(54) СТАНОК ДЛЯ АВТОМАТИЧЕСКОГО НАРЕЗАНИЯ ШОГОЗАХОДНОЙ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| у::СО;ОЗНАП | 1973 |
|
SU366030A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
| Станок для нарезания конических винтовых поверхностей с равномернопеременным шагом | 1981 |
|
SU986664A1 |
| Устройство для нарезания резьбы в несколько проходов на токарном станке | 1977 |
|
SU738793A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Устройство к станку для образования внутренней резьбы | 1987 |
|
SU1442339A2 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
Известны станки для автоматического нарезания ляногозаходной резьбы, содержащае в кинематической цепи торцовый нулачов, рабочий профиль которого выполнен по винтовой линии, контактирующей с роликом рычага, передающего через подвижный вдоль рычага толкатель движение продольному суппорту.
Недостаток этих станков заключается в том, что при равномерном вращении кулачка получается неравномерное перемещение суппорта, а следовательно, неравномерный шаг нарезаемой резьбы.
Предлагаемый станов отличается от известного тем, что в нем торец суппорта, контактирующий с толкателем, имеет скос относительно перпендикуляра к направлению перемещения суппорта
ПОД углом, равным углу подъема винтовой линии кулачка.
Такое выполнение станка повышает точность резьбы по шагу.
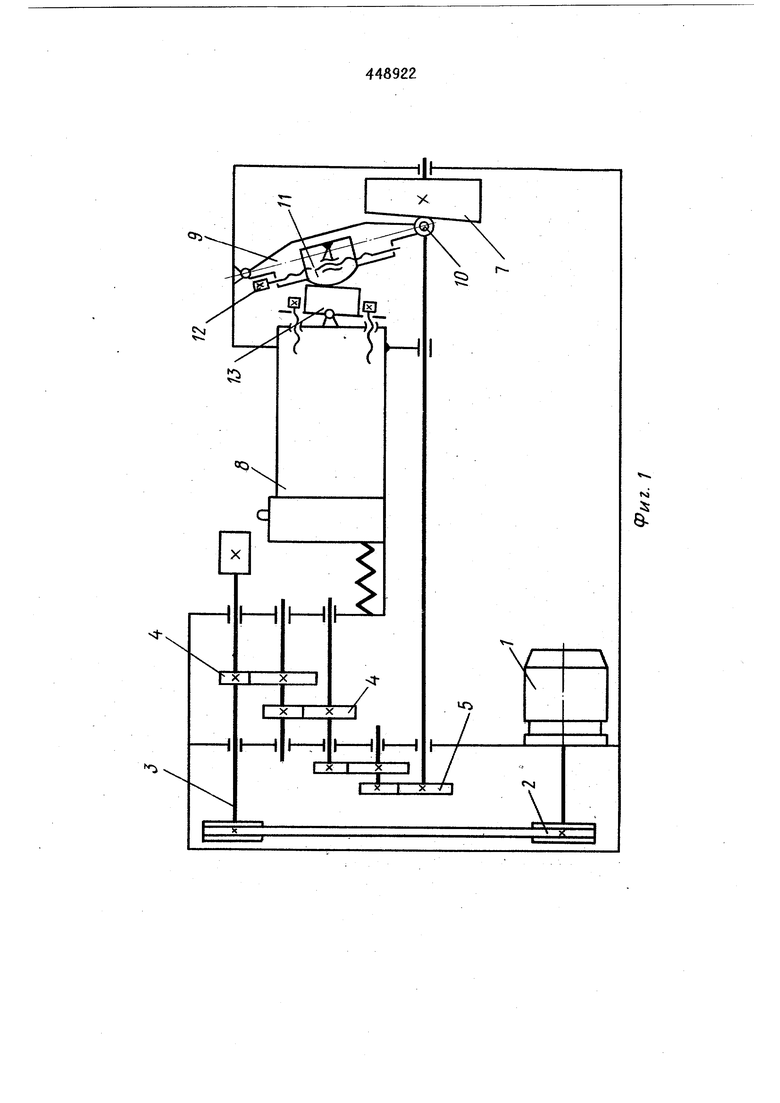
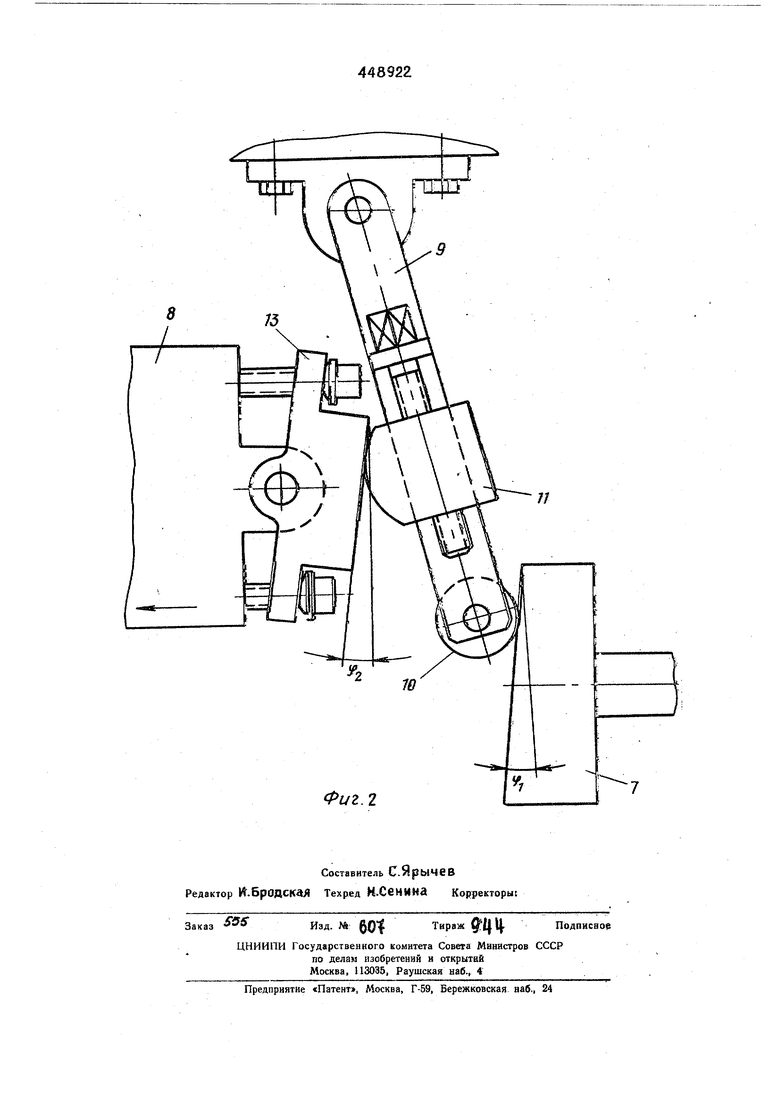
На фиг. I изображена кинематическая схема винторезной цепи предлагаемого станка; на фиг. 2 - схема передачи движения
0 от кулачка к суппорту.
Электродвигатель I через передачу 2 соединен со шпинделем 3. Шпиндель через две пары зубчатых колес 4 связан сменны5ми зубчатыми колесами 5, служащими для настройки станка на необходимое число заходов резьбы, с горизонтальным распределительным валом 6, на котором
0 жестко смонтирован торцовый кулачок 7, выполненный с профилем рабочего участка в виде винтовой линии и предназначенный для
управления движением суппорта 8. УпраБление работой суппорта 8 от йулачйа 7 осуществлено посредство я звена 9, йоторое выполнено в виде поворотного рычага с роликом 10, взаимодействующим с вулачвом 7,
На рычаге установлен толватель II, положение которого вдоль оси поворотного рычага
регулируется при помощи винта 1 и зависит от шага нарезаемой резьбы.
Для устранения неравномерного перемещения суппорта на нем неподвижно установлена взаимодействующая с толкателем II корректирующая линейка 13, Угол «ff погворота линейки выбирается равным углу tf- наклона винтовой линии кулачка.
Для возвращения суппорта 8 в исходное положение после совершения рабочей операции последний оснащен пружиной 14,
При включении электродвигателя I начинает вращаться шпиндель 3, От шпинделя 3 посредством зубчатых колес 4,5 движение передается черев распределительный вал на торцовый кулачок 7, При вращении кулачка 7 он начинает взаЖмодейсгвовать с роликом 10 звена 9, Звено 9 совершает угловой поворот относительно неподвижного конца рычага, взаимодействуя при этом толкателем II с неподвижной корректирующей линейкой 13, установленной на суппорте 8, Суппорт совершает заданный закон движения в процессе которого осуществляется нарезание резьбы.
Станок для автоматического нарезания многозаходной резьбы, содержащий в кинематической цепи торцовый кулачок, рабочий профиль которого выполнен по винтовой линии И который контактирует с роликом рычага, сообщающим через томатель движение продольному суппорту, отличающийся тем, что, с целью повышения точноч сти резьбы по щагу, торец суппорта, с которым контактирует толкатель, имеет скос относительно перпендикуляра к направлению перемещения суппорта под углом, равным углу наклона подъема винтовой линии кулачка.
X I
y
IN
lO
fN
