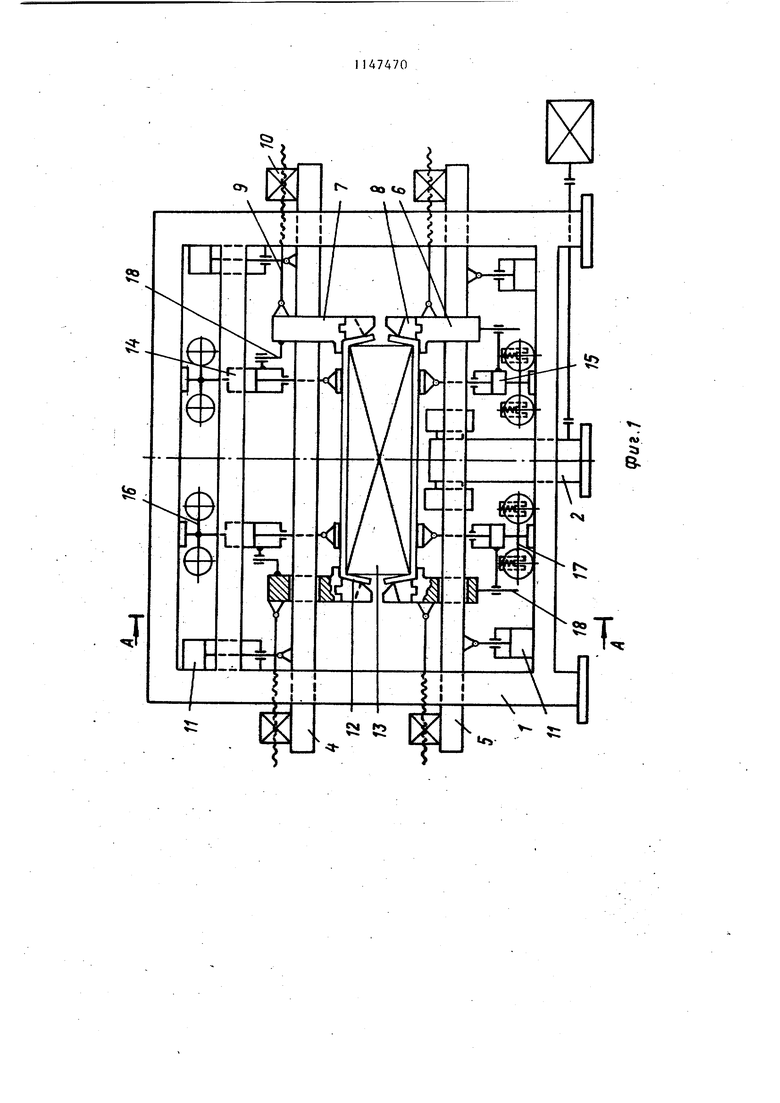
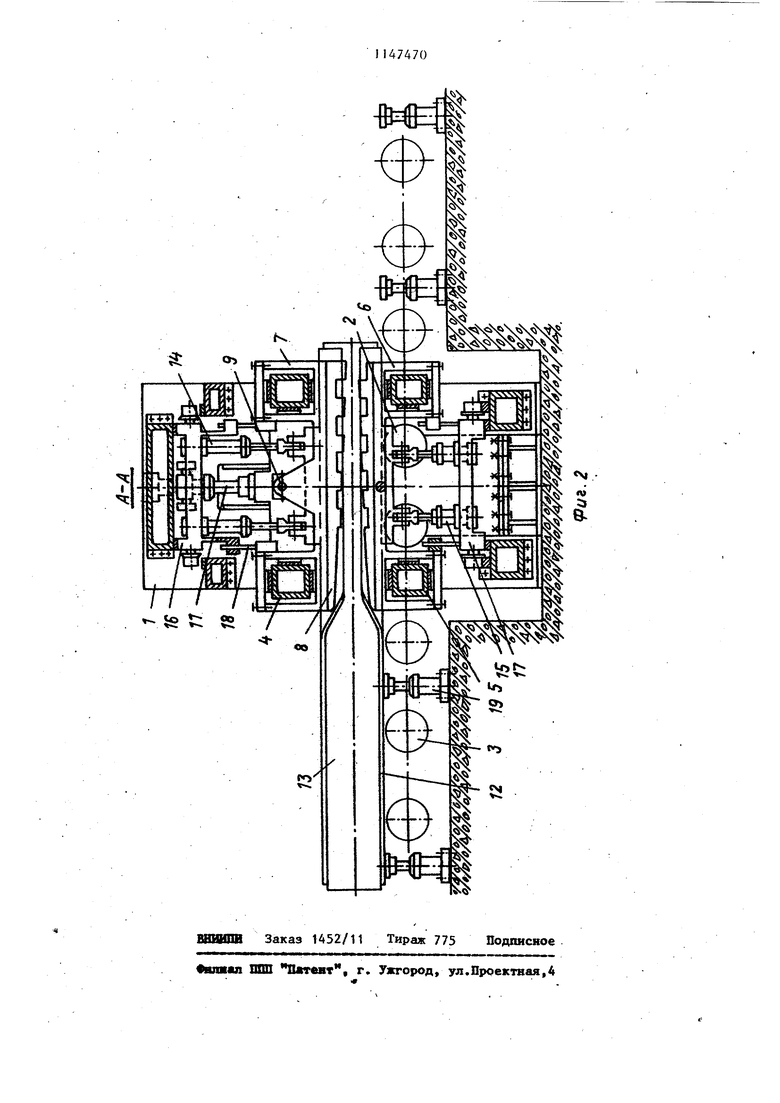
Изобретение относится к обработКб металлов давлением и может быть использовано в прокатных цехах металлургических заводов для гибки алюминиевых планшет на боковых поверхностях легированных алюминиевых слябов при производстве полосового проката. Известно плакирование слябов из прочных легированных алюминиевых сплавов в современных цехах, которо (производят на поточной линии плаки ровки слябов. Комплект оборудования установленного на одной из таких ли ний, включает подающий рольганг, :моечно-сушш1ьный агрегат, средства для очистки слябов, укладчики план,шет, кантующие устройства для раз; ворота сляба на 180, второй укладчик планшет и планшетогибщик с двум парами профилированных роликов для предварительной и окончательной гибки планшет Ct j. Однако при гибке планшет методом обкатывания за счет неравномерной вытяжки наружных и внутренних слое металла в процессе деформации планшеты по длине имеют тенденцию к потере плоскостности, приобретая форму дуги. При этом передний и задний концы верхних планшет отстают от поверхности слябов, и если при малы длинах планшет величина стрелы прогиба сравнительно небольшая и завы;шение переднего и заднего концов планшеты относительно сляба не создает особых помех при задаче слябов в печь и в рабочие валки клети, то :с увеличением длинЬ слябов и планше величина прогиба резко возрастает. Так, например, при длине планшеты в 5 м, прогиб, а следовательно, и завьш1ение концов планшеты относител но поверхности сляба достигает величины порядка 100-150 мм в зависимости от толщины планшеты. Это явле ние затрудняет, а при больших величинах прогиба делает невозможным как задачу сляба в печь, так и захват сляба с планшетами рабочими вал ками клети при первом пропуске. В результате приходится затрачивать время и дополнительные трудозатраты на,выравнивание планшет с помощью . подручных средств (груза, мостового :крана и т.п.), при задаче слябов в .валки планшеты с отогнутыми концами ;,сдвигаются и на полосе после прокат ки остаются значительные участки неплакированные алюминием, получается расслоение слябов, образуются трещины и разрывы на боковых гранях, что снижает выход годного, Таким образом, основными недостатками известной конструкции является невозможность гибки планшет большой длины и массы слябов и низкое качество гибки планшет. При захвате роликами планшетогибщика часто наблЪдается смещение планшеты относительно сляба как в продольном, так и в поперечном направлениях, что также приводит к не;1лакированию отдельных участков полосы. Реборды роликов при деформации планшет, особенно именяцих большой напуск и толщину, оставляют на их . поверхности глубокие надрезы, что также ухудшает качество плакирования. Устройство металлоемко, громоздко, сложно по конструкции и обслуживанию, привод гибочных роликов, даже для гибки небольших толщин, имеет большую установочную мощность, занимает большую производственную площадь. В виду сложности конструкции устройство трудоемко в изготовлении, обладает недостаточной надежностью в работе, трудоемкой ремонто.способностью. Наиболее близким к изобретению по технической сущности и достигаемому результату является планшетогибщик, содержащий станину, направляющие, две пары кассет, в которых смонтированы по три гибочных ролика. Верхние и нижние кассеты с роликами, перемещаясь посредством меха-, низмов установки в горизонтальной плоскости по направляющим, устанавливаются в соответствии с заданной шириной слябов. Направляющие нижних кассет смонтированы на станине планшетогибщика стационарно, а направляющие верхних кассет имеют возможность перемещаться в окнах станин в вертикальной плоскости посредством нажимного механизма на заданный раствор, соответствзтовщй сумме толщин сляба и двух планшет. Гибочщде ролики приводятся во вращение универсальными шпинделями с телескопически ш муфтами через силовой редуктор от электродвигателя, . Гибка планшет производится следующим образом . Передние пары роликов по ходу металла, имеющие гладкую бочку без реборд, задают сляб совместно с планшетами в последующие пары роликов, имеющих реборды с учетом HdKлона к образующей бочки роликов сои 85 Входя во ответственно взаимодействие с планшетами, реборды первькпар роликов предварительно сгибают планшеты на 40 , а второй - на 85, осуществляя окончательную гибку планшет, после чего слябы с планшетами траниспортируютс к нагревательным печам L2J. Данный планшетогибщик может производить гибку планшет только толщиной до 15 мм и длиной до 2500 мм на слябах толщиной 200-250 мм. Цель изобретения - повьш1ение качества и расширение технологических возможностей. ; Для достижения цели устройство для гибки планшет на боковых гранях сляба, содержащее размещенные на станине подвижные в вертикальном направлении гибочные узлы с привода |МИ и рольганг, снабжено подвижными в вертикальном направлении траверсами и прижимами, гибочные узлы выполнены в виде двух пар ползунов, смонтированных попарно на подвгасны траверсах и несущих гибочные колодки со скосами, а прижимы выполнены в виде устанЪвленных на каретке силовых цилиндров, кинематически связанных с ползунами с возможност совместного перемещения в горизонтальной плоскости и независимого в вертикальной, при этом на одной паре гибочных колодок, расположенн на общей траверсе, вьшолнены высту пы, а на другой - соответствующие им впадины. Устройство снабжено механизмами подъема сляба в виде силовых цилинд ров, установленных между роликами рольганга. На фиг. 1 изображена кинематиче кая схема устройства на фиг. 2 :разрез А-А на фиг. 1. Устройство для гибки планшет на боковьк поверхностях сляба содержи размещенную на непрдвижном основании станину 1 типаи разме щенные на том же основании рольган .ги 2 и 3. 0 4 В станине 1 расположены верхние 4 и нижние 5 нажимные траверсы, на которых встречно попарно смонтированы гибочные узлы. Гибочные узлы выполнены в виде ползунов 6 и 7, на которых закреплены профилированные колодки 8 с гранями, адекватными боковьм поверхностям сляба. Ползуны 6н 7 вместе с колодками 8 могут совершать возвратно-поступательное движение в горизонтальной плоскости вдоль направляющих нажимных траверс 4 и 5. Перемещение, т.е.установка ; ползунов 6 и 7 на заданную ширину сляба и фиксация их в данном положении, производится с помощью ходовых винтов 9, шарнирно связанных с ползунами 6 и 7 и приводимьми в движение индивидуальными приводами настройки 10,.установленными на концах нажимных траверс 4 и 5, Нажимные траверсы 4 и 5 шарнир-i но связаны со штоками гидроцилиндров 11, установленных по внутренним углам станины 1, и вместе с установ-fленными на них гибочными средствами могут сводиться во время гибки и . разводиться по окончании гибки. Для прижатия планшет 12 к слябу 13 и фиксации сляба с планшетами от смещения при плакировании устройство снабжено механизмами прижима планшет, выполненными в виде гидроцилиндров 14 и 15, смонтированных , на каретках 16 и 17. Каретки установ лены встречно попарно на верхней и нижней балках станины 1 и имеют возможность возвратно-поступательного движения в горизонтальной плоскости вместе с ползунами 6 и 7 с юмощыо кинематической связи, выполненной в ниже штырей 18, входящих в отверсттин на каретках 16 и 17 и жестко связанных с ползунами 6 и 7. Для поднятия сляба с планшетами над уровнем рольганга перед плакированием между рсшиками рольганга установлены гидроцилиндры 19 подъема сляба с шагом, кратным минимальной длине сляба. Устройство работает следукяцим образом.... Перед подачей сляба 13 с пйанйе|тами 12 в зону гибки планшеты, в случае изменения ширины поступающих 1слябов, производится настройка, устройства на данную ширину. Настройка производится с помощью реверсивных приводов настройки 10, которые, перемещая ходовые винты 9, сводят при подаче узкого сляба или разводят при подаче широкого сляба ползуны 6 и 7, шарнирно связанные с ходовыми винтами. Величина раствора между боковыми гранями колодок 8 выставляется равной толщине поступающего сля ба 13 плюс две толщины планшет 12 и плюс технологический зазор. Вместе с ползунами 6 и 7 с помощью штырей 18, свободно входящих в отверстия на каретках 16 и 17, перемещаются каретки 16 и 17 с установленными на них гидроцилиндрами прижима 14 и 15 После настройки устройства сляб 13 вместе с планшетами 12 по транспортировочным рольгангам 2 и 3 подается в зону работы ползунов 6 и 7. Далее гидроцилиндрами подъема 19 и гидроцилиндрами нижних прижимов 15 сляб вместе с планшетами поднима ется над уровнем роликов рольгангов 2 и 3. Когда сляб поднят и лежи- на опорных плоскостях цилиндров 19 и на плоскостях нижних прижимных гидроцилиндров 13, выдвигаются штоки гидрощшиндров 14 верхнихПрижимов, которые окончательно и зажимают сля вместе с планшетами между верхними и нижними прижимами. Таким образом, планшеты 12 плотно прижаты к слябу 13 и сляб с планшетами прочно зафиксирован.по продольной оси устройства.. После этого начинают выдвигаться штоки силовых гидроцилиндров 11, которые перемещают навстречу друг другу нажимные траверсы 4 и 5 вдоль направляющих станины 1. Вместе с . .нажимными траверсами 4 и 5 перемещаются ползуны 6 и 7 с закреплеяными на ник колодками 8, при этом каретки 16 и 17 остаются «а месте, а штыри 18 свободно скользят в нап;рачляющих кареток 16 и 17. Колодки ;8, двигаясь навстречу друг другу вместе с ползунами 6 и 7, входят в контакт с краями планшет 12 и дефор мируя их, плавно прижимают к боковь поверхностям сляба 13. При гибе пла шет на тонком слябе выступы верхних , брусьев заходят во впадины нижних и наоборот. По окончании гибки силовыми гидроцилиндрами 11 нажимные траверсы 5 и 4 отводятся в, исходное положение. Далее гидроцилиндры 14 возвращают в исходное положение верхние прижимы. После этого сляб 13 с планшетами 12 плавно опускается на ролики рольгангов 2 и 3. Включаются привода транспортных рольгангов 2 и 3 и сляб вместе с загнутыми планшетами передается далее по технологической линии в случае короткого сляба, а в случае Длинного сляба перемещается на шаг, равный длине гибочных колодок 8. Далее аналогично .происходит загибание оставшейся части планшет. Предлагаемое устройство для гибки планшет на боковых гранях слябов обладает существенными преимуществами по сравнению с известньм, дает значительный экономический эффект в народном хозяйстве. Устройство может осуществлять качественную гибку планшет больших толщин(ЗО мм и бoлeei длина и масса которых возможностями устройства не ограничивается. Качество гибки планшет повьшгается за счет того, что исключается потеря их плоскостности в результате принципиального изменения способа гибки планшет и смещение планшет относительно сляба за счет применения прижимовJ достигается возможность обеспечения загиба планшет практически, на 90° без повреждения их поверхности. В результате обеспечивается также высокое качество плакирования полосы в процессе прокатки, повьш1ается выход годного, не сдерживается рост производительности стана. За счет применения сравйительно простой схемы планшетогибщика и замены сложных в изготовлении и обслу кивании нажимного, механизма, разда-ц точных коробок кассет с роликамиj шпиндельного устройства, редуктора на гидропривод значительно упрости ° конструкция, снизилась трудоемкость изготовления, метаплоем«ость и энергоемкость устройства, повысилась ремонтопригодность и надежность в работе. t E-{: QO to Jii g
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ПЛАНШЕТ | 1989 |
|
RU1672663C |
| Планшетогибщик | 1991 |
|
SU1807905A3 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Машина для гибки труб | 1973 |
|
SU904839A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
1. УСТРОЙСТВО ДЛЯ ГИБКИ ПЛАНШЕТ на боковых гранях сляба, содержащее размещенные на станине подвижные в вертикальном направлении гибочные узлы с приводами и роль- ; Ганг, отличающееся TeM,i что, с целью повышения качества гибки и расширения технологических ;возможностей, оно снабжено подвижными в вертикальном направлении траверсами и прижимами, гибочные уз;лы выполнены в виде двзпс пар ползунов, смонтированных попарно на подвижных траверсах и несущих гибочные колодки со скосами, прижимы выполнены в виде установленных на :каретке силовьк цилиндров, кинемати чески связанных с ползунами с воз;можностью совместного перемещения в горизонтальной плоскости и незави,симого - в вертикальной, при этом :на одной паре гибочных колодок, расположённых на общей траверсе, |вьтолнены выступы, а на другой (Л соответствующие им впадины. ; 2. Устройство по п. 1, отли1ч а ю щ е е с я тем что лно снабжено механизмами подъема сляба в виде силовых цилиндров, установлён:ных между роликами рольганга. М и vj
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Калпашников А.И | |||
| Прокатка | |||
| :листов из легких сплавов | |||
| М., Металлургия, 1979, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для гибки планшет | 1960 |
|
SU135066A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| j(прототип). | |||
