Изобретение огносится к обработке мегаппоБ давлением, в частности к способам производства гофрированных писгов и попос.
Известен способ изготовления пистов. и профилей, которым придают повышенную жесткость путем выдавливания гофров l.
Недостатком этого способа является низкая производитепьность п-роцвсса вспед ствие его прерывности (выдавливание производят на неподвижном листе).
Известен способ.гибки изделий с гофрами жесткости, характеризуюишйся тем, чго выдавливание грофов производят не прерывно при за катых кромках заготовки одновременно с подгибкой плоских элементов r2j.
Недостатком данного способа является то, что при изготовлении широких гоф рированных листов не устраняются дефекты объемного характера, а также .скручивание и местное вспучивание.
Цепью изобретения является повышение качества изделий за счет устранения де-
фекТов объемного характера типа скручивания -и местного вспучивания,
С этой цепью при выдавливании гофров осуществляют растяжение заготовки в двух взаимнОПерпендикулярных направлениях.
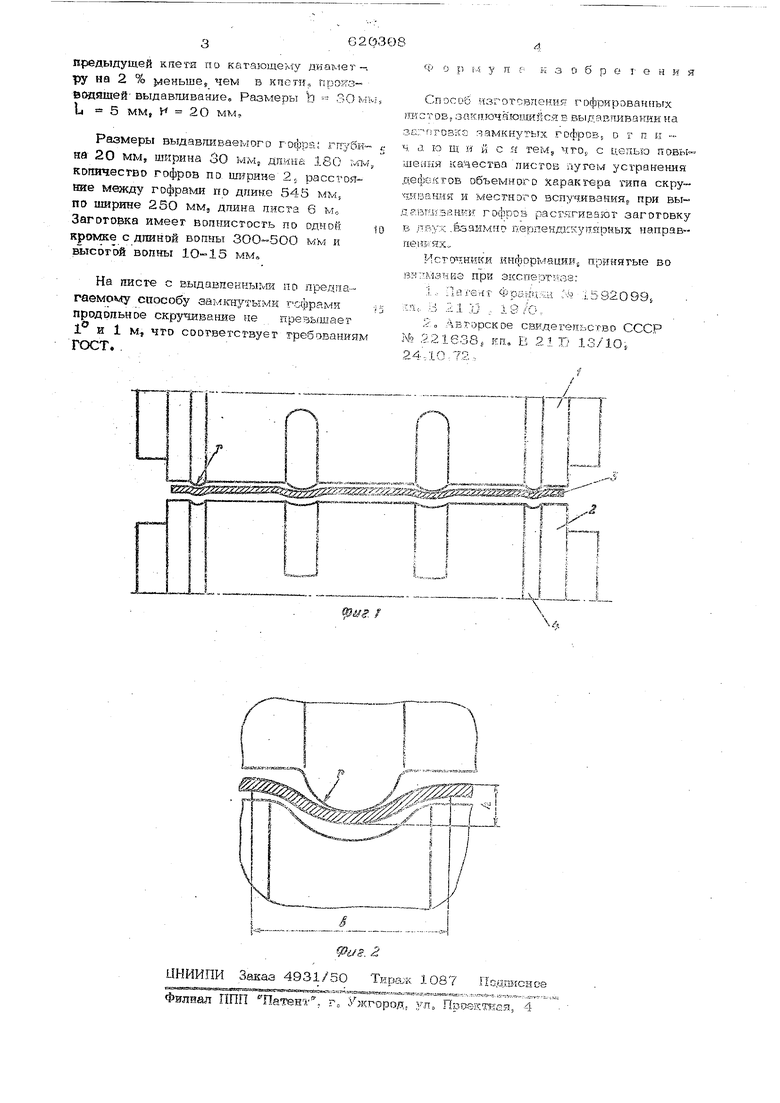
На фиг. 1 изображены-рабочие вапки кпети, производящей выдавливание замкнутых гофров; на фиг, 2 - элемент, форму юпщ и гофр.
Рабочие вапки 1 и 2 производят выдаливание гофров на заготовке 3 при поперечном растяжении ее элементами вапка 4, имеющими радиус закруглершй t.
Дпя создания продольного растяжения окружную скорость валков предыдущей клети по катающему диаметру принимают меньшей, чем в клети, производящей вы- давгшвание.
Пример. Выдавливание замкнутых гофров производят на про4ипегибочном стане 2-8х1ОО-6ОО на заготовке марки стапи Зкп толщиной 3 мм и шириной 523 мм, Дпя создания продольного растяжения окружная скорость валков иредыдущей кпеги по катающему акаыег ру на 2 % леньше, чем Б кпеги, производящейвыдавгшвааие Размеры b ЗО L 5 мм, И 2О мм, Размеры выдавливаемого гофра; гпуб на 20 мм, ширина 30 мм, дпина 180 M копичесгво гофров по 2;, рассгоякие между гофрами по длине 545 мм, по ширине 250 мм, длина листа 6 Мс, Заготовка ймеег вопнистосгь по одной кротлке с дпиной вопны ЗОО-5ОО мм и Ызтсогой вопны 10-15 мм На иисге с выдавпенкьп.ш по продпагаемому способу аамкяутыми гсфрами продольное скручивание не превышает 1 и 1 м чго соотвегсгвуег требования ТОСТ. Р е т- е н и я Способ язготсвпения гофрированных m-(CTOBs зак1Тючаю Дййся Б выдавплвакии на зсгггговяЕ яамкнугых гофров5 о г п к ч д ю щ И и с я retvij чго,;, с цеяьга новы ше1пш качества листов гг/гем устранения дефектов объемного характера типа скручивания и местного зспуч.ивания,; при выдг.вги эянки гофров растягивают заготовку в явух .ззаимно перпендикуггяркых направпенрях,. Источники .информации принятые во вн;тМачиз при экспертизе: J.. Л а ге и т Ф ра ни яи : 15 92 О 9 9 . .0 21 и , 19 /О. Лвгорское свкдегельсгво СССР 221638 1Ш. В 21 Б 13/1О 24,1(3:72,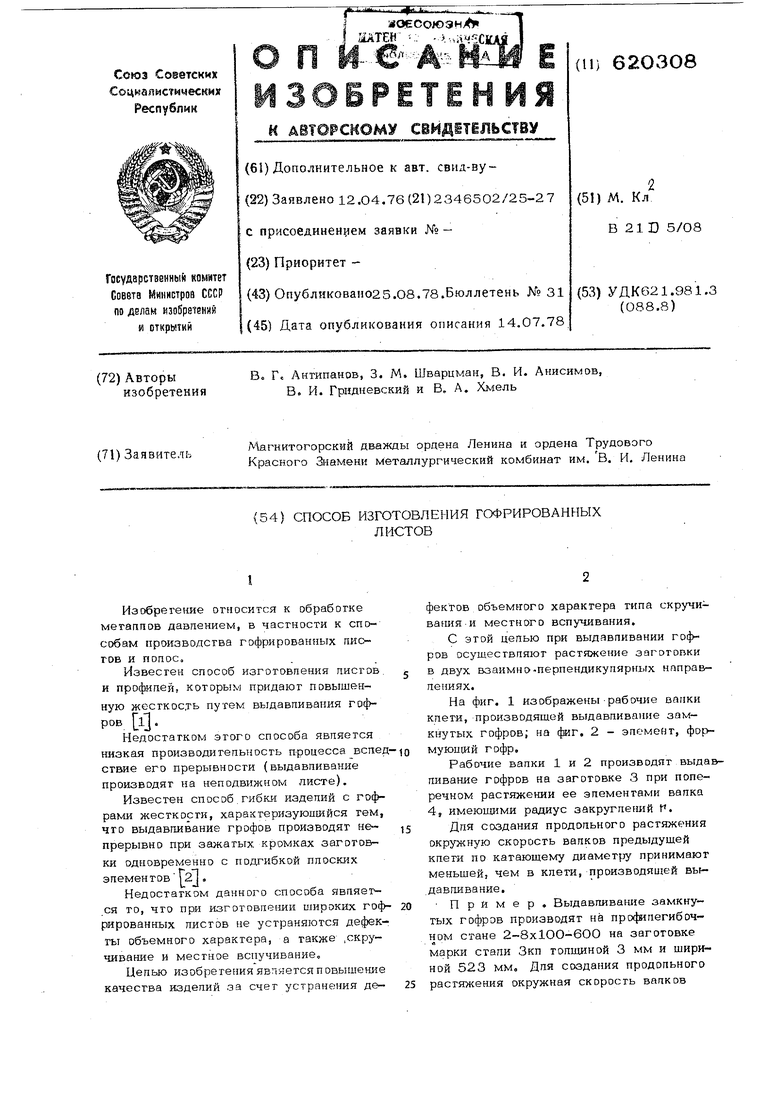
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства листов с периоди-чЕСКиМи гОфРАМи | 1977 |
|
SU795682A1 |
| Устройство для изготовления сложных профилированных листовых деталей | 1990 |
|
SU1793984A3 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1269878A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2004 |
|
RU2281177C1 |
| ТЯНУЩЕЕ УСТРОЙСТВО ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254953C1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Способ формовки профилей высокой жесткости | 1982 |
|
SU1063503A1 |
