не имеют самостоятельных нагревательных средств, и поэтому станы не могут самостоятельно (независимо) выпускать продукцию.
Целью изобретения является обеспечение как автономной, так и совместной (гранзитной) прокатки металла в указанных группах кледгй с различным ритмом проката.
Цель достигается тем, что группа клетей для получения заготовок снабжена уборочными средствами, а группа клетей для получения готовых профилей - автономными нагревательными средствами.
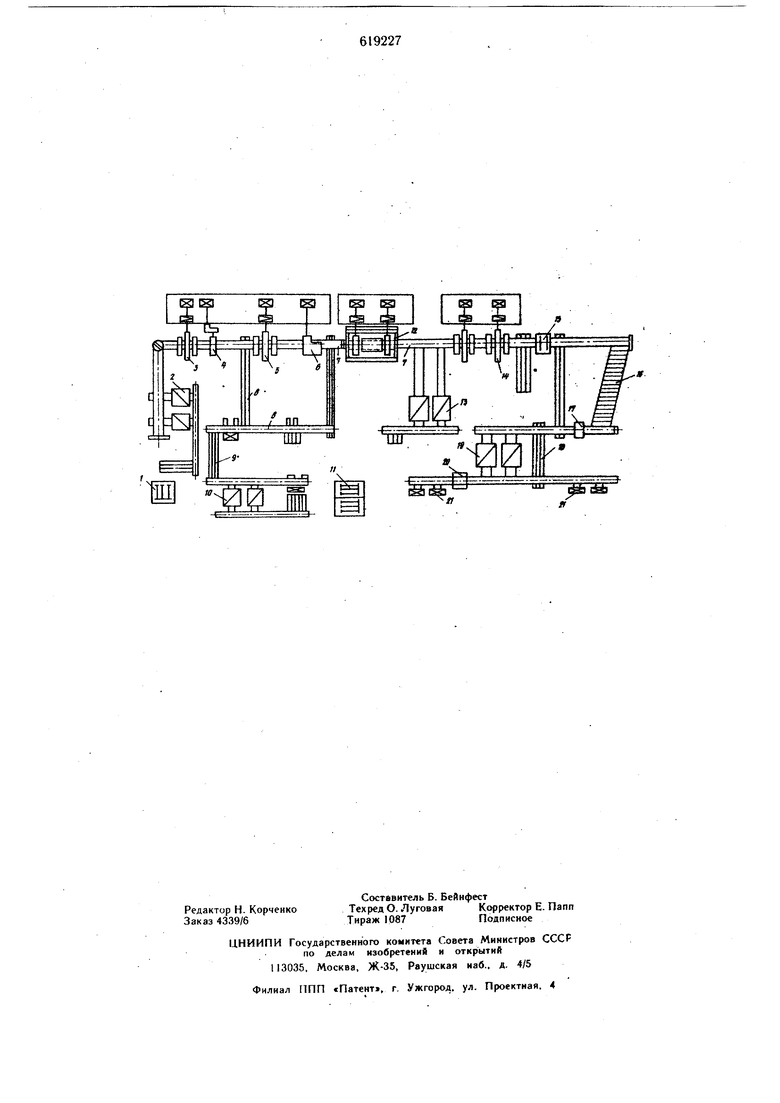
На чертеже показан пример расположения основных элементов предлагаемой установки.
Установка содержит склад 1 слитков с загрузочным устройством; нагревательные печи 2; обжимную клеть 3 группы для получения заготовок; агрегат 4 резки проката; сортовую клеть 5 для прокатки заготовок; агрегат б резки проката; основнёй транспортер 7; вспомогательный транспортер 8; холодильник 9, термические печи 10; склад П заготовок и товаркой продукции; печь 12 для догрева в потоке заготовок, идущих с группы клетей для прокатки заготовок; автономные нагревательные печи 13 для первичного нагрева заготовок, идущих со склада; прокатные клети 14 группы для получения готовых профилей; агрегат 15 резки проката; холодильник 16; агрегат 17 резки проката; транспортеры 18; термические печи 19; агрегат 20 правки; карманы 21 для уборки готовой продукции на товарный склад.
Установка работает следующим образом.
Слитки поступают из мартеновского цеха через склад 1 или, минуя склад, горячим всадом в нагревательные печи 2. После нагрева в печах слитки по рольгангам подаются к обжимной клети 3 стана 900/680. После порезки на агрегате 4 в варианте получения товарной продукции в клети 3 стана
900/680 или после порезки на агрегате 6 в варианте получения продукции в сортовой клети 5 стана 900/680 металл с помощью уборочных средств - вспомогательных транспортеров 8 направляется на дальнейшую обработку, например, через холодильник 9 в термические печи 10 либо непосредственно на склад П. В режиме самостоятельного выпуска продукции используются указанные транспортеры В; в режиме транзитной прокатки заготовка идет по основному транспортеру 7 на стан 350 (фуппу клетей для получения готовых профилей).
В режиме автономной работы клети Г4 заготовки со склада П, которые нагреваются в печах 13, прокатываются в клетях 14 и разрезаются на агрегате 15 или после охлаждения на холодильнике 16
разрезаются на агрегате 17. В зависимости от назначения продукции прутки направляются на термообработку в термические печи 19, на правку на агрегат 20 или по транспортерам 18 в карманы 21 и на склад готовой продукции.
В режиме транзитной прокатки работа стана 350 видоизменяется. Стан 900/680 работает в своем обычном ритме и заготовка по основному транспортеру 7 в горячем виде поступает в печь 12. В зависимости от ряда исходных параметров, в частности от температуры, физических свойств стали, размеров сечения заготовки, а также от соотношения ритмов прокатки в группах клетей (на стане 900/680 и стане 350), устанавливается начальная требуемая скорость перемещения металла через печь 12. В печи 12 по заданной или уточняемой в процессе прокатки программе осуществляется управляемый режим догрева заготовок и их движения к стану 350.
В зависимости от ритма работы-стана 900/680 изменяется характер охлаждения заготовки по сечению. С учетом этого в печи 12 для догрева в каждую заготовку или ее часть по длине вкладывается тепловая мощность, необходимая для придания металлу требуемой пластичности. В свою очередь, в зависимости от ритма работы стана 350 может корректироваться скорость движения заготовки через печь 12 и, следовательно, программа подогрева с учетом первоначально заданной программы на стане 900/680.
Формула изобретения
Установка для получения сортового проката, содержащая нагревательную печь, группу клетей для прокатки заготовок, транспортер проходную подогревательную печь в транспортном потоке, группу клетей для получения готовых профилей за подогревательной печью и уборочные средства, отличающаяся тем, что, с целью осуществления как независимой, так и совместной (транзитной) работы указанных групп клетей, группа клетей для получения заготовок снабжена уборочными средствами, а группа клетей для получения готовых профилей снабжена автономными нагревательными«средствами.
Источники информации, принятые во внимание при экспертизе:
1. Целиков А. И. и Зюзин В. И. Современное развитие прокатных станов. М., Металлургия, 1972, с. 66, рис. 67.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Прокатный стан | 1983 |
|
SU1079316A1 |
| СПОСОБ НАГРЕВА ЗАГОТОВОК НА СОРТОВЫХ И ПРОВОЛОЧНЫХ СТАНАХ | 2010 |
|
RU2430977C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |