Изобретение относится к сварке и мохсет бьггь испопьаовано дпя автоматической сварки неплавящимся электродом в среде защитных газов.
Из известных способов эпектродуговой сварки наибопее близким по технопогиче- ской сущности и достигаемому положительному эффекту к изобретению является способ автоматической сварки модулированным током не плавящимся электродом в среде защитного газа со сквозным проплавпением р. . Этот способ заключается в том, что регулирование формирования обратной стороны шва осуществляется с помощью оптического датчика, кото- рый регистрирует интенсивность светового излучения обратной стороны и воздействует на параметры импульса сварочного тока.
Недостатками данного способа являются ограниченное применение, так как во многих свариваемых конструкциях затруднен или вообще невозможен доступ к обратной стороне шва (например, балки коробчатого сечения), и сложность системы
регулирования, обусловленная тем, что датчик перемещают синхронно с дугой и располагают на определенном расстоянии от корня шва и под заданным угпом к поверхности свариваемого изделия.
Для повышения качества сварки и упрощения системы регулирования регулирование длительности тока импульса осущест вляют в зависим ости от провисания сварочной ванны, который определяют путем сравнения нряжения на дуге в интервале протекания тока импульса с опорной величиной, ток импульса отключают.
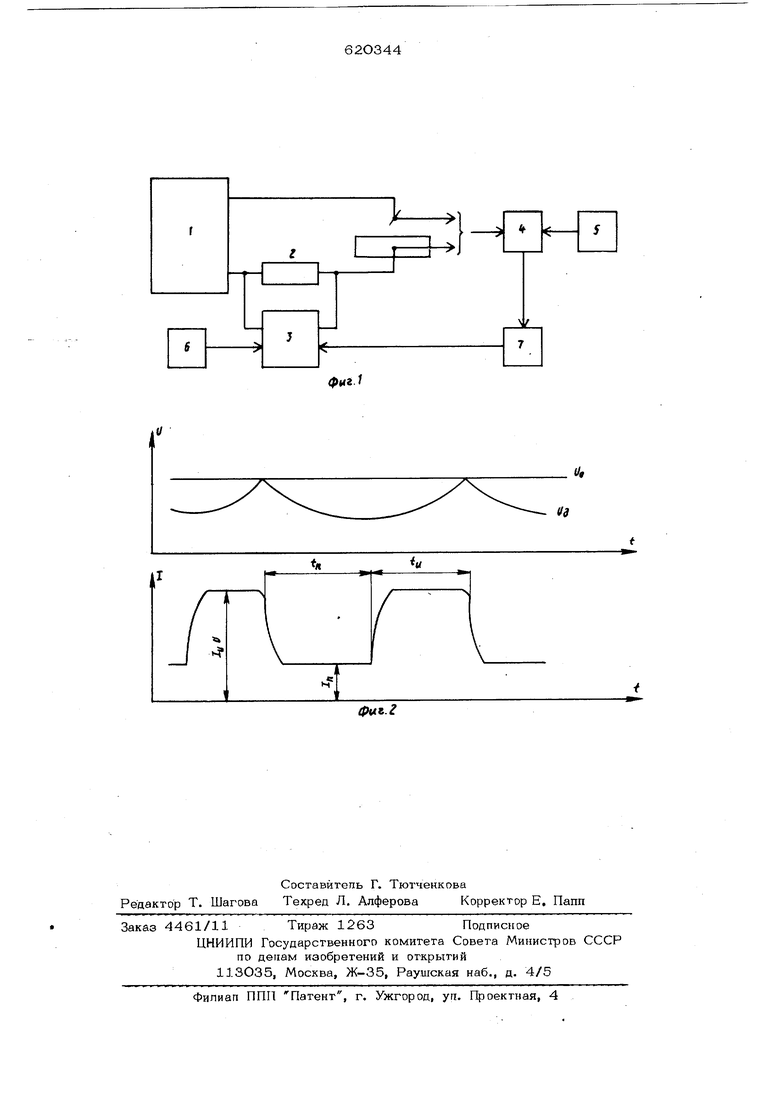
На фиг. 1 дана функциональная схема предлагаемого устройства для реализации предложенного способа; на фиг. 2 показаны эпюры напряжения и тока.
В сварочную цепь источника 1 питания с подающей характеристикой включено балластное сопротивление 2, ограничивающее ток во время паузы 1у, которое во время импульса шунтируется тиристорным ключом 3. Модулированный ток получают путем включения и выключения тиристорного ключа 3. Сигнал, поступающий на тиристорный ключ 3 с блока 4 сравнения через усилитель 5, вьжлючает ток импупьса dy . Начинает прогекагь гок паузы J. Через время, равное продолжи- гегаьности включения гака паузы tf, сигнал, полученный в блоке 6 формирования дпигельносги паузы, включает ток импуль са CJ(j. Опорное напряжение Оовырабатывает блок 7 формирования опорного напряжения. Питание дуги осуществляют модулированным током. При этом ток импульса ЗУ } паузы длительность паузы tjq задают программой, а длительность импульса -Ьу в процессе сварки изменяют в зависимости от состояния, сварочной ванны, о котором судят по величине провисания обратной стор.ны ванны жидкого металла во время действия импульса. От со стояния сварочной ванны зависит напряже ние на дуге. Оно определяется как сумма падений напрягкений на открытой и скрытой составляющих длины дуги. Открытая составляющая длины дуги остается постоянной при заданных параметрах режима сварки, а скрытая - изменяется в зависимости от состояния сварочной ванны. В период протекания тока имлульса J(j под воздействием давления дуги и возрастающего веса сварочной ванны увеличивается провисание сварочной ванны, что приводит к увеличению скрытой составляющей длины дуги , следовательно, к увеличению общего напряжения дугии в это . Это напряжение постоянно сравнивают с опорным напряжением UQ, которым задают величину критического провисания сварочной ванны. Увеличение провисания выше критического приводит к прожогу. При достижении напряжения дуги Ug опорного напряжения U, т.е. в момент критического провисания сварочной ванны, по сигналу обратной связи ток импульса отключают и начинает протекать ток паузы. Давление дуги уменьшается и под действием сил поверхностного натяжшия уменьшается провисание сварочной ванны. Расплавленный металл занимает равновесное состояние и кристаллизуется. После паузы включают ток импупьса и процесс продолжается. Регулирование длительности импульса сварочного тока в зависимости от величины провисания сварочной ванны исключает вапровары и прожоги при изменении в процессе сварки величины зазора между свариваемыми изделиями, притупления кромок и при наличии других возмущений, например изменения условий теплоотвода в начале и в крнце процесса сварки. Использование предлагеаемого способа, электродуговой сварки обеспечивает расширение возможностей применения способа, и упрощения системы регулирования по сравнению с известными способами. Формула и:зобретения Способ электродуговой сварки модулированным током неплавящимся электродом с автоматическим регулированием формирования обратной стороны щва путем изменения длительности импульса сварочного тока, отличающийся тем, что, с целью повышения качества сварки и упрощения системы регулирования, регулирование длительности тока импульса осуществляется в зависимости от провисания сварочной ванны и в м.омент достижения критического провисания сварочной ванны, который определяют путем сравнения напряжения на дуге в интервале протекания ока импупьса с опорной величиной, гок импульса отключают. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 3702915 л. 219-137, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Способ ручной дуговой сварки модулированным током | 1980 |
|
SU904934A1 |
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ сварки модулированным током | 1987 |
|
SU1454603A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
н
