образованием формовочных полостей и зазоров, армирование и заполнение бетонной смесыю полостей и зазоров, термообработку отформованного блока, заполнение бетонной смесью формовочной полости поддона производят до сборки с ним наружной опалубки и сердечника и до армирования этой полости, после чего производят армирование этой полости погружением в бетопную смесь армат1урного каркаса путем его вибрации, затем собирают нарул ную опалубку с сердечником и заполняют зазоры предварительно нагретой бетонной смесью при одновременном нагревании сердечника, термоизолируют верхнюю часть отформованного блока и ведут его термообработку |до достижения бетоном прочности, равной 40-50% от проектной, после чего сердечники ускоренно охлаждают и выводят из отформованного блока. Предварительное нагревание бетонной смеси производят до температуры от 70 до 90° С, а нагревание и охлаждение сердечника производят со скоростью 40-80° С в час.
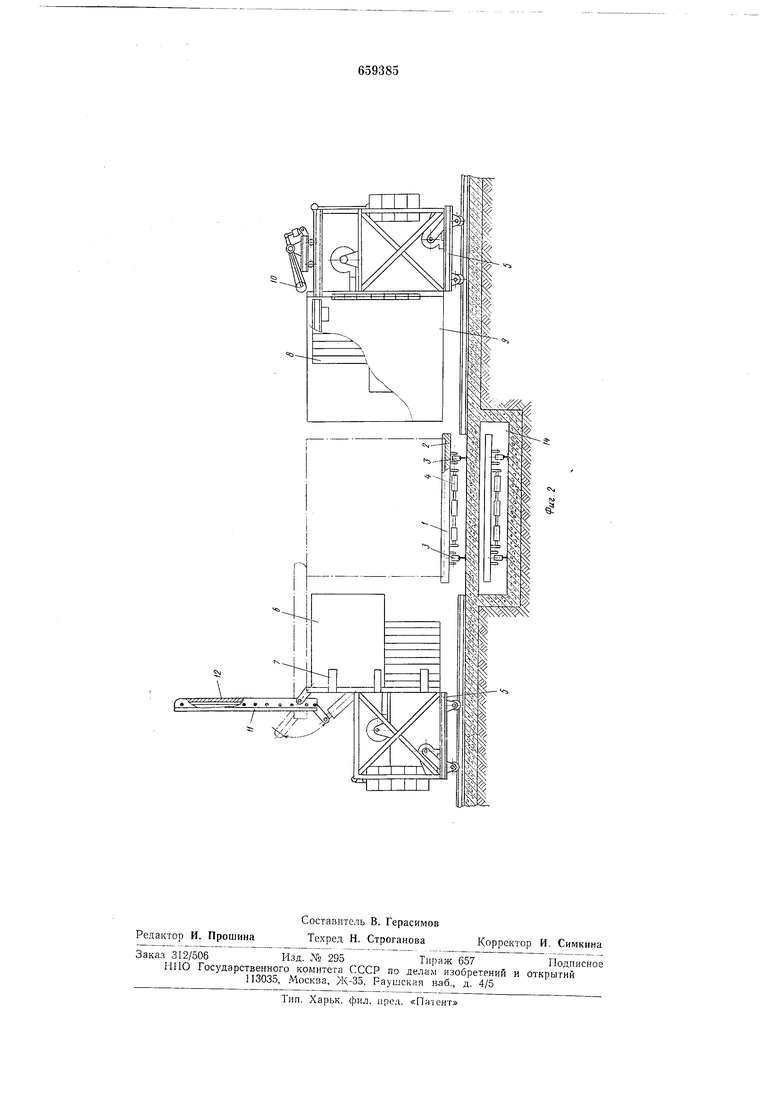
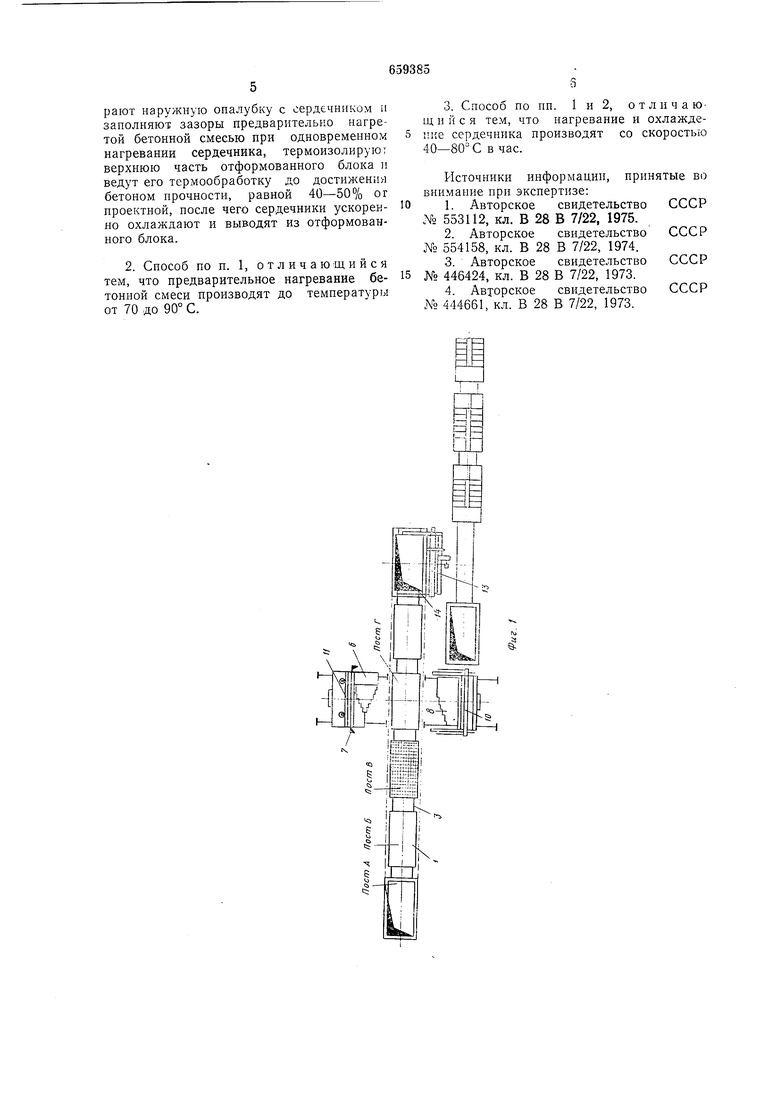
На фиг. I показана схема технологической линии для изготовления объемных блоков по данному способу; на фиг. 2 - общий вид оборудования, установленного на посту формования.
Изготовление объемных лестничных блоков по данному способу осуществляют в следующей последовательности.
На посту «А технологической линии поддон-телел ку / с формой 2 для формования одной из боковых стенок объемного блока устанавливают на рельсы 3 и осуществляют подготовку и чистку формы 2. Затем поддон-тележку / перемещают на пост «Б и осуществляют смазку формы 2 с попомощью механизма, с распылительной головкой (не показан).
После этого поддон-тележку перемещают на пост «В, где форму 2 заполняют бетонной смесью на толщину, соответствующую толщине боковой стенки блока, и с помощью вибраторов 4 одновременно с уплотнением бетонной смеси погружают в последнюю пространственный арматурный каркас, обеспечив требуемый защитный слой бетона. Затем поддон-тележку / с отформованной стенкой блока перемещают на пост «Г, который оснащен установкой, обеспечивающей возможность изготовления площадок, ступеней и остальных стенок блока. На этом, посту горизонтально расположенные на одной оси тележки 5 перемещают навстречу один к другому установленные на них секции 6 сердечника с кронщтейнами-фиксаторами 7 и секции 8 сердечника с бортами 9 наружной опалубки. При упоре торцовых частей тележек 5 с боковыми частями поддона-тележки / создается между секциями 5 и 9 сердечника зазор, соответствующий положению лестничных площадок и маршей в из -отовленном объемном блоке. После этого осуществляют установку закладных деталей и фиксацию пространственного арматурного каркаса на поддон-тележке / з
соответствии с проектом объемного блока. В зазоры подготовленной формы на посту «Г производят заполнение бетонной смеси, которую предварительно нагревают до температуры от 70 до 90° С и уплотняют
ее известными способами. При этом одновременно нагревают сердечник со скоростью 40-80° в час, осуществляя тем самым предварительную термообработку бетона. Сердечник выполнен из материала с коэффициентом линейного расщирения больщим, чем у бетонной смеси, за счет чего осуществляется уплотнение смеси (прессование) с удалением излишнего количества влаги и воздущных пузырьков,
чем повыщают качество поверхностей изделия. После заполнения смесью формы на толщину верхней стенки блока с помощью устройства 10, закрепленного над секцией 8 сердечника, осуществляют механизированную затирку стенки, после чего эту стенку закрывают уплотняющим теплоизолирующим дитом 11, укрепленным на секции 6 сердечника и имеющим оболочку 12, заполненную воздухом. Затем отформованный блок дополнительно прогревают до достижения бетонной смесью самонесущей прочности, равной 40-50% от проектной, и осуществляют ускоренное охлаждение сердечника со скоростью 40-80° С в час.
После охлаждения сердечника его секции отводят от блока в исходное положение, а поддон-тележку / с объемным блоком перемещают к кантователю 13, с помощью которого отформованный блок поворачивают на 90° в вертикальное (рабочее) положение и передают его на дальнейщую отделку, а поддон-тележку / через туннель 14 Б фундаменте возвращают в исходное положение на пост «А.
Формула изобретения
1. Способ изготовления объемных блоков, включающий сборку между собой наружной опалубки, поддона и сердечника с образованием формовочных полостей и зазоров, армирование и занолнение бетонной смесью полостей и зазоров, термообработку отформованного блока, отличающ и и с я тем, что, с целью снижения трудоемкости процесса изготовления изделий типа лестничных блоков и повышения их качества, заполнение бетонной смесью формовочной полости
поддона производят до сборки с ним наружной опалубки и сердечника и до армирования этой полости, после чего производят армирование этой полости погружением в бетонную смесь арматурного
каркаса путем его вибрации, затем собирают наружную опалубку с сердечником и заполняют зазоры предварительно нагретой бетонной смесью при одновременном нагревании сердечника, термоизолируют верхнюю часть отформованного блока и ведут его термообработку до достижения бетоном прочности, равной 40-50% о г проектной, после чего сердечники ускоренно охлаждают и выводят из отформованного блока.
2. Способ по п. 1, отличающийся тем, что предварительное нагревание бетонной смеси производят до температуры от 70 до 90° С.
3. Способ по пп. 1 и 2, отличающ и и с я тем, что нагревание и охлажде ие сердечника производят со скоростью 40-80 С в час.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 553112, кл. В 28 В 7/22, 1975.
2.Авторское свидетельство СССР № 554158, кл. В 28 В 7/22, 1974.
3.Авторское свидетельство СССР № 446424, кл. В 28 В 7/22, 1973.
4.AejopcKoe свидетельство СССР 444661, кл. В 28 В 7/22, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Установка для формования объемныхэлЕМЕНТОВ | 1979 |
|
SU837877A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Форма для изготовления объемных коробчатых изделий из бетонных смесей | 1976 |
|
SU1028507A1 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Карусельно-конвейерная установка для изготовления объемных элементов | 1977 |
|
SU716824A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |