(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ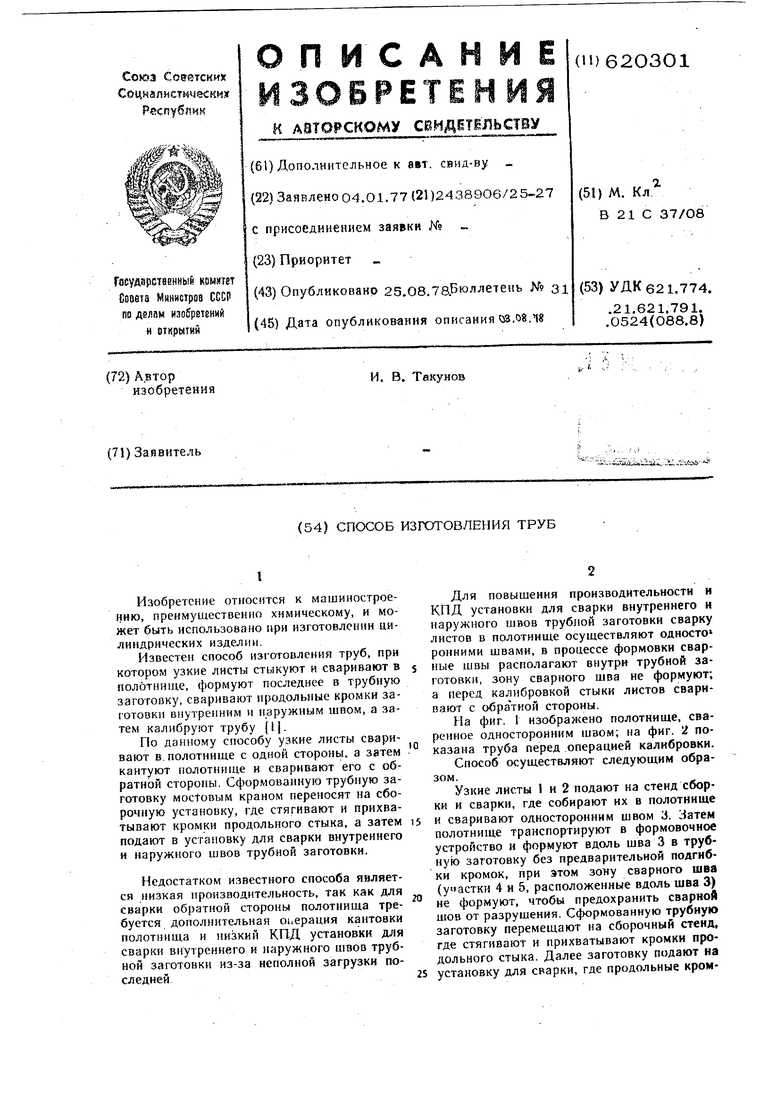
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2308338C1 |
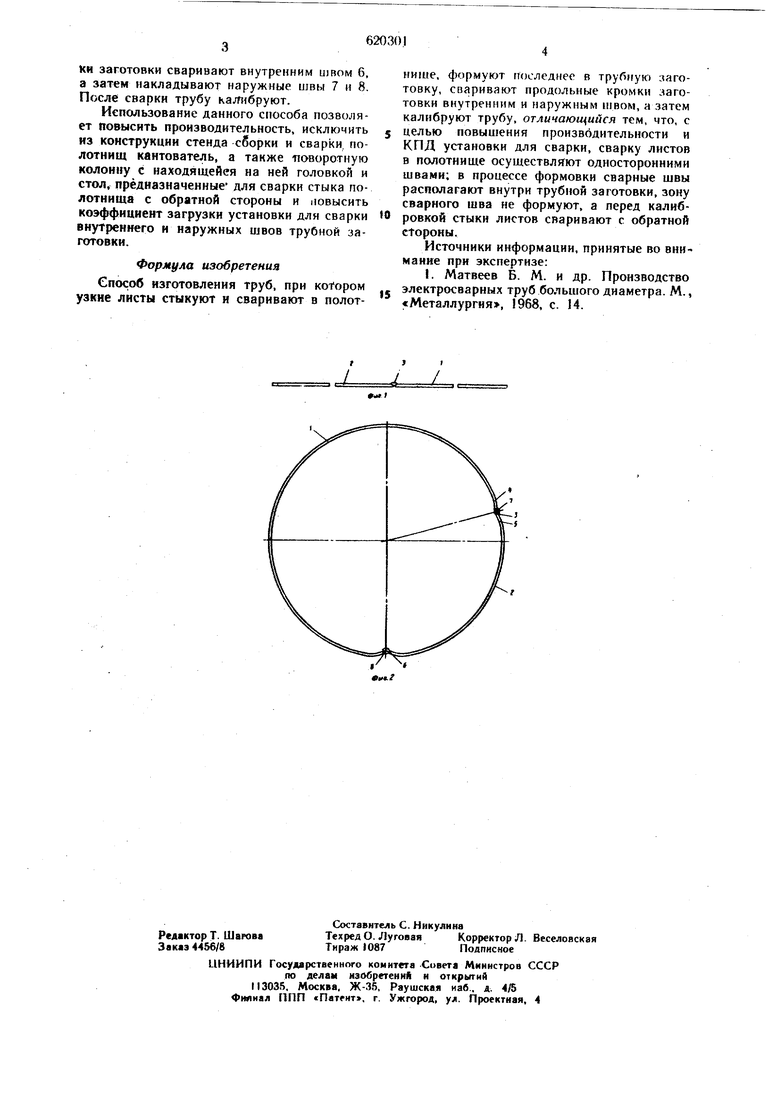
Изобретение относится к машиностроению, преимущественно химическому, и может быть использовано при изготовлении цилиидрических изделии. Известеи способ изготовления труб, при котором узкие листы стыкуют и сваривают в полотнище, формуют последнее в трубиую заготовку, сваривают продольные кромки заГОТООК1 внутренним и наружным швом, а затем калибруют трубу (i|. По данному способу узкие листы сваривают в. полотиище с одной стороны, а затем каитуют полотнище и сваривают его с обратной стороны. Сформованную трубиую заготовку мосТовым краиом переносят на сборочную установку, где стягивают н прихватывают кромки продольного стыка, а затем подают в установку для сварки виутреинего и наружного щвов трубной заготовки. Недостатком известного способа является низкая производительность, так как .для сварки обратной стороны полотнища требуется дополнительная О11ерация каитовки полотнища и низкий КПД установки для сварки внутрениего и наружного швов трубной заготовки из-за неполной загрузки последнейДля повыщения производительности и КПД установки для сварки внутреннего и наружного швов трублой заготовки сварку листов в полотнище осуществляют односто ронними швами, в процессе формовки сварные швы располагают внутри трубной заготовки, зону сварного шва ие формуют; а перед калибровкой стыки листов сваривают с обраЧной стороны. На фиг. 1 изображено полотнище, сваренное односторониим швом; на фиг. 2 показана труба перед операцией калибровки. Способ осуществляют следующим образом. Узкие листы 1 и 2 подают на стенд сборки и сварки, где собирают их в полотнище и сваривают одиостороииим швом 3. Затем полотнище транспортируют в формовочное устройство и формуют вдоль шва 3 в трубиую заготовку без предварительной подгибки кромок, при этом зону сварного шва (участки 4 и 5, расположенные вдоль шва 3) ие формуют, чтобы предохранить сварной шов от разрушения. Сформованную трубиую заготовку перемещают на сборочный стенд, где стягивают и прихватывают кромки продольного стыка. Далее заготовку подают на установку для сварки, где продольные кромКи заготовки сваривают внутренним швом 6, а затем накладывают наружные швы 7 н 8. После сварки трубу калибруют.
Использование данного способа позволяет повысить производительность, исключить на конструкции стенда сборки и сварки, полотнищ кантователь, а также поворотную колонну с находящейся на ней головкой и стол, предназначенные для сварки стыка полотнища с обратной стороны и повысить коэффициент загрузкн установки для сварки внутреннего и наружных швов трубной заготовки.
Формула изобретения
Способ нзготовлення труб, при когором узкие листы стыкуют и сварнвают в полотнище, формуют гГ()с.педнее в труЛиую заготовку, спаривают продольные кромки заготовки внутренним и наружным швом, а затем калибруют трубу, отличающийся тем, что, с
целью повышения производительности и КПД установки для сварки, сварку листов в полотнище осуществляют односторонними швами; в процессе формовки сварные щвы располагают внутри трубной заготовки, зону сварного шва не формуют, а перед калнбровной стыки листов сваривают с обратной ctopoны.
Источники информации, принятые во внимание при экспертизе:
I. Матвеев Б. М. и др. Производство
лектросварных труб большого днаметра. М., «Металлургия, 1968, с. J4.
7/
