I
Изобретение относится к отделочной обработке поверхностей круглых деталей и может быть использовано для полирования деталей цилиндрической, и конусообразной формы с плоским торцом..
Известен станок для обработки крулых деталей, содержащий установленный на станине горизонтальный транспортер с вращающимися держателями деталей, последовательно расположенные полировальные головки для обработки наружной поверхности деталей и ленточную головку для обработки торцов 11.
Этот станок не обеспечивает высокое качество отдельной обработки, в связи с тем,что все головки расположены в одном положении по отнсяиению . к оси детсшей.
цель изобретения - повышение ка-г чества обработки.
Для этого прлиЕзовальные головки установлены на станине с возможность разворота в плоскости, параллельной осям вращения держателей деталей.
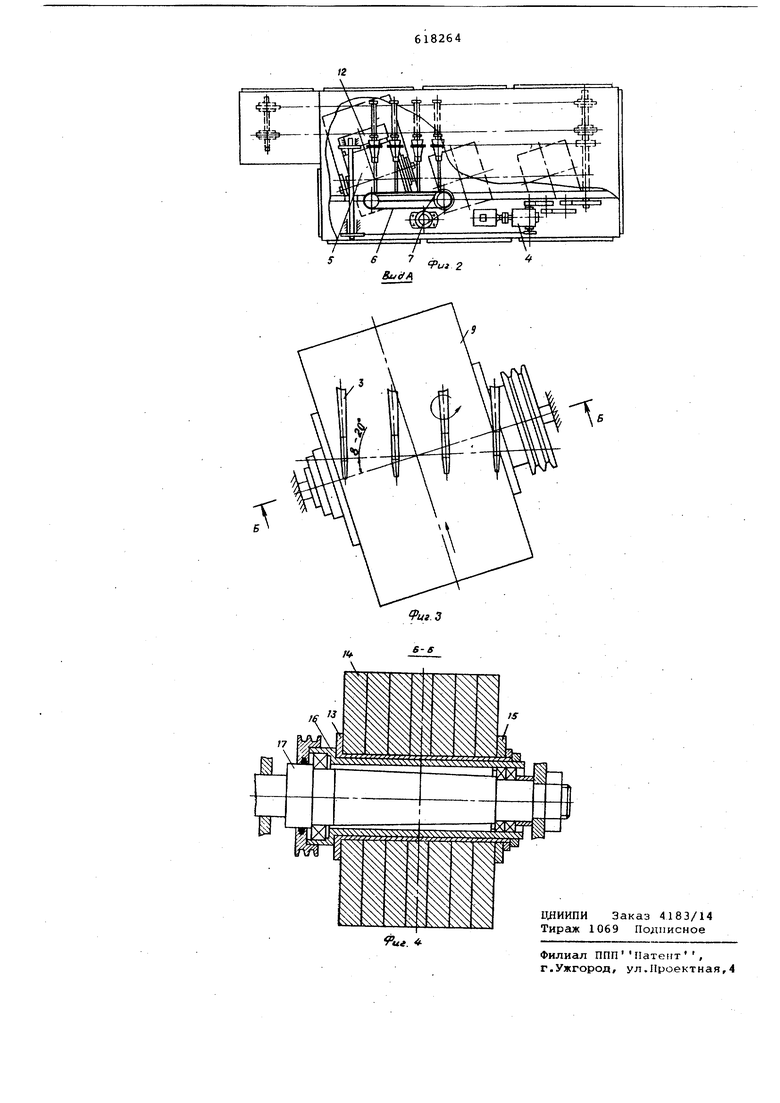
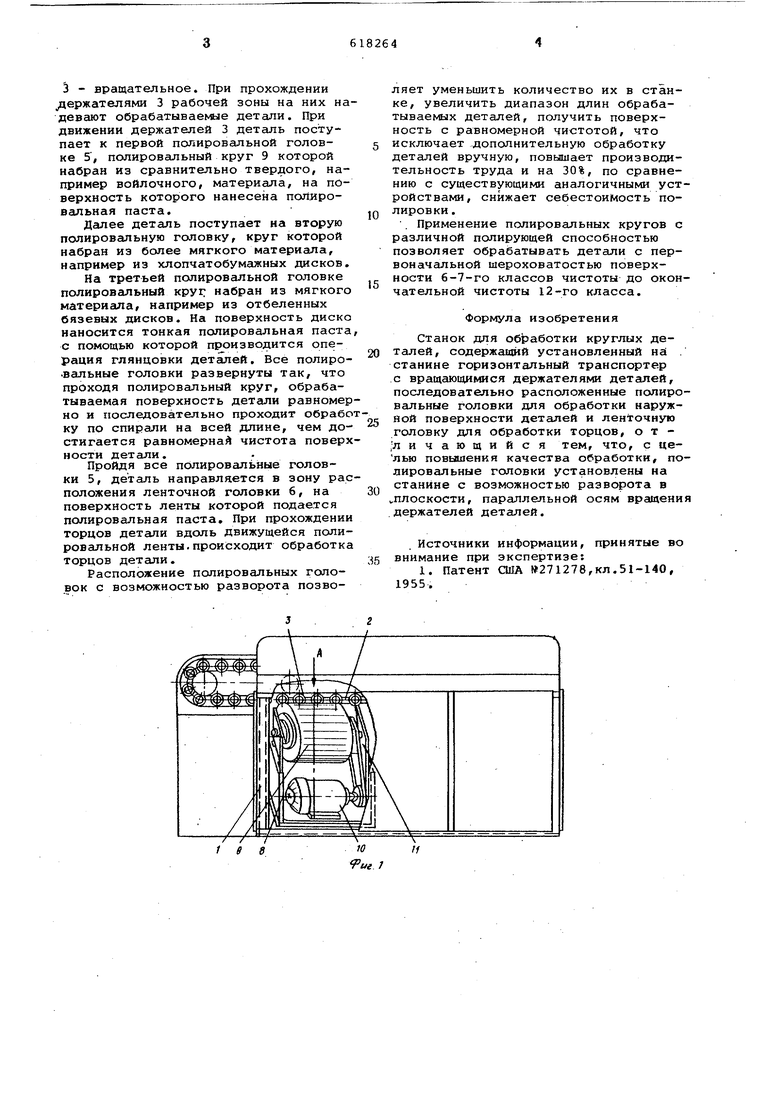
На фиг. 1 изображен предлагаекый станок, общий вид; на фиг. 2 - то же вид станка сверху; на фиг. 3 - вид А иг. 1; на фиг. 4 - разрез Б-Б фиг.З
Станок для обработки круглых деталей содержит станину 1, на которой в верхней части смонтирован горизонтальный транспортер 2с вращающимися держателями 3 деталей и приводом 4, три полировальные головки 5, установленные под нижней ветвью транспортера, и ленточная головка 6 с приводом 7. Каждая полировальная головка 5 имеет поворотное основание 8, которое. может быть повернуто в плоскости, параллельной оси вращения держателей деталей, на угол от 8 до 22. Вращение каждого полировального круга 9 осуществляется от электродвигателя 1Q. Полировальный круг 9 и злектродвигатель Ю установлены на подъемной раме 11. Каждая полировальная головка имеет механизм 12 автоматической подачи пасты.
Полировальный круг может быть выполнен в виде катушки с фланцем 13, на которую набрайы полировальные ди-. ски 14, сжатые подвижным фланцем 15. Катушка в сборе с дисками надета на пустотелый вал 16, установленный на неподвижной оси 17.
Станок работает следующим образом.
От. привода 4 транспортер 2 получает линейное движение, а держатели
3 - вращательное. При прохождении держателями 3 рабочей зоны на них надевают обрабатываемые детали. При движении держателей 3 деталь поступает к первой полировальной головке 5, полировальный круг 9 которой набран из сравнительно твердого, например войлочного, материала, на поверхность которого нанесена полировальная паста.
Далее деталь поступает на вторую полировальную головку, круг которой набран из более мягкого материала, например из хлопчатобумажных дисков.
На третьей полировальной головке полировальный круг набран из мягкого материала, например из отбеленных бязевых дисков. На поверхность диско наносится тонкая полировальная паста с помощью которой производится операция глянцовки деталей. Все полировальные головки развернуты так, что проходя полировальный круг, обрабатываемая поверхность детгши равномерно и последовательно проходит обрабоку по спирали на всей длине, чем достигается равномерна чистота поверхности детали.
Пройдя все полировальные головки 5, деталь направляется в зону расположения ленточной головки 6, на поверхность ленты которой подается полировальная паста. При прохождении торцов детали вдоль движущейся полировальной ленты.происходит обработка торцов детали.
Расположение полировальных головок с возможностью разворота позволяет уменьшить количество их в станке, увеличить диапазон длин обрабатываемых деталей, получить поверхность с равномерной чистотой, что исключает дополнительную обработку деталей вручную, повышает производительность труда и на 30%, по сравнению с существующими аналогичными устройствами, снижает себестоимость полировки.
. Применение полировальных кругов с различной полирующей способностью позволяет обрабатывать детали с первоначальной шероховатостью поверхности 6-7-го классов чистоты до окончательной чистоты 12-го класса.
Формула изобретения
Станок для обработки круглых деталей, содержащий установленный ни . станине горизонтальный транспортер с вращающимися держателями деталей, последовательно расположенные полировальные головки для обработки наружной поверхности деталей и ленточную головку для обработки торцов, о т Сличающийся тем, что, с целью повышения качества обработки, полировальные головки установлены на станине с возможностью разворота в плоскости, параллельной осям вращени .держателей деталей.
Источники информации, принятые во внимание при экспертизе:
1. Патент США №271278,кл.51-140, 1955.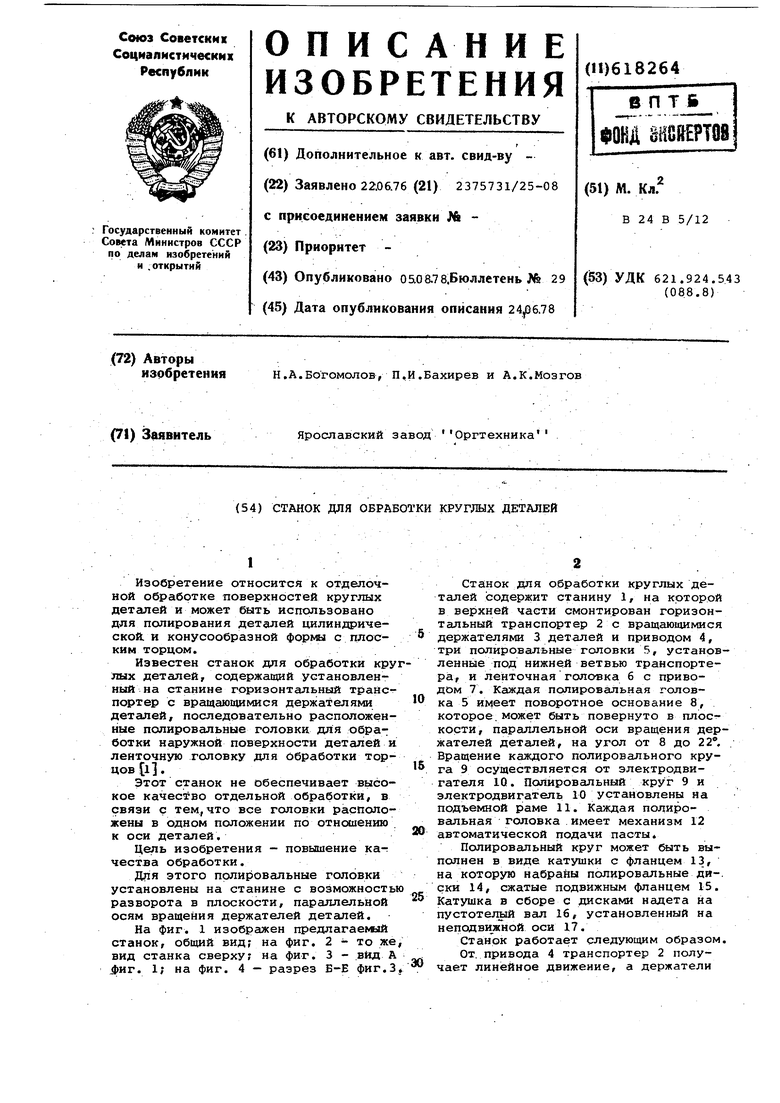
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки плоских поверхностей деталей | 1984 |
|
SU1211023A1 |
| Устройство для полирования деталей | 1978 |
|
SU770758A2 |
| Устройство для полирования трубчатых деталей | 1979 |
|
SU918043A1 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| Станок для шлифования торцов пружин | 1988 |
|
SU1548015A1 |
| Устройство для полирования криволинейных поверхностей деталей | 1982 |
|
SU1085780A2 |
| Установка для двусторонней обработки деталей | 1980 |
|
SU933389A1 |
| СТАНОК ДЛЯ СКОРОСТНОГО ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ СТЕКЛА И ДРУГИХ ТВЕРДЫХ И ХРУПКИХ МАТЕРИАЛОВ | 1966 |
|
SU214329A1 |
| Устройство для полирования деталей | 1981 |
|
SU948633A2 |