Настоящее изобретение относится к методике нанесения металлических покрытий методом испарения металла в вакууме. Существующие конструкции плавящих элементов в виде лодочек из тугоплавкой фольги дают неудовлетворительные результаты при применении в массовом производстве из-за неравномерности наносимого слоя. Более удовлетворительные результаты дают плавящие элементы в виде нагреваемой током вольфрамовой проволоки, свернутой в цилиндрическую или коническую спираль. Однако неудобством такой системы является быстрое разрушение вольфрама при необходимости испарить достаточно большое количество металла. Это объясняется тем, что если на элементе образуется капля расплавленного металла, то одновременно с испарением этой капли часть испаряемого металла внедряется внутрь вольфрама, замещая его. При последующем нагревании внедрившийся металл испаряется и получившееся утончение приводит к перегоранию спирали в этом месте.
Согласно настоящему изобретению образование расплавленных капель испаряемого металла на поверхности плавящего элемента предотвращается с помощью иного конструктивного выполнения плавящего элемента.
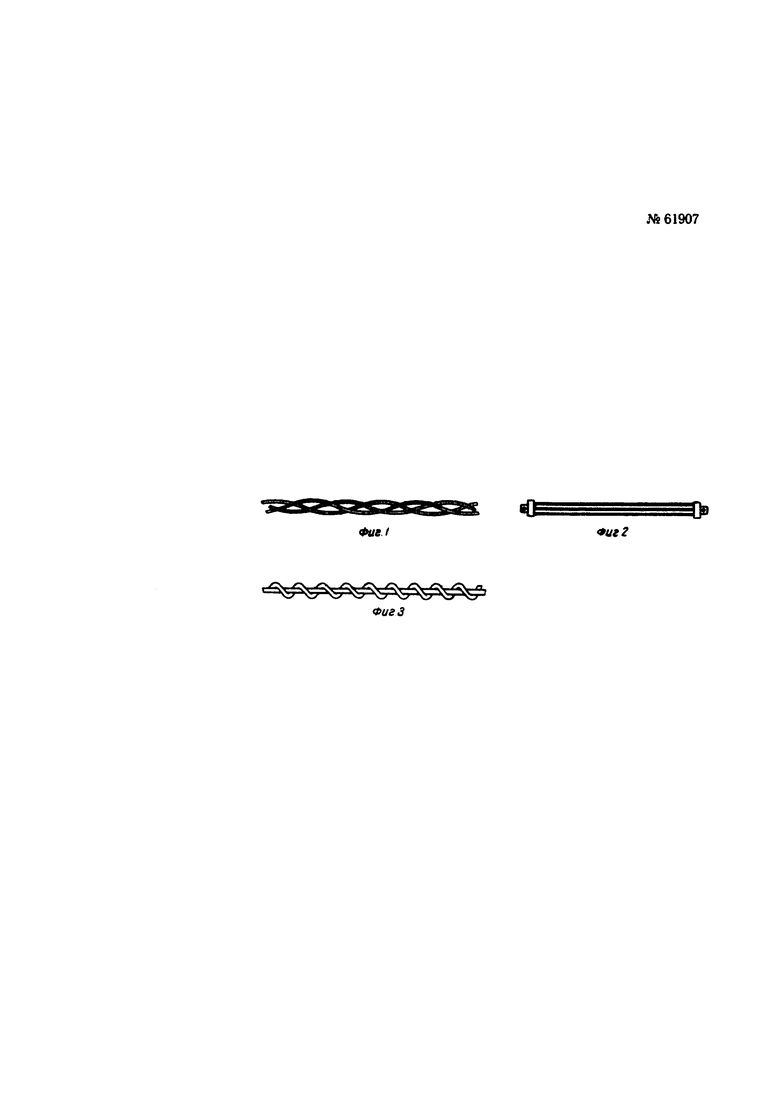
Сущность изобретения поясняется фиг. 1-3 прилагаемого чертежа, на которых показаны разные конструктивные варианты выполнения плавящего элемента.
На фиг. 1 показан плавящий вольфрамовый элемент в виде жгута, свитого из более или менее тонких вольфрамовых проволок. Испаряемый металл навешивается на жгут в виде согнутых полосок или проволок. При расплавлении металла он растекается по поверхности каждой проволоки жгута без образования капель. Этому способствует большая обогревающая поверхность и то, что часть испаряемого металла занимает зазоры между отдельными проволоками жгута.
На фиг. 2 приведена другая конструкция плавящего элемента, составленного из отдельных проволок, концы которых зажаты в державки. Отдельные проволоки элемента расположены таким образом, что между ними по всей их длине имеются одинаковой величины зазоры. В этих зазорах и распределяется основная часть плавящегося металла, навешиваемого на элемент обычным способом. Благодаря равенству зазоров между проволоками износ элемента происходит равномерно по его длине и, следовательно, срок службы элемента увеличивается.
На фиг. 3 показана еще одна рациональная конструкция плавящего элемента, в которой одна или несколько вольфрамовых проволок дополнительно обматываются вольфрамовой же проволокой При этом шаг намотки выбирается таким образом, чтобы разместить в промежутке между витками проволоки расплавляемого металла. Подобная конструкция также предохраняет от образования большой капли расплавленного металла, который заполняет свободные промежутки между соседними витками. Равномерное распределение расплавленного металла по длине плавящего элемента увеличивает срок службы последнего.
Как показали производственные испытания изобретения, применение описанных конструкций плавящего элемента, в частности, при плавлении никеля и его сплавов, кроме увеличения срока службы плавящего элемента дало возможность повысить производительность труда за счет исключения времени, идущего на переустановку новых элементов, откачку установки и предварительную прокалку элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плавящий элемент для испарения металла в вакууме | 1941 |
|
SU65570A1 |
| СПОСОБ ПОДАЧИ ИСПАРЯЕМОГО МАТЕРИАЛА К ИСПАРИТЕЛЮ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2034095C1 |
| Способ получения гексафторида вольфрама | 2023 |
|
RU2830120C1 |
| Порошковая композиция для получения светопоглощающего покрытия | 1977 |
|
SU665283A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Электрод для газоразрядных ламп | 1980 |
|
SU860172A1 |
| Способ испарения тугоплавких металлов в вакууме и устройство для его осуществления | 1987 |
|
SU1572061A1 |
| Способ формирования частиц с гомогенной структурой при получении мелкодисперсных металлических порошков | 2020 |
|
RU2779961C2 |
| Способ получения мелкодисперсного порошка тугоплавкого материала | 2020 |
|
RU2746197C1 |
Плавящий элемент для испарения металлов в вакууме, отличающийся тем, что, с целью предотвращения образования капель расплавленного металла, он составлен из нескольких параллельных или свитых друг с другом тугоплавких проволок.
