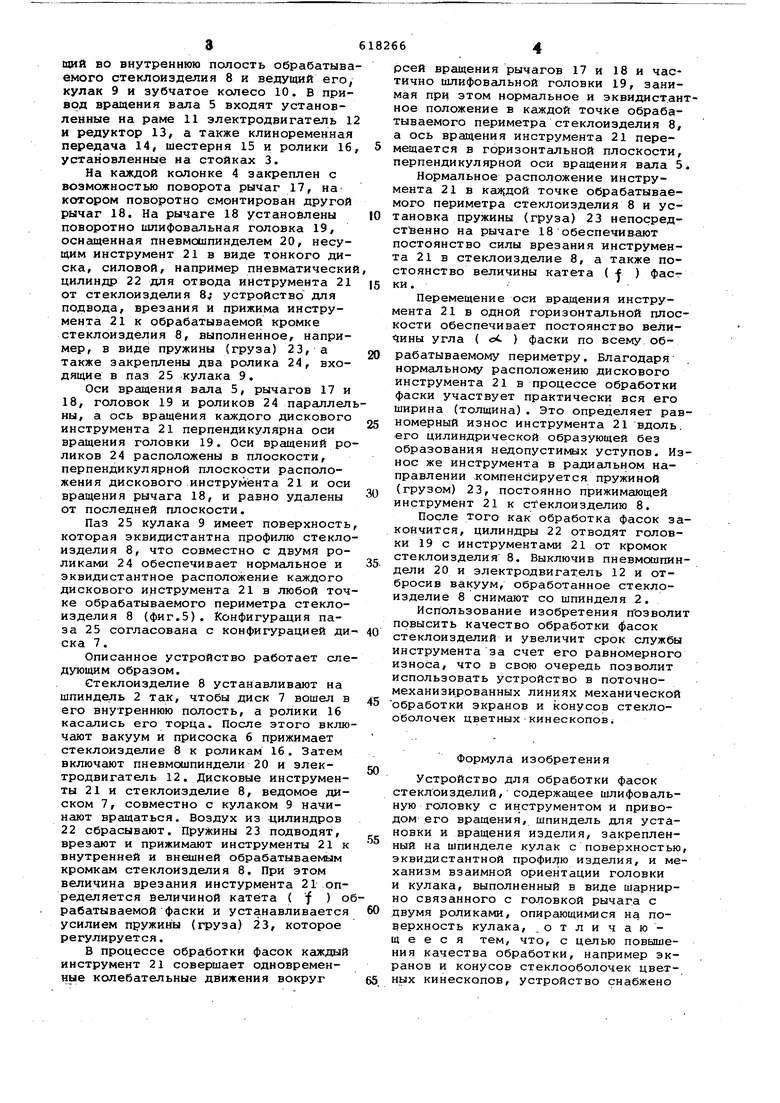
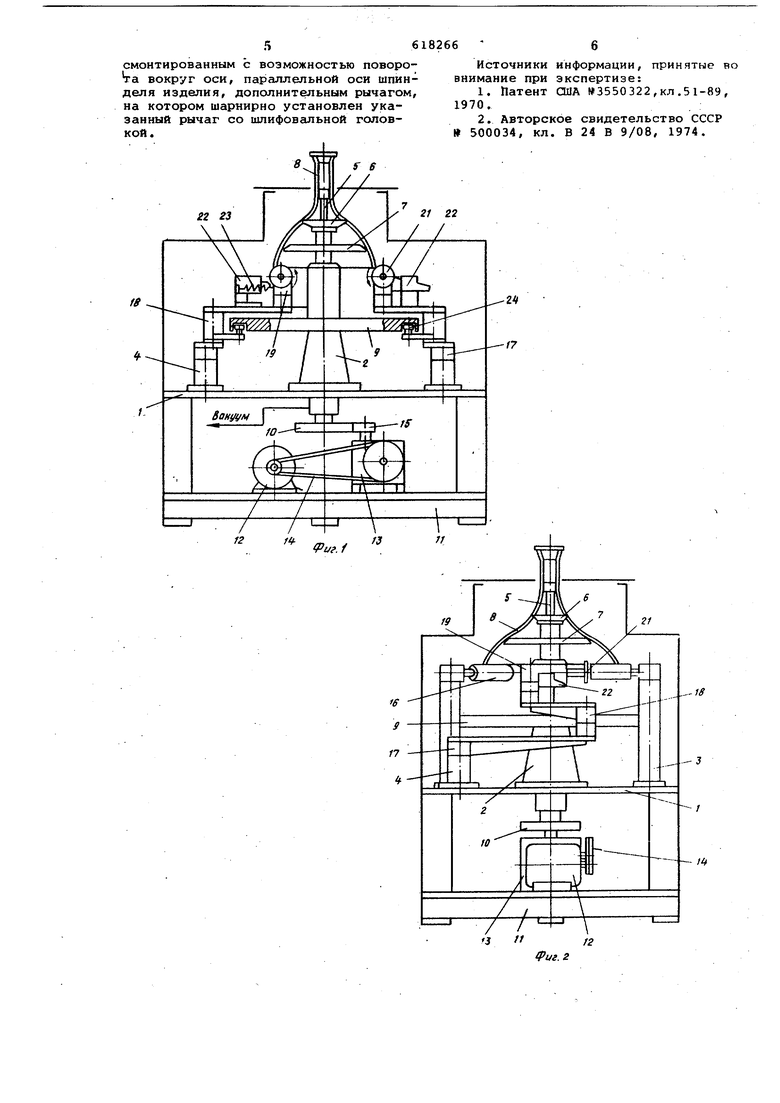
Изобретение относится к стеколь ому машиностроению, а именно к устройствам для обработки фасок стеклоизделий, и может быть использовано, например, в электронной промышленности при изготовлении экранов и конусов стеклооболочек цветных кинескопо Известно устройство для обработки фасок экранов и конусов, включающее шпиндель с приводом вращения стеклоизделия, шлифовальную головку с инструментом и механизм прижима инсг трумента . стеклоизделию 1 . Однако это устройство не обеспечи вает получения качественной фаски у стеклоизделия, а срок службы используемого инструмента мал. Известно также устройство для обработки фасок стеклоизделийj содержащее шлифовальную головку с инструментом и приводом его вращения, шпин дель для установки и вращения стекло изделия, закрепленный на шпинделе кулак с поверхностью, эквидистантной профилю стеклоизделия, и механизм взаимной ориентации головки и кулака выполненный в виде шарнирно связанно го с головкой рычага с двумя роликами, опирающимися на поверхность кулака 2 . Недостатками указанного устройства являются низкое качество .обработки стеклоизделий и ограниченные технологические возможности. Целью изобретения является повы.шение качества обработки стеклоиэделий, например экранов и конусов стеклооболочек цветных кинескопов. Поставленная цель достигается тем, что известное устройство снабжено смонтированным с возможностью поворота вокруг оси, параллельной оси шпинделя стеклоизделия, дополнительным рычагом, на котором шарнирно установлен рычаг со шлифовальной головкой. На фиг..1 изобреьжено предлагаемое устройство, общий вид; на фиг.2 то же, вид слева; на фиг. .3 - то же, вид сверху; на фиг. 4 - схема обработки фасок; на фиг. 5 - схема расположения инструмента в процессе обработки. Устройство для обработки фасок стеклоизделий включает плиту 1, на которой установлены вертикальный ипиндель 2, три стойки 3 и две колонки 4 . На валу 5 шпинделя 2 закреплены вакуумная присоска 6, диск 7, входящий во внутреннюю полость обрабатыва емого стекяоиэделия 8 и ведущий его, кулак 9 и зубчатое колесо 10. В привод вращения вала 5 входят установленные на раме 11 электродвигатель 1 и редуктор 13, а также клиноременная передача 14, шестерня 15 и ролики 16 установленные на стойках 3. На каждой колонке 4 закреплен с возможностью поворота рычаг 17, на котором поворотно смонтирован другой рычаг 18. На рычаге 18 устанойлены поворотно шлифовальная головка 19, оснащенная пневмошпинделем 20, несущим инструмент 21 в виде тонкого диска, силовой, например пневматически цилиндр 22 для отвода инструмента 21 от стеклоизделия 8; устройство для подвода, врезания и прижима инструмента 21 к обрабатываемой кромке стеклоизделия 8, выполненное, например, в виде пружины (груза) 23, а также закреплены два ролика 24, входящие в паз 25 кулака 9. Оси вращения вала 5, рычагов 17 и 18, головок 19 и роликов 24 параллел ны, а ось вращения каждого дискового инструмента 21 перпендикулярна оси вращения головки 19. Оси вращений ро ликов 24 расположены в плоскости, перпендикулярной плоскости расположения дискового инструмента 21 и оси вращения рычага 18, и равно удалены от последней плоскости. Паз 25 кулака 9 имеет поверхность которая эквидистантна профилю стекло изделия 8, что совместно с двумя роликами 24 обеспечивает нормальное и эквидистантное расположение каждого дискового инструмента 21 в любой точ ке обрабатываемого периметра стеклоизделия 8 (фиг.5). Конфигурация паза 25 согласована с конфигурацией ди ска 7. Описанное устройство работает сле дующим образом. Стеклоизделие 8 устанавливают на шпиндель 2 так, чтобы диск 7 вошел в его внутреннюю полость, а ролики 16 касались его торца. После этого вклю чают вакуум и присоска 6 прижимает Стеклоизделие 8 к роликам 16. Затем включают пневмсшпиндели 20 и электродвигатель 12. Дисковые инструменты 21 и Стеклоизделие 8, ведомое диском 7, совместно с кулаком 9 начинают вращаться. Воздух из -цилиндров 22 сбрасывают. Пружины 23 подводят, врезают и прижимают инструменты 21 к внутренней и внешней обрабатываемым кромкам стеклоизделия 8. При этом величина врезания инстурмента 21 определяется величиной катета ( f ) о рабатываемой фаски и устанавливается усилием пружины (груза) 23, которое регулируется. Б процессе обработки фасок каждый инструмент 21 совершает одновременные колебательные движения вокруг реей вращения рычагов 17 и 18 и часично шлифовальной головки 19, заниая при этом нормальное и эквидистантное положение в каждой точке обрабаываемого периметра стеклоизделия 8, а ось вращения инструмента 21 перемещается в горизонтальной плоскости, перпендикулярной оси вращения вала 5. Нормальное расположение инструента 21 в каждой точке обрабатываеого периметра стеклоизделия 8 и усановка пружины (груза) 23 непосредственно на рычаге 18 обеспечивают постоянство силы врезания инструмена 21 в Стеклоизделие 8, а также постоянство величины катета ( 4 ) фаски. Перемещение оси вращения инструента 21 в одной горизонтальной плоскости обеспечивает постоянство вели ины угла ( ot ) фаски по всему обрабатываемому периметру. Благодаря нормальному расположению дискового инструмента 21 в процессе обработки фаски участвует практически вся его ширина (толщина). Это определяет равномерный износ инструмента 21 вдоль, его цилиндрической образующей без образования недопустимых уступов. Износ же инструмента в радиальном направлении .компенсируется пружиной (грузом) 23, постоянно прижимающей инструмент 21 к стеклоизделию 8. После того как обработка Фасок закончится, цилиндры 22 отводят головки 19 с инструментами 21 от кромок стеклоизделия 8. Выключив пневмоипиндели 20 и электродвигатель 12 и отбросив вакуум, обработанное стеклоизделие 8 снимают со шпинделя 2. Использование изобретения позволит повысить качество обработки фасок стеклоизделий и увеличит срок службы инструмента за счет его равномерного износа, что в свою очередь позволит использовать устройство в поточномеханизированных линиях механической обработки экранов и конусов стеклооболочек цветных кинескопов; Формула изобретения Устройство для обработки фасок стеклоизделий, содержащее шлифовальную головку с инструментом и приводом его вращения, шпиндель для установки и вращения изделия, закрепленный на шпинделе кулак с поверхностью, эквидистантной профи ю изделия, и механизм взаимной ориентации головки и кулака, выполненный в виде шарнирно связанного с головкой рычага с двумя роликами, опирающимися на поверхность кулака/ отличающ е е с я тем, что, с целью повышения качества обработки, например экранов и конусов стеклооболочек цветных кинескопов, устройство снабжено смонтированным с возможностью повороЬ-а вокруг оси, параллельной оси шпинделя изделия, дополнительным рычагом, на котором шарнирно установлен указанный рычаг со шлифовальной головкой. Источники информации, принятые во внимание при экспертизе: 1.Патент США №3550322,кл .5 1-89, 1970. 2.Авторское свидетельство СССР I 500034, кл. В 24 В 9/08, 1974.
Риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки фасок стеклоизделий | 1978 |
|
SU709334A2 |
| Устройство для шлифования фасок стеклоизделий | 1982 |
|
SU1057251A1 |
| Устройство для шлифования изделий | 1975 |
|
SU592576A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦА КОНУСА КИНЕСКОПОВ АБРАЗИВНЫМИ КРУГАМИ | 1992 |
|
RU2042493C1 |
| Устройство для гранения стеклоизделий | 1977 |
|
SU697303A1 |
| СПОСОБ ЧИСТОВОЙ МЕХАНООБРАБОТКИ КОНИЧЕСКОГО ЗУБЧАТОГО КОЛЕСА В ОБЛАСТИ ГОЛОВКИ ЗУБА, МАШИНА ДЛЯ МЕХАНООБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СООТВЕТСТВУЮЩИМ ОБРАЗОМ ВЫПОЛНЕННЫЙ ШЛИФУЮЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2711327C1 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| Машина для шлифования торцовСТЕКляННыХ издЕлий | 1979 |
|
SU841923A1 |
| Манипулятор | 1990 |
|
SU1754435A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
МУ
У
