечного суп порта 18. Датчик 15 электрически связан с устройством 19 счета поперечных подач. Между устройством 19 и механизмом 20 возврата кулачка поперечной подачи установлен электромагнит 21, На якоре электромагнита 21 установлен рычаг 22,включенный в кинематической цепи между упором 2 3 продольного суппорта и упором 24 механизма 20.возврата. Упор 24 закреплен на рейке 25, шестерня 26 которой вза имодействует с собачкой поворота хра пового колеса. Механизм подач работает следующим образом. Шпиндель 1 с закрепленной в нем деталью вращается при включении элек тродвигателя 2. От шпинделя 1 через сменные зубчатые колеса 3, торцовый кулачок 4 движение передается на продольный суппорт 5, который.совершает возврат но-поступательное перемещение вместе с резцом. Якорь 6, закрепленный на суппорте, воздействует на управляю11Щ. датчик 7 числа заходов (например бес контактный) при каждом перемещении продольного суппорта, т.е. после нарезания каждого заходарезьбы. Сигнал с датчика 7 поступает на устройство 8 счета продольных подач (например, выполненным на триггерах) После совершения продольным суппортом числа перемещений, равного числу, установленному на устройстве 8 счета, последний дает команду н-а срабатывание электромагнита 10, элек тромагнит выдвинет якорь с рычагом 1 который при последующем движении про дольного суппорта 5 вправо передает движение от упора 16 продольного суп порта на упор 12 и через собачку поворота храпового колеса 13 - на кулачок 17 поперечной подачи. Поперечный суппорт 18 переместится на велиг чину подачи. Показание устройства 8 счета сбрасывается. Одновременно дви ркение передается на якорь 14, который при взаимодействии с управляющим датчиком 15 передает импульс на устf ройство 19 счета поперечных подач. Когда число поперечных подач будет, равно числу, установленному на устройстве 19 счета поперечных подач, включится электромагнит 21, который выдвинет якорь с рычагом 22. Рычаг 22 при следующем ходе продольного суппорта 5 вправо передает движение от упора 23 на упор 24 механизма 20 возврата. Одновременно рейка 25 повернет шестерню 26, которая отводит собачку. Храповое колесо 13 поворачивается, кулачок поперечной подачи 17 возвращается в исходное положение. Одновременно сбрасывается показание устройства 19 счета, электромагнит 21 отключается, рычаг 22 возвращается в исходное положение. Предложенный механизм подач значительно упрощает кинематику станка и процесс переналадки, поскольку для этого необходимо лишь на устройствах счета подач установить необходимое число заходов и проходов. Формула изобретения Механизм подач станка для нарезания многозаходной резьбы, включающий продольный суппорт, кулачок его подачи, поперечный суппорт, два элемента связи, один из которых введен между устройством счета продольных подач и механизмом поперечной подачи, содержащим храповое колесо с собачкой поворота, жестко связанное с кулачком поперечной подачи, и устройство счета поперечных подач, связанное с механизмом возврата кулачка поперечной подачи посредством второго элемента связи, отличающийся тем, что, с целью упрощения кинематики и процесса переналадки, устройство счета продольных подач снабжено управляющим датчиком с якорем, а каждый элемент связи выполнен в виде электромагнита, на якоре которого закреплен рычаг, причем рычаг одного из элементов связи включен между упором, установленным на продольном суппорте, и упором, связанным с собачкой поворота и с якорем управляющего датчика, а рычаг второго элемента связи - между упором продольного суппорта и упором, которым снабжен механизм возврата. Источники информации, принятые во внимание при экспертизе: 1. Гузман В.Е, Оборудование для нарезания многозаходных резьб, М., 1969, II I/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы в несколько проходов на токарном станке | 1977 |
|
SU738793A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Механизм для накопления телеграфных сигналов | 1938 |
|
SU55666A1 |
| Командоаппарат | 1984 |
|
SU1399833A1 |
| Печатающий аппарат, например, к автоматической машине для измерения площади и толщины кож | 1961 |
|
SU151042A1 |
| Автоматический резьбонарезной станок | 1986 |
|
SU1335416A1 |
| Станок для автоматического нарезания многозаходной резьбы | 1973 |
|
SU448922A1 |