Изобретение относится к станкостроению, а именно к станкам для обработки резьбы, и может быть использовано как самостоятельноJ так и в автоматических линиях.
Цель изобретения - повьшение точности и надежности за счет компенсации люфтов в передаче и уменьшения динамических нагрузок,
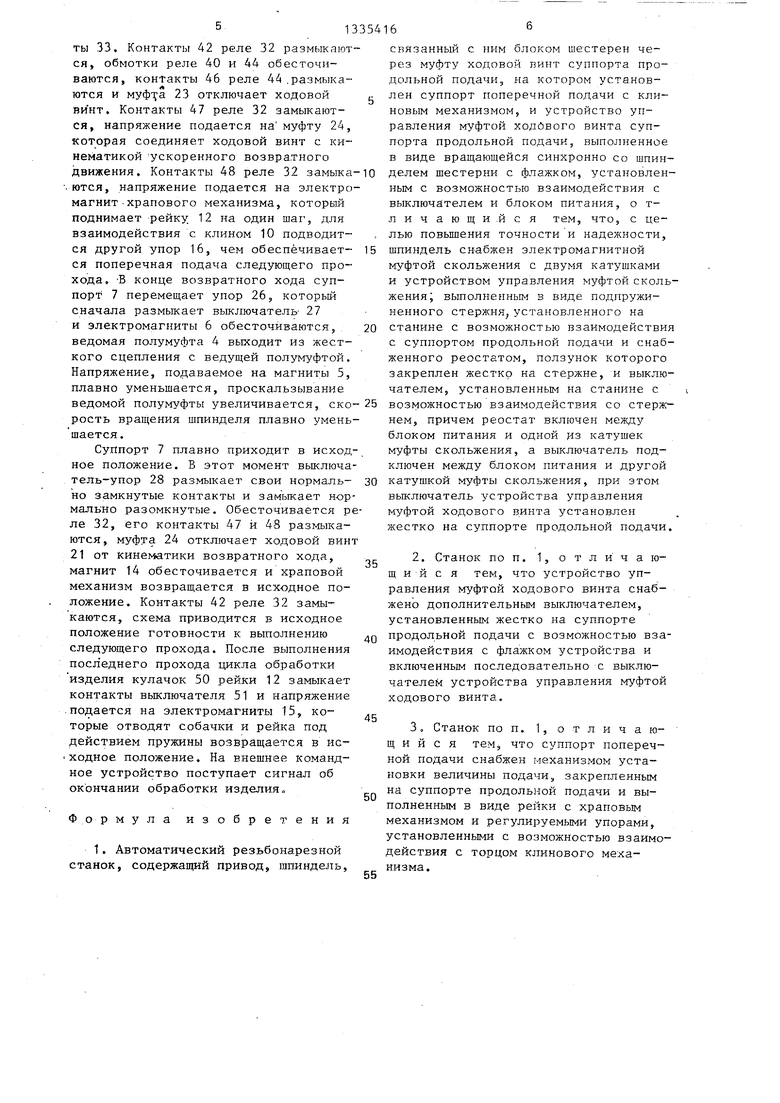
На фиг. 1 изображен предлагаемый резьбонарезной станок; на фиг. 2 - вид А на фиг. 1-.
Автоматический резьбонарезной станок включает привод 1, соединенный со шпинделем 2 через соединительную электромагнитную муфту скольжения, состоящую из ве Цущей полумуфты 3 и ведомой полумуфты 4. Ведущая полумуфта выполнена в форме двухступенчатого цилиндра. В ступени меньшего диаметра размещены электромагниты 5,. а в ступени большего диаметра - электромагниты 6. Ведомая полумуфта 4 выполнена в форме стакана, охватывающе- 25 разомкнутые контакты 37 связано с
го ступень меньшего диаметра. Станок имеет суппорт 7 продольной подачи, на котором расположен суппорт 8 попе- речной подачи с обрабатьшающим инструментом-резцом 9. Управление суп- портом 8 осуществляется клином 10 - с приводом от электромагнита 11.
Механизм установки поперечной подачи состоит из рейки 12, взаимодействующей с храповым механизмом 13, снабженным приводом в виде электромагнита 14 и электромагнитами 15 отвода собачек. На рейке 12 установлены регулируемые упоры 16, Шпиндель 2 кинематически связан с шестерней 17, которая вращается синхронно со шпинделем. На щестерне 17 установлен флажок 18 для взаимодействия с выключателями 19 и 20, жестко установленными .на суппорте 7. Ходовой винт 21 ки- 5 электромагнит 14 привода храпового
механизма через контакты 48 реле 32, электромагнит 11 поперечной подачи
12
нематически связан со шпинделем 2 сменными шестернями 22. В кинематической цепи ходового винта 21 установлены электромагнитная муфта 23 рабочего хода и электромагнитная муфта 24 обратного хода. Электромагниты 5 ведущей полумуфты 3 соединены с цепью электропитания через реостат 25 управляющего устройства 26 в виде подпружиненного упора. Электромагниты 6 соединены с цепью питания через выключатель 27 управляющего устройства 26. На станине станка установлены упоры-вьжлючатели 28 левого по50
55
через контакты 49 реле 36. Рейка снабжена кулачком 50 для взаимодейст вия с выключателем 51, которьм связы вает с цепью питания электромагниты 15 отвода собачек, в цепи связи установлен конденсатор 52, обеспечивающий задержку отпускания магнитов 15 до возврата рейки 12 в исходное положение. Выключатель 51 связан с внешним программным устройством (не показано).
Станок работает следующим образом
ложения суппорта 7 и 29 правого его положения. Нормально разомкнутые контакты выключателя 28 соединены с ре- ле 30, которое через собственные нормально разомкнутые контакты 31 соединено с нормально замкнутыми контактами выключателя 29. Нормально разомкнутые контакты выключателя 29 соединены с реле 32, которое через собственные нормально разомкнутые контакты 33 соединено с нормально замкнутыми контактами выключателя 28 (на фиг. 1 суппорт 7 находится в левом положении на упоре-выключате- - ля 28, поэтому нормально разомкнутые контакты выключателя 29 показаны замкнутыми, а нормально замкнутые - разомкнутыми).
На суппорте 7 установлен кулачок 34 для взаимодействия с выключателем 35, который соединен с реле 36. Последнее через собственные нормально
нормально замкнутыми контактами выключателя 29. Питание на выключатель 35 подается через нормально замкнутые контакты 38 реле 30, а на выключатель 19 через нормально разомкнутые контакты 39 реле 30. 5ыключатель 19 соединен с реле 40, которое через собственные нормально разомкнутые контакты 41 соединено с нормально замкнутыми контактами 42 реле 32. Выключатель 20 соединен с цепью питания через нормально разомкнуть е контакты 43 реле 40 и с реле 44, связанное через собственные нормально разомкнутые контакты 45 с контактами 42. С цепью питания связаны: муфта 23 через нормально разомкнз тые контакты 46 реле 44, муфта 24 через нормально разомкнутые контакты 47 реле 32,
12
0
5
через контакты 49 реле 36. Рейка снабжена кулачком 50 для взаимодействия с выключателем 51, которьм связывает с цепью питания электромагниты 15 отвода собачек, в цепи связи установлен конденсатор 52, обеспечивающий задержку отпускания магнитов 15 до возврата рейки 12 в исходное положение. Выключатель 51 связан с внешним программным устройством (не показано).
Станок работает следующим образом.
В исходном положении суппорт 7 находится в крайнем левом положении, клин 10 в левом положении, суппорт 8 в нижнем положении, инструмент-резец 9 отведен от изделия. Включается рри- вод 1, вращение от него передается ведущей полумуфте 3. Напряжение от цепи питания через реостат 25 подается на магниты 5. За счет электромагнит- кого взаимодействия вращается ведомая полумуфта 4 и шпиндель 2. Поскольку напряжение на магниты 5 подается минимальное, взаимодействие полумуфт будет небольшим с большим проскальзыва- нием относительно друг друга, обороты шпинделя будут минимальными. Синхронно со шпинделем вращаатся шестерня 17 флажком 18 взаимодействуя с выключа- телями 19 и 20, которые могут быть . любой конструкции, контактными или бесконтактными с флажком. Через сменные шестерни 22 вращение передается сцепным муфтам 23 и 24. Поскольку напряжение на магниты муфт не пода- ется, ходовой винт 21 не вращается. При подаче напряжения в схему срабатывает реле 30, через его контакты 39 напряжение подается на выключатель 19. Выключатель срабатывает при взаимодействии с флажком 18, срабатывает реле 40, самоблокируется через контакты 41, а через его замкнувшиеся контакты 43 напряжение подается на выключатель 20. Таким образом, выключатель 20 предварительно подготавливается почти за оборот шестерни 17 (фиг. 2) к срабатыванию, чем обеспечивается выборка всех люфтов в кинематике, так как в подготовительный период станок работает в установившемся режиме.
При взаимодействии флажка 18с выключателем 20 последний подает напряжение на реле 44, которое самоблокируется контактами 45. Через замкнувшиеся контакты 46 напряжение подается на муфту 23, которая соединяет ходовой винт 21 с кинематикой станка.: В момент взаимодействия флажка 18 с выключателем 20 обеспечено строго определенное положение изделия по углу поворота, так как шестерня 17 вращается синхронно с изделием, а выклю- чатель 20 имеет строго фиксированное положение, чем обеспечено необходимое положение резца в момент включения продольной подачи. Постоянное относительно друг друга положение резца и
5 o 5 Q
5
0
5
164
изделия в момент включения муфты 23 обеспечивает точный ввод резца в нитку резьбы. Так как муфта 23 сцепления размещена в кинематической схеме за сменными шестернями, последние постоянно вращаются, что обеспечивает отсутствие люфтов в них в момент включения продольной подачи, что значительно повьш1ает точность и надежность работы.
После включения муфты сцепления ходовой винт осуществляет продольную подачу суппорта 7 со скоростью шаг резьбы за один оборот изделия. Суппорт перемещается вправо и, следова- тельно, упор 26 перемещается вправо, его контакт скользит по реостату 25, напряжение, подаваемое на магнить 5, увеличивается, скольжение ведомой полумуфты относительно ведущей уменьшается, обороты шпинделя плавно увеличиваются. В момент нахождения кулачка упора 26 на выключатель 27 последний замыкает контакты и напряжение подается на магниты 6, ведомая полумуфта притягивается к ведущей и между ними устанавливается жесткое сцепление. Таким образом, обеспечено включение продольной подачи при минимальных оборотах шпинделя с последую- шрм плавным увеличением их до рабочих. При дальнейшем движении суппорта 7 вправо его кулачок 34 замыкает выключатель 35, срабатывает реле 36. Через собственные контакты 37 оно самоблокируется. Через контакты 49 реле 36 напряжение, подается на электромагнит 11. Клин 10 перемещается вправо до контакта с упором 16, осуществляет поперечную подачу резца 9. В конце . рабочего прохода суппорт 7 находит на упор выключателя 29, нормально замкнутые контакты которого размыкаются и обесточивается реле 30, его контакты 39 размыкаются, что исключает возможность срабатьгоания выключателей 19 и 20 до прихода суппорта 7 в исходное положение, а его же разомкнувшиеся контакты 38 не дают возможности сработать выключателю 35 при возвратном ходе суппорта 7.
Разомкнувшиеся контакты 49 обесточивают электромагнит 11, клин 10 перемещается влево, резец 9 отводится от изделия. Через замкнувшиеся контакты выключателя 29 напряжение подается на реле 32, которое самозабло- кируется через собственные контак513
ты 33. Контакты 42 реле 32 размыкаются, обмотки реле 40 и 44 обесточн- ваются, контакты 46 реле 44 .размыкаются и муф : а 23 отключает ходовой винт. Контакты 47 реле 32 замыкаются, напряжение подается на муфту 24, которая соединяет ходовой винт с кинематикой ускоренного возвратного движения. Контакты 48 реле 32 замьжа. ются, напряжение подается на электромагнит-храпового механизма, который поднимает рейку 12 на один шаг, для взаимодействия с клином 10 подводится другой упор 16, чем обеспечивает- ся поперечная подача следующего прохода. В конце возвратного хода суппорт 7 перемещает упор 26, который сначала размыкает выключатель- 27 и электромагниты 6 обесточиваются, ведомая полумуфта 4 выходит из жесткого сцепления с ведущей полумуфтой, Напряжение, подаваемое на магниты 5, плавно уменьшается, проскальзывание ведомой полумуфты увеличивается, ско- рость вращения шпинделя пЛавно уменьшается.
Суппорт 7 плавно приходит в исходное положение. В этот момент вьжлюча- тель-упор 28 размыкает свои нормаль- но замкнутые контакты и замыкает нормально разомкнутые. Обесточивается реле 32, его контакты 47 и 48 размыкаются, муфта 24 отключает ходовой винт 21 от Кинематики возвратного ходя, магнит 14 обесточивается и храповой механизм возвращается в исходное положение. Контакты 42 реле 32 замыкаются, схема приводится в исходное положение готовности к выполнению следующего прохода. После выполнения последнего прохода цикла обработки изделия кулачок 50 рейки 12 замыкает контакты выключателя 51 и напряжение
.подается на электромагниты 15, которые отводят собачки и рейка под действием пружины возвращается в ис ходкое положение. На внешнее командное устройство поступает сигнал об окончании обработки изделия
Ф,о р мула изобретения
1. Автоматический резьбонарезной станок, содержащий привод, шпиндель.
6
-
5 0 5
0
5
0
5
0
5
связанный с ним блоком шестерен через муфту ходовой винт суппорта продольной подачи, на котором установлен суппорт поперечной подачи с клиновым механизмом, и устройство управления муфтой ходового винта суппорта продольной подачи, выполненное в виде вращающейся синхронно со шпинделем шестерни с флажком, установленным с возможностью взаимодействия с выключателем и блоком питания, о т- личающи.йся тем, что, с целью повышения точности и надежности, шпиндель снабжен электромагнитной муфтой скольжения с двумя катушками и устройством управления муфтой скольжения; выполненным в виде подпружиненного стержня, установленного на станине с возможностью взаимодействия с суппортом продольной подачи и снабженного реостатом, ползунок которого закреплен жестко на стержне, и выключателем, установленным на станине с возможностью взаимодействия со стержнем, причем реостат включен между блоком питания и одной из катушек муфты скольжения, а выключатель подключен между блоком питания и другой катушкой муфты скольжения, при этом выключатель устройства управления муфтой ходового винта установлен жестко на суппорте продольной подачи.
2.Станок по п. 1, отличающий с я тем, что устройство управления муфтой ходового винта снабжено дополнительным выключателем, установленньм жестко на суппорте продольной подачи с возможностью взаимодействия с флажком устройства и включенным последовательно с выключателей устройства управления муфтой ходового винта,
3.Станок по п. 1, отличающийся тем, что суппорт поперечной подачи снабжен механизмом уста- ковки величины подачи, закрепленным на суппорте продольной подачи и выполненным в виде рейки с храповым механизмом и регулируемыми упорами, установленными с возможностью взаимодействия с торцом клинового механизма.
6 5 t
Фиг.1
J3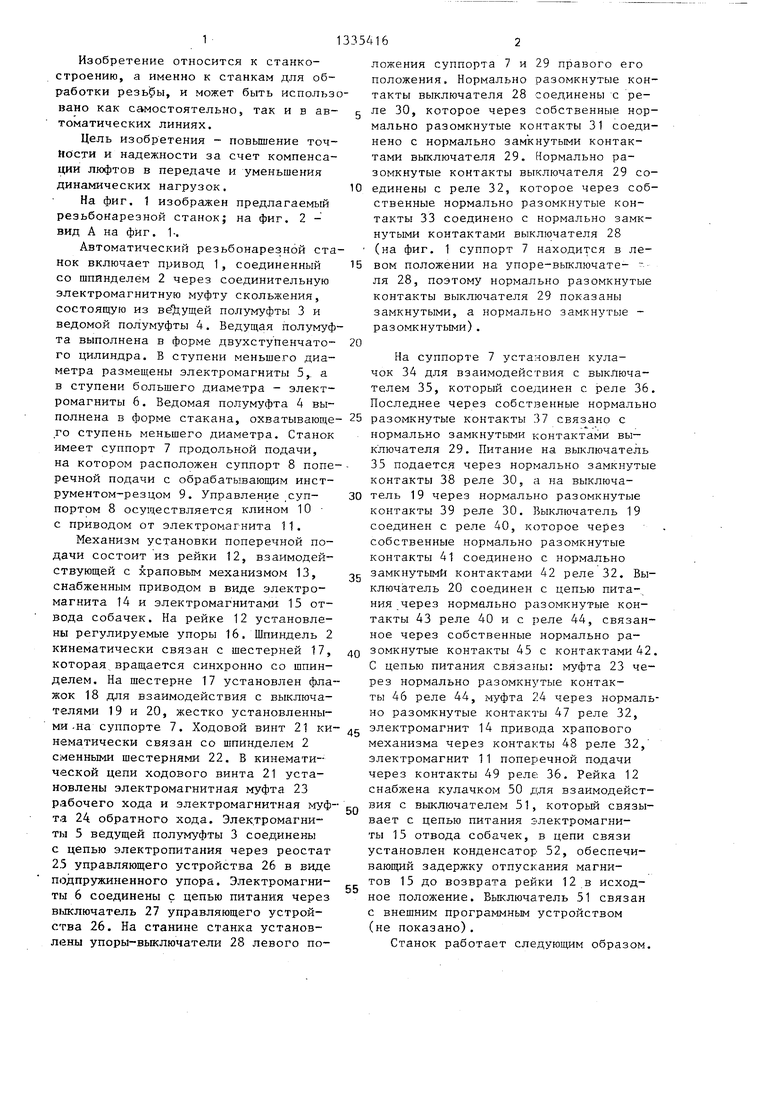
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Устройство для нарезания резьбы на токарном станке | 1974 |
|
SU524502A3 |
| Резьбонарезной станок | 1984 |
|
SU1175630A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| МЕХАНИЗМ АВТОМАТИЧЕСКОГО ОТКЛЮЧЕНИЯ ДВИЖЕНИЯ РАБОЧЕГО ОРГАНА СТАНКА ПРИ ЕГО ОСТАНОВЕ | 1972 |
|
SU327969A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Кулачковая электромагнитная муфта | 1987 |
|
SU1816901A1 |
| Резьбонарезной станок | 1976 |
|
SU576173A1 |
Изобретение относится к области станкостроения, а именно к станкам для обработки резьбы, и может быть использовано как Самостоятельно, так и в автоматических линиях. Цепью изобретения является повьнпение точности и надежности за счет компенсации люфтов в передаче и уменьшения динамических нагрузок. В автоматическом резьбонарезном станке шпиндель соединен с приводом электромагнитной муфтой скольжения. В период согласования положения резца с положением обрабатываемого изделия и включения продольной подачи обороты шпинделя минимальные, т.к. муфта работает в режиме скольжения при малой величине напряжения, подаваемого на электромагниты. Досле включения продольной подачи обороты шпинделя плавно увеличиваются, до рабочих за счет повышения напряжения на электромагнитах и последующего жесткого соединения полумуфт. Для обеспечения такой работы ведущая полумуфта имеет два электромагнита. Магниты, расположенные в ступени меньшего диаметра, соединены с цепью питания через реостат подпружиненного упора, а магниты ступени большего диаметра через выключатель, взаимодействующий с упором. Ведомая полумуфта выполнена в виде стакана, охватывающего ступень меньшего диаметра ведущей полумуфты. Ходовой винт суппорта продольной подачи соединен с кинематикой . станка муфтой сцепления. Выключатель устройства, управления муфтой жестко закреплен на суппорте продольной подачи. Для повышения надежности установлен дополнительный выключатель в устройстве управления муфтой сцепления, соединенный последовательно с основным. Механизм установки поперечной подачи выполнен в виде рейки с храповым механизмом и регулируемыми упора-: ми. 2 з.п. ф-лы, 2 ил. (Л CZ 00 со СП 4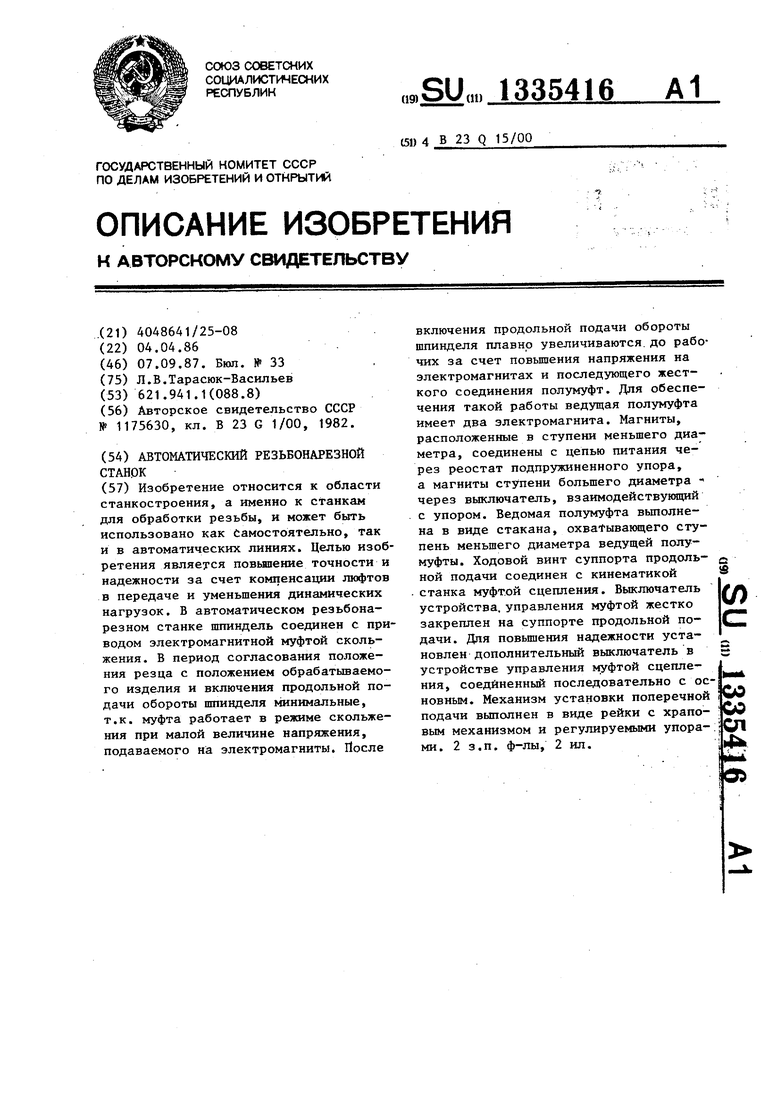
Фиг.2
Составитель В.Жиганов Редактор Е.Папп Техред Л.Сердюкова Корректор С.Шекмар
- ------ - -- - -- - -- „ -TI иг 11 .11nLl- ИЬ -П|
4007/15 Тираж 785 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-33, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Резьбонарезной станок | 1984 |
|
SU1175630A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
