(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления деталей типа стаканов | 1977 |
|
SU660753A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Штамп совмещенного действия | 1981 |
|
SU1123770A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| РЕГУЛИРУЕМЫЙ ПРИЖИМ К ПРЕССУ ПРОСТОГО ДЕЙСТВИЯ | 1992 |
|
RU2025279C1 |
| Выталкивающее устройство к штампу | 1989 |
|
SU1794576A2 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
Изобретение относигея к обработке мегаппов даБ1ением.
По авг. св. N° 42570i известно уст ройсгво дпя изгоговпения деталей типа стакана вытяжкой с утонением, содержащее мат(жцу, пуансон и распопоженную на нем в осевом направлении втулку, образующую с матрицей деформирующее очко.
Однако с помощью такогоустройства нельзя получать детали с профильной наружной и внутренней поверхностями. Для получения профильной внутренней и наружной поверхности приходится прибегать к механической обработке, что снижает коэффициент использования металла и увеличивает трудоемкость изготовления изделий.
Для получения деталей с профилированной наружной и внутренней поверхностями Т1редлагаемое устройство снабжено клиновой парой, один кгшновой элемент которой закреплен на нерабочем торце втулки, а другой клиновой элемент свободно установлен на матрице, а также
узлом перемей1ения клиновой пары, выполненным в виде приводной копирной ппанки.
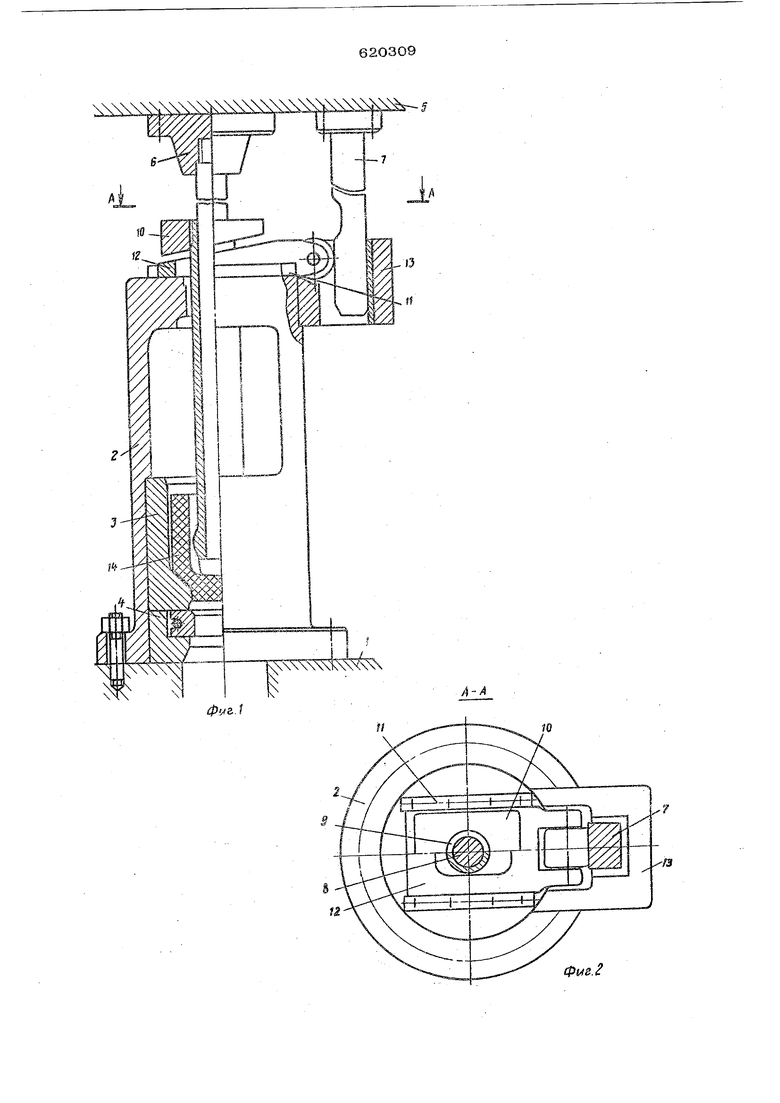
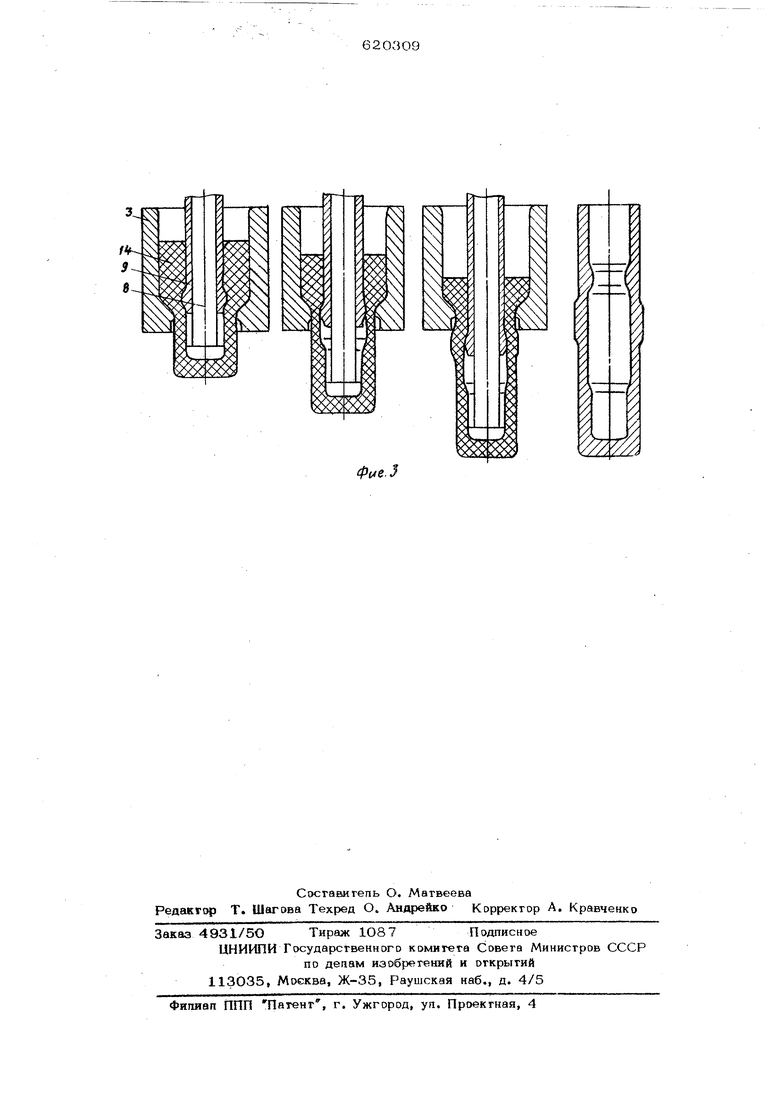
На фиг. 1 изображено предлагаемое 5 устройство, общий ВИД} на фиг. 2 показан разрез А-А на фиг. Ij на 4иг. 3 дана схема работы устройства и последовательность перемещения втулки в процессе вытяжки изделия. 0На столе 1 пресса закреплен корпус
2 устройства, в нижней части которого установлена матрица 3 и подпружиненный съемник 4. На подвижной части пресса
5закреплен пуансонодержатель 6 и ко5 пирная планка 7 с профилированной рабочей поверхностью. В пуансонодержателе .
6смонтирован пуансон 8. На пуансон 8 надета ; тулка 9, направленная по верхней части корпуса 2.
0 К втулке 9 прикреплен клин 10. На верхнем торце корпуса 2 в направляющих 11 перемешается клин 12, своим концом опирающийся на про4илированную рабочую поверхность копирной ппанки 7.
5 Копирная планка 7 направляв-тся по крояштвйну 13, прикреппенно члу к кор су 2, Заготовка 14 перед началом деформирования находится .в мегрице 3, В исходном пои ожэш-ш втуика 9 н пу-ансон 8 нажодйгся в верхнем попеже-гши, образуя между верхетгм гордом ыаурицы 3 н НИЗКШ1М уорцом пуансона аазор ше высогы aaroropjfjj 14 Работа устройства осущесгвпяегся спедуюшззм об раз ом а . В матрицу 3 через окно в корпусе 2 аакпадывается заготовка .14, Псдвкжная часгь пресса 5 5 опускает пуансон 8s втупку 9 и копирную ппанку 7, сане шаегся ход прибпиженйя. При этом пуансон 8 и вгупка 9 попадают внутрь -загт..товки 14 до упора в ее дно, а копирная ппанка 7-внаправпя ощие кронштеГгне 13и в контакт с к пин ом 12 Вгупка 9 перемешается совместно с пуансоном 8 пока кдин 10 не опусшася на кпин 12, В этом 9 сютанавплваегся, а деформация заготовки 14ос щесгБПяегся;путем ее протягивани пуансоном 8 через зазор, образованный матрицей 3 и в гулкой 9, кагтлбруя ,прй этом стенку стакана опредепенной тогади tibi. При этом зазор между заготовкой 14, матрицей 3 и втупкой 9 гшквидируется, В опредепенный момент впадина копирной ппанки 7 подходит к кпину 12 и поспедг-шй перемещается вправо При этом кпин 10 и втупка 9 перемеитаются вниз, уменьшая дефор ирующий зазор и гем самым уменьшая топЕЩну стешш издепия. При дапьнейщей деформации.ко-гшрная ппанка 7, воздейсгвуя на кпин 12, дапее опускает втугеку 9. npt этом деформируюпшй зазор уве;1и чивается, образуется бопее топстая стен ка к метрпга при дальнейшем перемещеии раздается на большом диаметре вгудки 9s образуя наружный поясок, Вгупка 9 в процессе дефорьушроваашг может перел ещаться как Bfraa. так Е вверх, изменяя гфи этом про4ягш сгенкй ЕюдепиЯ;, согпасно npoclanio рабочей поверхности кошзрной ппанки 7 По оконча- Hwii ija6o4erD хода начинается обратный ход,. При зтом издегше снимается с пуансона 8 с помошью C7:;eMfmKa 4. Прш-лвненке nptarinaraeMoro устройст ва при (-гаготовненкн craganoBi например ско шкескойвнугреяией и DiiSpsHDCTbro методом :f,DПDдв:oгDдeфop яi:poвaнIiЯ позвогтяетповььснть коэ(|х|жциент кспог1ьз ования металла на 20--30 %; снизить трудоемкосгьизгоговнеиня ка ,2О с,,, обеспечить равномерную проработку мегагша по всему сечению с цепью одинаковых механичео1аих свойств по топЕине стенки и улучшения качества внутренней поверхности. Ф D р м у п а изобретения Устройство для изготовления деталей типа стакана по авт, св1ад №425701, отличающееся гем, что, с цепью получения детагаей с про4япираван-: ной наружной и в-йугренней поверхностя1«,ш„ устройство снабжено кгшновой паройэ один, эгаемеит которой закреплен на нерабочем торае втупки, а другой кшнновой эпемент свободно установлен на матрице, а таюке узпом перемещения кпиновой пары, выпо аенкым в виде приводной коййряой планки.
Ф/г. i
AA
10
фмг.(
t/e.J
