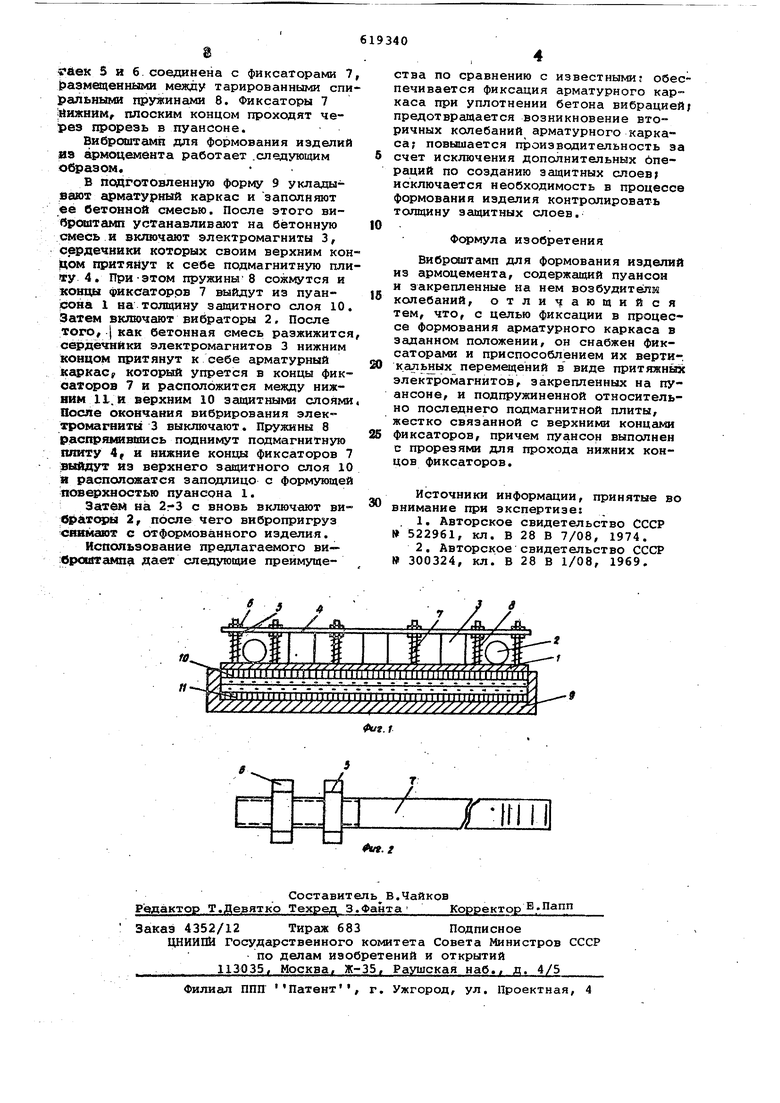
yfu&K 5 и 6. соединена с фиксаторами 7, размещенными между тарированными спиральными пружинами 8. Фиксаторы 7 |1 ижниМг плоским концом проходят через прорезь в пуансоне.
Вибрсяитамп для формования изделий (ИЗ ар л щембнта работает .следующим образом.
В подготовленную форму 9 укладывают арматурный каркас и заполняют ее бетонной смесью. После этого виброатамп устанавливают на бетонную смесь и включают электромагниты 3, сердечники которых своим верхним кондом притянут к себе подмагнитную плиty 4. При-зтом пружины8 сожмутся и жошщ фиксаторов 7 выйдут из пуансона 1 на толщину защитного слоя 10. Затем включают вибраторы 2, После того, I как бетонная смесь разжижится сердечники электромагнитов 3 нижним концом притянут к себе арматурный кгфкас; который упрется в концы Фиксаторов 7 к расположится между нижним II. и верхним 10 защитными слоями После окончания вибрирования электромагниты 3 выключают. Пружины 8 распр51мившись поднимут подмагнитную шшту 4f и нижние концы фиксаторов 7 Ыйд1ут из верхнего защитного слоя 10 и расположатся заподлицо с формующей лов хностью пуансона 1.
Затем Hai 2-3 с вновь включают вибрахсфы 2f после чего вибропригруз свямают с отформованного изделия.
Использование предлагаемого ви- :бр0111тамп 1 дает следующие преимущеб S
X .fjA, / .а.
О;
4jiffifmfniffnimnlMilMf(ifiifiiliiftfniiriTf
tTl ilJIJIJUtllliUi,itlITrnil,uiJi,ltUUlUUUHtttll.lli ства по сравнению с известными г обеспечивается фиксация арматурного каркаса при уплотнении бетона вибрацией предотвращается возникновение вторичных колебаний арматурного каркаса; повышается производительность за счет исключения дополнительных йпераций по созданию защитных слоев; исключается необходимость в процессе формования изделия контролировать толщину защитных слоев.
Формула изобретения
Виброитамп для формования изделий из армоцемента, содержащий пуансон и закрепленные на нем возбудители колебаний, отличающийся тем, что, с целью фиксации в процессе формования арматурного каркаса в заданном положении, он снабжен фиксаторами и приспособлением их верти-. каль21ых перемещений в виде притяжныэс электромагнитов, закрепленных на пуансоне/ и подпружиненной относительно последнего подмагнитной плиты, жестко связанной с верхними концами фиксаторов, причем пуансон выполнен с прорезями для прохода нижних концов фиксаторов.
Источники информации, принятые во внимание при экспертизе:
. 1. Авторское свидетельство СССР 522961, кл. В 28 В 7/08, 1974.
2. Авторское свидетельство СССР 300324, кл. В 28 В 1/08, 1969.
Л/г. г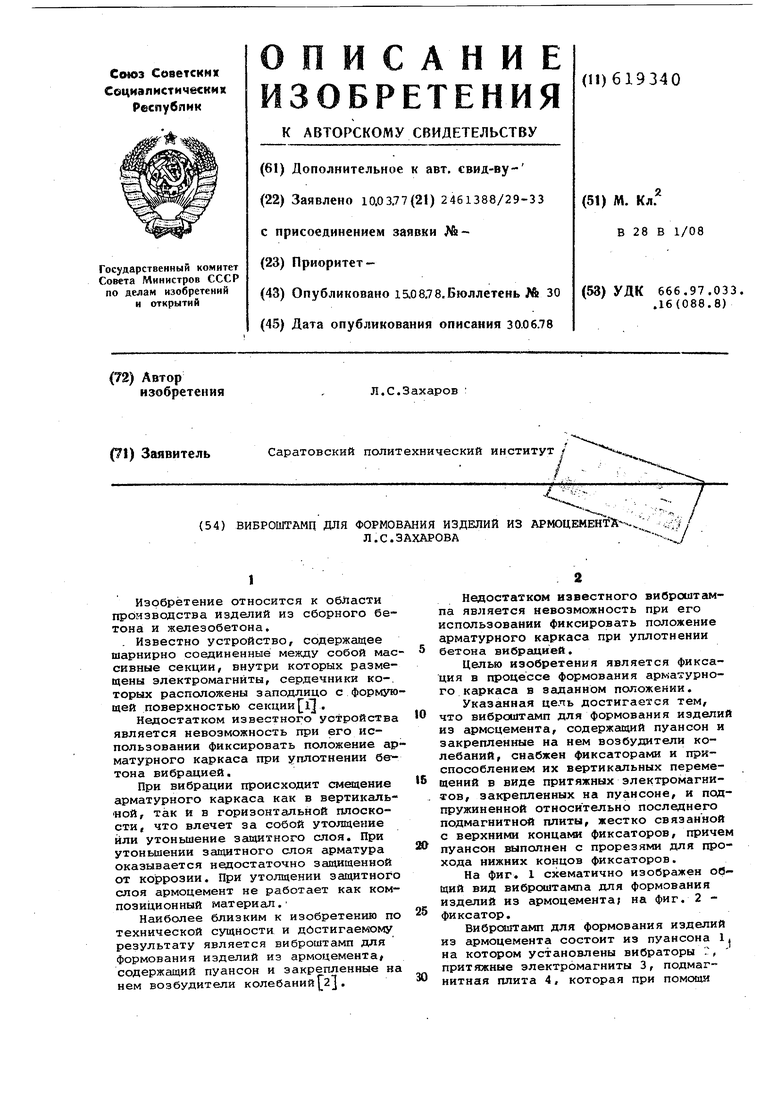
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоских армоце-МЕНТНыХ издЕлий | 1975 |
|
SU833447A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления строительных изделий | 1979 |
|
SU856798A1 |
| Устройство для фиксации арматурных каркасов | 1977 |
|
SU700619A1 |
| Фиксатор защитного слоя бетона для арматуры | 1980 |
|
SU958617A1 |
| Устройство для крепления формы | 1981 |
|
SU967835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО БЕТОННОГО БЛОКА | 2023 |
|
RU2829955C1 |
| Установка для формования полых изделий из бетонных смесей | 1985 |
|
SU1329984A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Способ изготовления объемных блоков | 1975 |
|
SU659385A1 |
