Настоящее изобретение относится к электролитической ячейке восстановления для производства металла, такого как алюминий. Изобретение, в частности, относится к конструкции катода, используемой в таких ячейках.
Алюминий обычно получают способом Холла-Геролта (Heroult), в котором электрический ток пропускают через электролитическую ванну, содержащую окись алюминия, растворенную в расплавленном криолите, чтобы вызвать электроосаждение расплавленного алюминия. Электролитические ячейки восстановления содержат внешнюю стальную оболочку, которая выложена слоем изолирующего вещества, такого как огнеупорные кирпичи. Углеродсодержащие блоки помещают поверх изолирующего слоя, и эти углеродсодержащие блоки образуют катод ячейки. Катод должен сохраняться в течение ожидаемого срока службы ячейки, который обычно составляет от 1000 до 2000 дней. Несколько расходуемых анодов размещают на малом расстоянии выше катода. Во время работы электролитическая ванна размещается между катодом и анодами, и прохождение электрического тока через ячейку вызывает образование расплавленного алюминия на катоде. В обычных ячейках расплавленный алюминий собирается в виде ванны сверху катода, и во время работы ванна расплавленного алюминия действует в качестве верхней части катода. Алюминий периодически сливают из ячейки, обычно ежедневно. Электролитические ячейки восстановления объединены в линии, в которых большое количество ячеек соединено последовательно. Электрический ток проходит в ячейке через аноды, проходит через электролитическую ванну и ванну расплавленного металла и через катод. Ток в катоде собирается и проходит на внешний проводник тока и по нему - к следующей ячейке.
В обычной технологии ячейки восстановления алюминия используют вмонтированные коллекторные шины, чтобы собирать электрический ток из углеродсодержащего катода и проводить его на внешнюю кольцевую шину. Встраивание коллекторных шин, которое выполняют с использованием литейного чугуна или углеродсодержащего клея, налагает ряд ограничений, которые неблагоприятно влияют на срок службы, стоимость и эффективность ячеек восстановления алюминия.
Размещение коллекторных шин внутри углерода катода требует, чтобы в блоке было сформировано полученное механической обработкой углубление и, таким образом, это увеличивает стоимость катодных блоков и в то же самое время присутствие углубления уменьшает потенциальный срок службы ячейки (имеющейся разъедаемой облицовки) в некоторых случаях примерно на 40%. Кроме того, распределение плотности катодного тока по длине катодных блоков не совпадает с распределением в самых внешних частях катодных блоков, отводящих ток с более высокой плотностью в три-четыре раза по сравнению с внутренними частями блока.
В технологии встроенной коллекторной шины последняя также выполнена отлитой или вклеенной в прорезь на нижней стороне катодного блока. При нормальных условиях эксплуатации передача электронов от коллекторной шины к углероду происходит через активные точки (пятна) (а-пятна), которые сконцентрированы на сторонах коллекторной шины и ближе всего к концу блока. Верхняя часть коллекторной шины обычно не участвует в передаче электронов, так как ее собственный вес и недостаточная высокотемпературная устойчивость заставляют ее перекашиваться. Концентрация а-пятен по сторонам прорезей коллекторной шины увеличивает среднюю длину пути тока в углероде катода и, таким образом, увеличивает падение напряжения на катоде.
Большая часть передачи тока от коллекторных шин к углероду происходит вблизи конца блока, и это ведет к неравномерной плотности тока по поверхности катода. Она является наивысшей вблизи внешнего края тени или выступающего края анода. Неравномерная плотность тока катода имеет двойственное воздействие на работу ячейки: с одной стороны, она увеличивает скорость растворения углерода, увеличивая химическую активность натрия (это вызывает реакцию образования карбида алюминия) в области воздействия, и с другой стороны, она увеличивает скорость транспортировки растворенного карбида алюминия посредством стимулирования циркуляции металла и католита. Эта увеличенная циркуляция может происходить или из-за увеличенного вспучивания металлической "подушки" из-за взаимодействия в металлической "подушке" горизонтальных токов с вертикальными магнитными полями, или из-за эффекта Марагони (Maragonni) (т. е. циркуляции, вызванной неравномерным напряжением между границами католита и алюминия из-за неравномерного распределения плотности тока катода на границе раздела). Скорость эрозии углерода непосредственно связана со скоростью циркуляции металла и католита.
Когда ни горизонтальные токи в металлической "подушке", ни взаимодействующие магнитные поля не являются однородными, сбалансированными или статичными, их объединение может привести к гидродинамической нестабильности границы раздела металл-ванна. Циркуляция металла, деформация его поверхности и нестабильность границы раздела металл - ванна являются тремя наиболее значительными ограничениями современных технологических ячеек, которые влияют на их производственный срок службы (эрозию катода и боковых стенок) и эффективность работы.
В обычной технологии подвода тока трудно изготовить ячейку восстановления, которая может иметь полностью однородное распределение плотности тока катода по ячейке. Самое лучшее, что может быть достигнуто - это уменьшение различия распределения плотности тока посредством создания относительно узких ячеек, используя относительно глубокие, с высоким удельным сопротивлением антрацитовые катодные блоки и используя большие стальные коллекторные шины. Проблема вспучивания металла и стабильности металлической "подушки" (продукт взаимодействия тока поля) решалась посредством модификации полос шины, чтобы управлять вертикальным магнитным полем. Современные магнитно компенсированные ячейки являются хорошим примером этого типа инженерного искусства в пределах ограничений системы.
Эта проблема распределения плотности тока катода и наличие горизонтальных токов в металлической "подушке" ограничивает конструкцию ячейки построением относительно узких, но длинных ячеек восстановления. Такие конструкции печи имеют недостатки, поскольку они имеют высокое отношение внешней поверхности к производственному объему, а следовательно, имеют высокие тепловые потери. В обычных способах построения ячейки эти ограничения, получаемые из технологии встроенной коллекторной шины, были восприняты как свойственные природе катода ячейки восстановления алюминия, и их отрицательное воздействие минимизируют, уделяя внимание улучшению аспекта магнитного поля при взаимодействии ток/поле. Современные ячейки восстановления разработаны с магнитной компенсацией, чтобы улучшить гидродинамическую стабильность ячеек. Однако это требует относительно дорогих внешних полос шины.
В статье, опубликованной в "Aluminium", 70, Jahrgang, 1994, pp. 105-109, Лакомски (Lakomski), описаны источники электрического сопротивления в электролитической ячейке восстановления. В частности, в ячейках имеются неизменные электрические контакты на границах раздела между проводниками на основе стали и углеродсодержащими веществами. Такие контакты имеются, например, на границе раздела коллекторная шина/углерод катода. Коллекторные шины обычно монтируют в прорезь, сформированную в нижней части катодного углеродного блока, и расплавленный литейный чугун заливают вокруг коллекторной шины. Хотя литейный чугун смачивает стальную коллекторную шину, чтобы обеспечить очень хороший контакт между ними, расплавленный литейный чугун не смачивает углеродсодержащее вещество катода. Соответственно литейный чугун и углерод катода не образуют непрерывного электрического соединения. Две твердые поверхности не образуют контакт по всей площади поверхности, а только в отдельных точках, называемых а-пятнами. Прохождение электрического тока через а-пятна зависит от преодоления контактного сопротивления в каждом из контактных веществ вблизи а-пятен. Чем больше количество а-пятен, тем ниже контактное сопротивление.
В этой статье также описывается способ улучшения контакта углеродного вещества с металлом так, чтобы контактное сопротивление уменьшалось. Способ включает в себя сварку контактирующих частей вместе так, чтобы были установлены постоянные соединения, которые блокируют доступ воздуха или другого окисляющего агента к границе раздела и, следовательно, предотвращают окисление на границе раздела. Сварные соединения более значительно увеличивают фактическую область контакта между металлом и углеродсодержащим веществом, чтобы таким образом уменьшить контактное сопротивление.
Такие сварные соединения были названы в статье Лакомски "электрическими контактными штырями", заваренными в углеродсодержащее вещество. Сечение по диаметру такого электрического контактного штыря показано на фиг. 5 статьи Лакомски. Диаметр штыря и высота выбраны так, чтобы обеспечить плотный контакт штыря с углеродным веществом по всей границе контакта, в то же время должно быть обеспечено, что не последует растрескивания из-за усадки металла во время отверждения в штыре, растрескивания в слоях углерода вблизи штыря из-за тепловых напряжений и никаких отказов в линии сплавления из-за различия в тепловых коэффициентах расширения несхожих веществ. Обнаружено, что наиболее выгодны штыри диаметром и глубиной 30 мм.
Электрические контактные штыри устанавливают в прорезь, выполненную в углеродсодержащем веществе катода, в котором заключена коллекторная шина. В частности, штыри заваривают в тело блока на горизонтальной поверхности прорези. Углерод катода с электрическими контактными штырями, вмонтированными в них, соединяют со стальными коллекторными шинами обычным способом, используя расплавленный литейный чугун. Кроме использования электрических контактных штырей, собранные катодные блоки ничем не отличаются от обычных катодных блоков.
При монтаже стальной коллекторной шины в прорезь в катодном блоке расплавленный литейный чугун смачивает как поверхность коллекторной шины, так и открытую поверхность каждого электрического контактного штыря. При этом образуются "мосты" с более низким электрическим сопротивлением между углеродным блоком и коллекторной шиной. Работа ячеек в заводских условиях с катодом, сконструированным так, как описано выше, приводит к снижению напряжения катода 40-50 мВ по сравнению с ячейками без штыря. На заводе, на котором проводились испытания, это привело к экономии 130-170 кВт•час на тонну произведенного металла.
Из патента Швейцарии N 620948, С 25 С 3/08, опубликованного 31.12.1980, известна ячейка, которая содержит внешнюю стальную оболочку, слой изолирующего вещества, смежный с внешней стальной оболочкой, углеродсодержащий слой, перекрывающий изолирующее вещество и защищающий изолирующее вещество от электролитической ванны ячейки, причем углеродсодержащий слой включает в себя, по меньшей мере, один углеродсодержащий катодный блок.
Настоящее изобретение обеспечивает улучшенную конструкцию катода для электролитической ячейки для выплавки.
Согласно изобретению, предлагается электролитическая ячейка восстановления для производства металла, включающая внешнюю стальную оболочку, слой изолирующего вещества, смежный с внешней стальной оболочкой, углеродсодержащий слой, покрывающий изолирующее вещество и защищающий изолирующее вещество от электролитической ванны в ячейке, причем углеродсодержащий слой включает в себя, по меньшей мере, один утлеродсодержащий катодный блок, имеющий множество электрических контактных штырей, находящихся в электрическом контакте с нижней поверхностью катодного блока, и коллекторную пластину, находящуюся в электрическом контакте с электрическими контактными штырями, в которой электрические контактные штыри распределены по нижней поверхности катодного блока так, что во время работы ячейки по существу изопотенциальная поверхность находится на верхней поверхности катодного блока.
Предпочтительно электрические контактные штыри устанавливают в отверстиях в нижней поверхности катодного блока и приваривают погружением к углеродным поверхностям отверстий.
Предпочтительно также, электрические контактные штыри электрически соединять с коллекторной пластиной посредством сварки погружением соединительных шин в штыри.
В соответствии с представленным изобретением электрические контактные штыри расположены или распределены по нижней поверхности катода таким образом, что изопотенциальная поверхность образуется сверху катодных блоков. Эта изопотенциальная поверхность может быть получена независимо от длины пути тока. В частности, требуемое число электрических контактных штырей может быть пространственно расположено таким образом, чтобы уменьшить нежелательные токи и получить минимальное сопротивление электрического поля между штырями. При таком подходе сопротивление конструкции может быть минимизировано и распределение тока внутри конструкции может быть управляемым. Обычная технология вмонтированной коллекторной шины не имеет возможности управлять размером и распределением активных пятен и, следовательно, при ней не может достигаться получение однородной плотности тока катода. Электрические штыри распределяют ток намного дальше в катоды, чем обычные коллекторные шины, и это предоставляет намного большую возможность управления и создания электрических токов и полей в ячейке.
Альтернативно вместо расположения или распределения множества электрических контактных штырей на нижней поверхности катодного блока таким образом, чтобы требуемая изопотенциальная поверхность находилась сверху катодных блоков, электрические контактные штыри могут быть расположены или распределены так, чтобы требуемое электрическое поле устанавливалось на верхней поверхности катода (и распространялось в металлическую "подушку" во время работы ячейки). Например, может потребоваться электрическое поле, которое противодействует по меньшей мере по величине внешним электрическим полям, которые воздействуют на ячейку. Может также потребоваться установить электрическое поле так, чтобы во время работы ячейки привести к управляемому перемещению или течению металла в металлической "подушке". Например, управляемое перемещение металла в металлической "подушке" может содержать медленную циркуляцию металла (которая помогает во время работы ячейки), в то же время избегая вспучивания и хлюпания металла и уменьшая или минимизируя вертикальное движение металла в металлической "подушке".
Электрические контактные штыри предпочтительно монтируют к углероду катода посредством сварки, такой как процесс плазменной сварки. Особенно подходит так называемый процесс сварки дугой Dugatron, который описан у Лакомски, Journal High Temp. Chem. Processes, 2 (1993), с. 83-94. Содержание этой статьи включается в качестве ссылки.
В другом варианте осуществления электрические контактные штыри получают заполнением отверстий соответствующего размера в углеродном блоке, заполняя отверстия металлическими порошками, порошками из смешанных оксидов или их смесями и нагревая до образования электрического контактного штыря.
По меньшей мере одна коллекторная пластина находится в электрическом контакте с электрическими контактными штырями. Хотя электрический контакт может быть получен приведением коллекторной пластины (коллекторных пластин) в контакт с электрическими контактными штырями и эффективно позволяя весу ячейки выше коллекторной пластины (коллекторных пластин) поддерживать электрический контакт, предпочтительно присоединить коллекторную пластину (коллекторные пластины) к электрическим контактным штырям, например, непосредственно сваркой или сваркой погружением.
По меньшей мере одна коллекторная пластина предпочтительно расположена между изолирующим веществом и углеродом катода. По меньшей мере одна коллекторная пластина может позволить использовать всю ширину или часть ширины углерода катода. Может использоваться одиночная коллекторная пластина или множество меньших коллекторных пластин. Каждая пластина может иметь одинаковую толщину, или толщина отдельных пластин может изменяться. Это может способствовать достижению примерного выравнивания сопротивлений ниже катода. Коллекторная(ые) пластина(ы) может также быть облицована или покрыта веществом с низким сопротивлением, таким как медь, для уменьшения потерь напряжения без увеличения потерь теплоты из ячейки.
Использование одной или большего количества коллекторных пластин также дает возможность использовать блоки углерода, имеющие плоские нижние части, в качестве катода. Это уменьшает стоимость конструирования ячейки, так как углубления для коллекторных шин не должны быть получены механической обработкой в блоках углерода. Кроме того, срок службы катода должен также увеличиться при отсутствии углубления для коллекторной шины.
Предпочтительный вариант осуществления настоящего изобретения описан ниже.
Без претензии на теорию настоящее изобретение было разработано на предположении, что передача тока через любые границы разделов твердых веществ происходит через активные пятна (а-пятна). Далее постулируется, что ток, текущий через одно пятно, взаимодействует с током, текущим через соседние пятна, образуя взаимные эффекты электрического поля. Это взаимодействие увеличивает сопротивление всей конструкции. Следовательно, чтобы достичь самого низкого возможного сопротивления конструкции, следует управлять активностью а-пятен на контактной поверхности и гарантировать, что пространственное расположение а-пятен установлено так, чтобы минимизировать их взаимные электрические полевые взаимодействия.
Активность а-пятна на границе раздела может управляться использованием электрических контактных штырей (ЭКШ), которые приварены к углероду посредством способа плазменной сварки Dugatron. Размер и форма ЭКШ, композиция сварного сплава, температуры функционирования и сила тока в расчете на штырь могут быть разработаны так, чтобы максимизировать площадь контакта на границе раздела углерод/металл и уменьшать термоэлектрические эффекты и, таким образом, получить низкое сопротивление в любом отдельном ЭКШ. Требуемое количество ЭКШ может затем быть пространственно расположено таким образом, чтобы подавать ток туда, где необходимо, чтобы таким образом уменьшить нежелательные токи и получить оптимальное электрическое взаимодействие между штырями. При таком подходе сопротивление конструкции может быть оптимизировано, и распределение тока внутри конструкции может быть управляемым.
При конструировании формы ЭКШ использовались следующие базовые предположения:
- металл сварного соединения имеет незначительное сопротивление,
- большая часть сопротивления ЭКШ имеет место из-за сопротивления границы раздела сварное соединение/углерод из-за образования карбида, и
- углеродное вещество вносит большую часть в уменьшение тока и сопротивление взаимодействия электрического поля.
На этой основе сопротивление одиночного штыря может быть определено следующим образом:
где ρcm- удельное сопротивление углеродного вещества (мкОм)
х - отношение r/1
1 - длина штыря (м)
r - радиус штыря (м).
Графический анализ Rs= f(x) показывает, что х= 1 является оптимальным значением, соответствующим полусферической форме штыря. В этом случае достигается очень низкое Rs с наименьшим расходом сплава контакта.
При дальнейшем увеличении значения х сопротивление немного снижается, но расход сплава для изготовления штыря увеличивается пропорционально r21; следовательно, эффективность расхода сплава уменьшается.
Сварка углерода с металлом ведет к появлению напряжений растяжения (на разрыв) на границе раздела между металлическим штырем и поверхностью углерода. Это происходит в результате более высокой усадки металла сварного соединения при охлаждении после отверждения по сравнению с углеродом. Напряжения растяжения, формируемые в теле штыря, связаны со свойствами сплава электрического контакта и усадки штыря.

где Е - модуль Юнга металла сварного соединения (МРа);
Δd - абсолютная усадка штыря диаметром d.
Если адгезия металла штыря/углеродному веществу довольно высока, то напряжения, образующиеся в металле, могут вызывать образование микротрещин в углеродном блоке вокруг штыря, поскольку предел прочности вещества углеродного блока намного ниже, чем предел прочности вещества штыря. Чтобы избежать этого, предпочтительно использовать гипоэвтектические и гиперэвтектические сплавы в качестве веществ для штырей, так как они имеют более низкую усадку.
Размер каждого ЭКШ выбран на основе разности теплового расширения вещества углерода и металла сварного соединения, используя следующую формулу:
Δd = dTsΔα (3)
где Ts- является температурой солидуса сплава (К); и
Δα - является разностью коэффициентов теплового расширения между веществами металла и углерода (К-1).
Моделирование методом конечных элементов говорит о том, что отверстия диаметром 15-30 мм и глубиной 20-40 мм для штырей являются наилучшими для сварки металла с углеродом. Такие штыри имеют оптимальную оценку тока, равную 400-800 А. Стратегия, используемая для минимизации растрескивания в углероде, включает в себя использование маленьких ЭК-штырей и использование сплавов сварных соединений, имеющих низкую Ts, низкую α и низкий Е.
В качестве сплава электрического контакта для штыря используют металлический сплав, который обеспечивает смачивание и пропитку вещества катодного блока. Угол смачиваемости углеродного вещества при 1900-2000oК не должен быть более чем 30o. Температура солидуса сплава должна быть на 250-300oК выше, чем рабочая температура ЭКШ.
Металл сварного соединения основан на железе. Для достижения соответствующего угла смачиваемости используют два или три образующих карбид элемента из следующих: В, Si, Ti, V, Cr, Mn, Zr, Mb, Mo, Та, W и Rh. Такие элементы, как Ni и/или Со, также могут быть включены в композицию сплава из-за их влияния на коэффициент теплового расширения сплава.
Широкую двухфазную область сплава можно обеспечить, добавляя медь, которая является нейтральной к карбидобразующим элементам.
Кроме смачивания на выбор сплава влияет электрическая проводимость образованного карбида. В идеале карбид и сплав должны быть устойчивыми относительно проникновения ванны криолита и металлического натрия. Заводские испытания показывают, что кремний является наиболее подходящим карбидобразующим элементом сплава для ЭКШ, используемых в катодах ячеек для восстановления алюминия. Основное преимущество кремния заключается в его способности образовывать плотный, но тонкий слой карбида кремния на границе раздела металл/углерод, который затем защищает металл сварного соединения от химической атаки натрия из ванны.
Разработаны две процедуры соединения ЭКШ, заваренного в катодный блок, к коллекторной пластине:
- сварка каждого штыря с коллекторной пластиной посредством электроклепки обычным покрытым электродом;
- сварка погружением стального или медного стержня в каждый штырь до тех пор, пока стержень затвердеет. Затвердевший стержень затем приваривают к коллекторной пластине, используя обычный покрытый электрод.
Альтернативно, чтобы сформировать электрические контактные штыри, может использоваться нагревание металлических порошков, смешанных порошков оксидов или их смесей.
Первая процедура проще для выполнения, чем вторая, если вещество штыря является хорошо свариваемым. Однако карбидобразующие элементы и углерод, который растворяется в веществе штыря во время заварки в катодный блок, резко уменьшает свариваемость металла штыря.
Технология клепки (то есть обычная сварка) обеспечивает жесткое сварное соединение между катодным блоком и коллекторной пластиной. Учитывая разницу в коэффициенте теплового расширения между коллекторной пластиной (изготовленной из стали с низким содержанием углерода) и катодного блока (изготовленного из углеродного вещества) максимальное расстояние между ЭКШ ограничено приблизительно 200 мм.
Два требования для успешного соединения коллекторных пластин с углеродом, а именно использование сплавов, которые имеют высокую карбидобразующую способность, с одной стороны, и имеют высокую электрическую проводимость, высокую пластичность при повышенных температурах и хорошую свариваемость, с другой, практически достигаются нелегко. Чтобы преодолеть эту трудность, используют альтернативный способ сварки, использующий двойные сплавы, чтобы установить ЭКШ и затем соединить ЭКШ с коллекторной пластиной. В двойной сварочной технологии используют два сплава. Первичным смачивающим сплавом является сплав, основанный на более легкоплавком металле, таком как алюминий, содержащий более высокую концентрацию карбидобразующих элементов, таких как кремний, титан, цирконий, хром и т. д. , а второй сплав наполнителя основан на более тяжелом металле, таком как железо, никель или медь, и содержит мало или не содержит карбидобразующих элементов. Цель первичного сплава состоит в том, чтобы сформировать слой взаимодействия из карбида металла на поверхности углерода, который может быть смочен вторым наполняющим сплавом. Сварочный процесс включает в себя две стадии - смачивание и заполнение. Во время смачивания поверхность углерода подвергается термообработке плазменной дугой до тех пор, пока первичный сплав не смочит и не распространится по поверхности электрического контакта. Затем заполняющий сплав быстро затекает в углубления и, являясь более тяжелым, вытесняет большую часть смачивающего сплава, который затем счищают с поверхности углерода, оставляя после себя электрический контактный штырь, состоящий из прочно сцепленного и электрически проводящего разделяющего слоя из карбида металла на поверхности углерода, и сплав наполнителя, который смачивает этот разделяющий слой. Этот сплав заполнения затем обычно приваривают к металлическому проводнику.
Вторая процедура выполняется с одной и той же композицией сплава. Стальной или медный стержень застывает в сплаве контакта каждого штыря, пока он полностью не отвердится. При установке ячейки восстановления, когда нижнюю часть ячейки предварительно нагревают до ее рабочей температуры, стержень компенсирует разницу в тепловом расширении между углеродным блоком и коллекторной пластиной. В этом случае стержень, изгибаясь, предотвращает сварное соединение ЭКШ / коллекторная пластина от отказа. Это показано схематично на фиг. 1.
Поэтому в следующем аспекте настоящее изобретение предлагает способ соединения электрического контактного штыря с коллектором тока, содержащий создание, по меньшей мере, внешней оболочки электрического контактного штыря в отверстии в углеродном блоке катода, указанная, по меньшей мере, внешняя оболочка сформирована из металла или сплава, который смачивает указанный углерод, наполнение указанной, по меньшей мере, внешней оболочки заполняющим металлом или сплавом и затем присоединение указанного электрического контактного штыря к указанному коллектору тока. Предпочтительно заполняющий металл или сплав присоединяют к коллектору тока сваркой.
В другом аспекте настоящее изобретение предоставляет способ для присоединения электрического контактного штыря к коллектору тока, содержащий отверждение соединяющего элемента в штыре и присоединение соединяющего элемента к коллектору тока. Соединяющий элемент может быть отвержден в штыре погружением соединяющего элемента в ванну расплавленного металла в штыре и позволяя ванне расплавленного металла отвердиться. Ванна расплавленного металла может быть получена нагреванием предварительно сформированного штыря. Альтернативно ванна расплавленного металла может остаться от процесса, используемого для получения штыря.
Минимальное количество ЭКШ, требуемых в любой системе подвода тока, определяется на основе потребности в достижении длительной стабильной эффективности. Из испытаний было установлено, что для устойчивой эффективности ЭКШ теплота, сгенерированная на поверхности штыря, не должна превысить 80 Вт (тепловой поток Q поверхности ЭКШ - 22,5 кВт/м2). Поэтому максимально допустимый ток, выводимый на ЭКШ, зависит от сопротивления, то есть природы используемого металла сварного соединения типа углерода и качества сварного соединения и обычно составляет от 400 до 800 А.
Минимальное количество ЭКШ, заваренных в каждый углеродный блок, связано с значением электрического тока, определенного для катодного блока, и максимально допустимого тока в расчете на ЭКШ.
Часто минимальное количество ЭКШ, nmin, должно быть увеличено по структурным соображениям и из желания уменьшить электрическое сопротивление ряда штырей, заваренных в определенный катодный блок.
Предпочтительное количество ЭКШ, однако, определяют из уравнения (4), которое описывает полное сопротивление системы, как функцию количества ЭКШ.

где Rpm - полное сопротивление для n штырей (Q);
n - количество ЭКШ;
η - коэффициент использования ЭКШ;
f - коэффициент геометрической формы проводника (м-1); и
ρcm - удельное сопротивление углеродного вещества (Ом•м).
Коэффициент использования штыря может быть вычислен как функция его радиуса (r) и расстояния между штырями τ с использованием формулы (5):
Эта связь между коэффициентом использования ЭКШ и размером и интервалом точек контакта предполагает, что эффективность штыря увеличивается с уменьшением радиуса и увеличением расстояния между точками контакта.
Связь между коэффициентом использования ЭКШ и их размером и интервалом подразумевает, что для любой геометрии проводника имеется оптимальное количество, размер и интервал точек подвода тока, которые имеют наивысшую эффективность по стоимости и наилучшую производительность. Идеальная конструкция подвода тока должна иметь большое количество маленьких точек контакта, однородно распределенных по всей геометрической контактной поверхности. Это не всегда достижимо. Наиболее эффективный способ, однако, состоит в том, чтобы использовать круглые проводники с одиночной большой точкой ввода тока, размещенной в центре. Это не всегда реализуемо практически.
Для не "идеальной" геометрии оптимальное распределение ЭКШ может быть определено из соотношения между геометриями проводника и его системы подачи, что отражено в коэффициенте (f) геометрической формы. Он зависит от длины (1) и размеров поперечного сечения (а, b) вещества проводника и может быть определен для квадратного проводника из углерода 100 х 400 мм, имеющего длину пути тока 200 - 2000 мм, из следующего уравнения:
Для углеродного проводника более сложной формы, чем прямоугольный параллелепипед или прямоугольная призма, коэффициент геометрической формы определяют экспериментально.
Для катодного блока размером 550 х 400 мм с прорезью 270 х 145 мм, например, коэффициент формы f равен 4,9 м-1.
Общие правила расположения ЭКШ в катодном блоке следующие:
1. Ось штыря должна совпадать с путем электрического тока в углеродном блоке.
В этом случае общая боковая и торцевая поверхности штыря используются для течения электрического тока из штыря в тело катодного блока.
При перпендикулярном положении оси штыря относительно пути электрического тока используются только 2/3 боковой поверхности штыря.
2. Углеродный блок катода должен быть разработан так, чтобы длина пути тока 1 была по возможности короче, а поперечное сечение (а, b) углеродного блока, через который протекает ток от коллекторной пластины до слоя жидкого алюминия, - как можно больше.
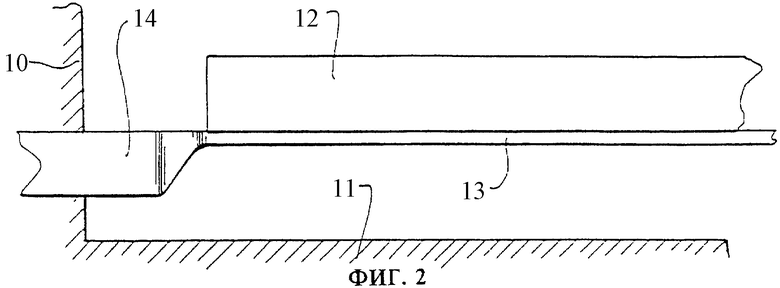
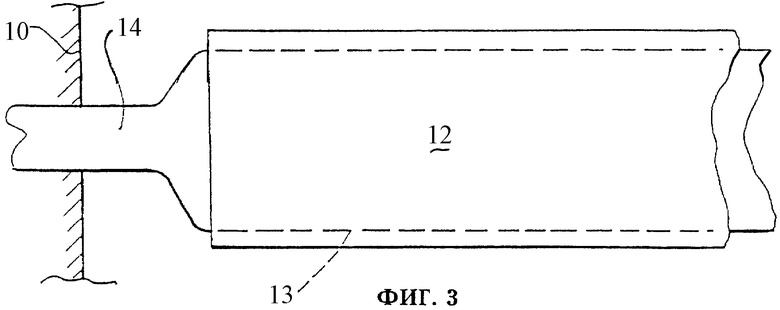
Ток в ячейках с ЭКШ собирается пластинами, которые присоединены к нижней стороне углерода через ЭКШ. Коллекторные пластины используют полную или частичную ширину блоков и расположены ниже углерода. Базовая конструкция коллекторных пластин показана на фиг. 2 и 3.
Фиг. 2 показывает поперечное сечение вида сбоку электролизной ячейки в соответствии с настоящим изобретением, а фиг. 3 - поперечное сечение верхней части, изображенной на фиг. 2. Электролизная ячейка, изображенная на фиг. 2, включает в себя стальную оболочку, имеющую боковую стенку 10 и нижнюю часть 11. Катод 12 расположен над коллекторной пластиной 13. На фиг. 2 и 3 не указаны электролизная ячейка, включающая в себя изоляцию под коллекторной пластиной 13 и до боковой стороны 12, чтобы защитить стальную оболочку от высоких температур, и коррозионная ванна, имеющие место во время работы ячейки.
Коллекторная пластина 13 присоединена или целиком выполнена вместе с коллекторной шиной 14. Коллекторную шину 14 используют для того, чтобы дать возможность использовать обычные стальные оболочки в настоящем изобретении. Несмотря на то что электролизные ячейки используют коллекторные шины 14, ясно, что коллекторные шины 14 не простираются снизу катода и что имеется коллекторная пластина 13, которая собирает ток от катода.
Пластины в этой конструкции играют двойную роль: проводят ток и действуют как барьерный слой для проникновения криолита и натрия в изоляцию.
Возможность достижения однородного потенциала по всей поверхности катода независимо от длины пути тока и геометрии катодного блока обеспечивается в конструкции ЭКШ/коллекторная пластина следующим образом:
- одна или несколько коллекторных пластин могут использоваться в ячейке в зависимости от длины катодного блока и способа, которым пластина присоединена к ЭКШ;
- толщины отдельных пластин могут быть согласованы с увеличением средней длины пути тока, чтобы достичь примерного выравнивания сопротивлений внизу катода;
- размер, расположение и распределение плотности ЭКШ, приваренных к каждой пластине, могут быть далее оптимизированы для достижения однородного потенциала по всей поверхности катода;
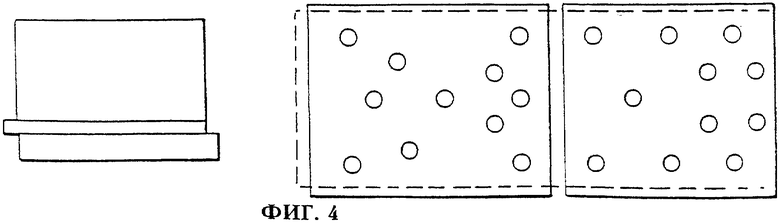
- коллекторные пластины могут быть облицованы медью по их нижней стороне, чтобы уменьшить падение напряжения без увеличения потерь тепла от ячейки.
Это схематично иллюстрируется на фиг. 4 , которая изображает две перекрывающиеся пластины различной толщины с неравномерно распределенными ЭКШ. Две объединенные (пластины) должны привести к выравниванию сопротивления независимо от длины пути тока. Пространственное распределение ЭКШ, показанных на фиг. 3, устроено так, что при использовании ячейки эквипотенциальные поверхности, или близкие к ним поверхности, формируются в верхней части катода.
Одной из основных проблем для реализации технологии подвода тока на основе ЭКШ является создание системы для присоединения электрических контактных штырей к коллекторным пластинам. Эта система должна иметь достаточный "вклад" в нее, чтобы позволить углероду и коллекторным пластинам расширяться свободно и независимо. Одна концепция, предлагаемая в соответствии с настоящим изобретением, основана на электроклепке. В этой конструкции ЭКШ устанавливают в гнездовую конструкцию, используя технологию двойной сварки, и обрабатывают заподлицо с углеродом. Коллекторную пластину из малоуглеродистой стали с предварительно просверленными отверстиями 20-25 мм располагают сверху, а затем каждое отверстие приваривают сварным швом к металлу ЭКШ. Основной недостаток этого способа соединения заключается в ограничении относительного теплового расширения, которое требует, чтобы ЭКШ был помещен в следующей конструкции с максимальным диаметром гнезда приблизительно 200 мм. Может использоваться только одно гнездо ЭКШ на пластину.
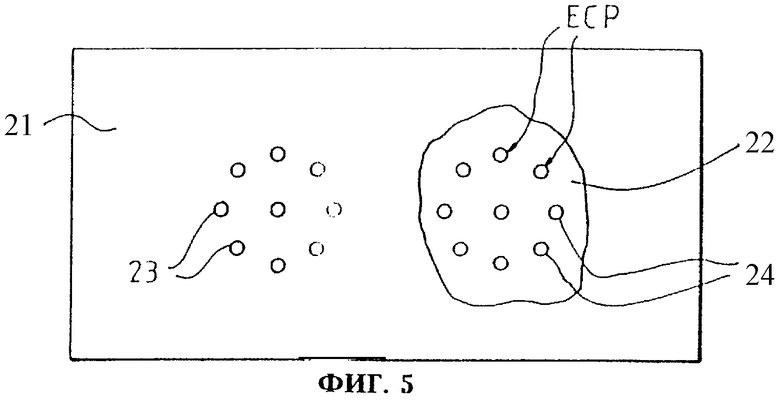
Гнездо состоит из 9 ЭКШ, 8 из них размещаются равномерно по окружности диаметром 200 мм и один - в центре. Такое гнездо может пропускать ток от 3,6 до 5,6 кА от коллекторной пластины на катодный блок.
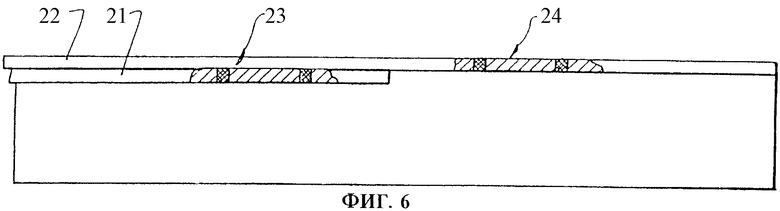
Фиг. 5 и 6 изображают конструкцию гнезда ЭКШ. Фиг. 5 является видом сверху конструкции гнезда, в то время как фиг. 6 изображает вид сбоку поперечного сечения конструкции гнезда, показанного на фиг. 5.
На фиг. 5 и 6 показано, что конструкция включает в себя коллекторные пластины 21, 22, которые перекрывают друг друга. Первое гнездо 23 ЭКШ находится на коллекторной пластине 21, а второе гнездо 24 находится на коллекторной пластине 22. Каждое гнездо содержит ЭКШ, 8 из которых размещены по окружности, а девятый размещен в центре окружности.
При альтернативном способе этого изобретения сверлят отверстия диаметром 30-40 мм в коллекторной пластине по требуемому шаблону для позиционирования ЭКШ. Затем располагают коллекторные пластины над катодным блоком и сверлят углерод по соответствующему шаблону. Пластину удаляют и устанавливают ЭКШ сваркой погружением. Во время этого процесса металл сварного соединения содержит карбидобразующие вещества и как только достигнуто адекватное проникновение и смачивание углерода, маленькую шину приваривают погружением в ЭКШ. Предварительно просверленную коллекторную пластину затем устанавливают на выступающие стержни и затем приваривают к стальной пластине. Вставки могут быть сделаны из малоуглеродистой стали или меди. Они могут иметь простую форму или форму крюка, чтобы облегчить дифференциальное перемещение между углеродом и стальной коллекторной пластиной. Использование сваренных погружением стержней допускает дифференциальное тепловое расширение между коллекторной пластиной и углеродом посредством изгиба шин или изгиба или выпрямления крюков. Это показано на фиг. 1. В этом случае расстояние между крайними штырями в катодном блоке может быть до 800-1000 мм. В основном не имеется никакого ограничения для расстояния между крайними штырями конструкции сваренных контактов.
Эта система позволяет устанавливать ЭКШ в соответствии с любым требуемым шаблоном и имеет преимущество, заключающееся в способности включать достаточную эластичность и пластичность в шины, чтобы допустить независимое тепловое и натриевое (вызванное натрием) увеличение в объеме углерода относительно стальных пластин.
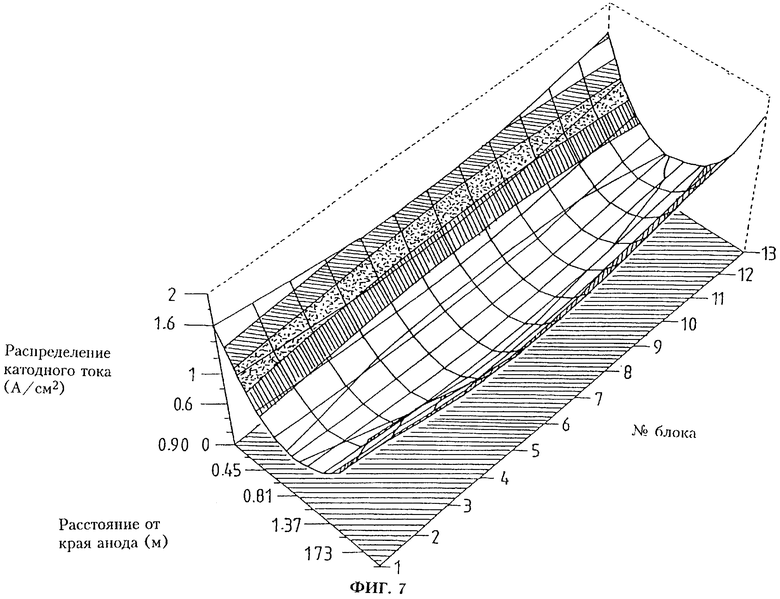
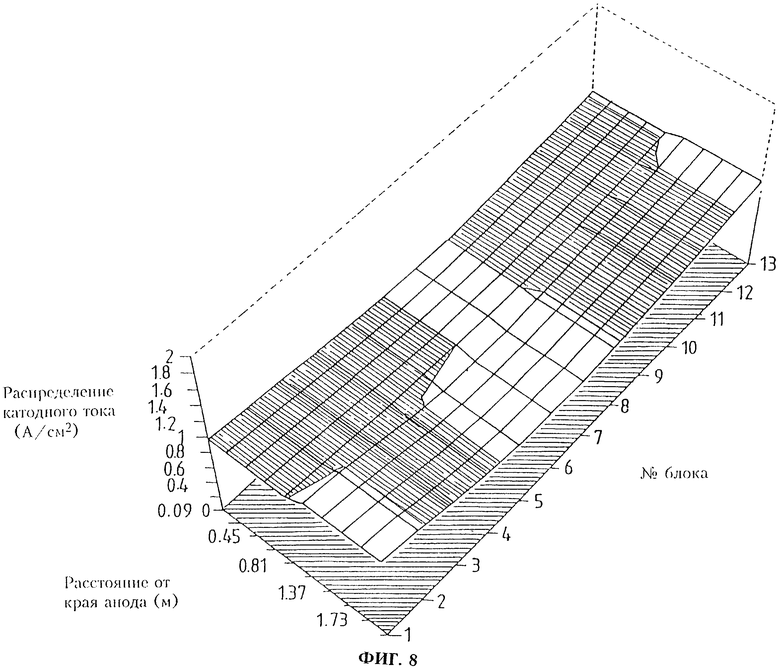
Чтобы показать преимущества настоящего изобретения перед обычными ячейками плавления, проведен ряд электрических моделирующих тестов. Фиг. 7 и 8 показывают плотность тока катода, полученную из моделирующих тестов. Фиг. 7 показывает плотность тока катода для обычной ячейки плавления, имеющей графитовый углеродсодержащий катод и обычную коллекторную шину. Фиг. 8 показывает плотность тока катода для ячейки плавления, имеющей графитовый углеродсодержащий катод, коллекторную пластину и электрические контактные штыри. Как можно видеть, сравнивая фиг. 7 с фиг. 8, плотность тока катода ячейки в соответствии с настоящим изобретением намного более однородна, чем плотность тока катода обычной ячейки, показанной на фиг. 7.
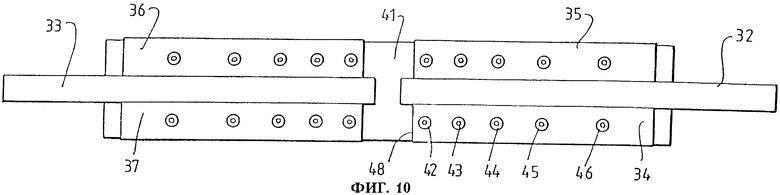
Тестовая ячейка также была создана и работала в плавильной печи Bell Bay в Тасмании, Австралия. Поперечное сечение на виде с торца конструкции катода показано на фиг. 9, а вид снизу катода, изображающий пространственную конструкцию электрических контактных штырей, показан на фиг. 10.
С целью тестирования ячейки используют обычные катодные блоки, имеющие центральный нижний канал для вставки обычной коллекторной шины. С конструктивными целями коллекторную шину помещают в центральный канал. Однако коллекторную шину разрезают пополам до помещения в канал, и концы двух частей коллекторной шины отделяют друг от друга на расстояние 100 мм. Кроме того, слой электроизолирующего вещества помещают между коллекторной шиной и катодным блоком. Эти этапы гарантируют, что коллекторная шина не соединена с блоками катода.
Катодный блок 30 (фиг. 9 и 10), изготовленный из антрацитово-графитовой углеродной смеси или полностью из графита, имеет сформированный в нем центральный канал 31. Центральный канал 31 не существенен для настоящего изобретения и используется в тестовой ячейке для того, чтобы можно было использовать катодные блоки, изготовленные для плавильной печи. Действительно, более предпочтительный вариант осуществления настоящего изобретения не имеет центрального канала 31 и использует катодный блок, имеющий по существу плоскую нижнюю поверхность. Стальную коллекторную шину разрезают пополам, и части 32, 33 помещают в канал 31 с зазором приблизительно 100 мм между его соответствующими концами (лучше всего показано на фиг. 10).
Коллекторная пластина тестовой ячейки содержит четыре (4) полосы 34, 35, 36, 37 из малоуглеродистой стали. Каждая полоса 34, 35, 36, 37 имеет пять (5) отверстий, просверленных так, чтобы облегчить присоединение полос к электрическим контактным штырям. Стальные полосы и коллекторные шины соединяют впритык друг к другу, и полосы приваривают к коллекторным шинам по всей длине полос. После сварки конструкции коллекторная шина/пластина переворачивают и полностью сваривают с внутренней стороны соединения пластина/шина.
Сваренные конструкции пластина/шина затем располагают поверх катодных блоков, и точное расположение отверстий в пластинах переносят на катодные блоки. Затем сверлят отверстия в катодных блоках, чтобы дать возможность сформировать электрические контактные штыри в катодных блоках. Слой 38 металла формируют (например, литьем или сваркой) на внутренних стенках отверстий в катодных блоках и покрытые медью вставки 39 приваривают погружением к металлическому слою, чтобы создать каждый электрический контактный штырь. Как видно из фиг. 9, медные вставки 39 должны быть достаточно длинными, чтобы проходить сквозь отверстия, сформированные в пластинах коллектора. Медные вставки 39 затем приваривают к коллекторным пластинам, используя шайбу 40 из малоуглеродистой стали, установленную над медной вставкой и приваренную к вставке и к коллекторной пластине.
Слой 41 электроизолирующего вещества расположен между коллекторными шинами 32, 33, не допуская соединение коллекторных шин с катодным блоком 30.
Фиг. 10 изображает расположение электрических контактных штырей. Каждая коллекторная пластина имеет пять (5) электрических контактных штырей. Например, коллекторная пластина 34 имеет электрические контактные штыри 42, 43, 44, 45 и 46. Для ясности электрические контактные штыри для коллекторных пластин 35, 36, 37 не пронумерованы. Контактный штырь 42 установлен на расстоянии 50 мм от внутреннего конца 48 коллекторной пластины 34. Электрические контактные штыри 43, 44, 45 и 46 соответственно расположены на расстояниях 182, 330, 510 и 750 мм от внутреннего конца 48 коллекторной пластины 34. Такое расположение электрических контактных штырей выбирают, чтобы попытаться получить однородное распределение тока в металлической "подушке" с минимизацией горизонтальных токов в металлической "подушке". Заметим, что пространственное распределение электрических контактных штырей, показанное на фиг. 10, является только иллюстративным, и могут использоваться другие расположения, если необходимы другие требуемые электрические поля и распределение тока в металлической "подушке".
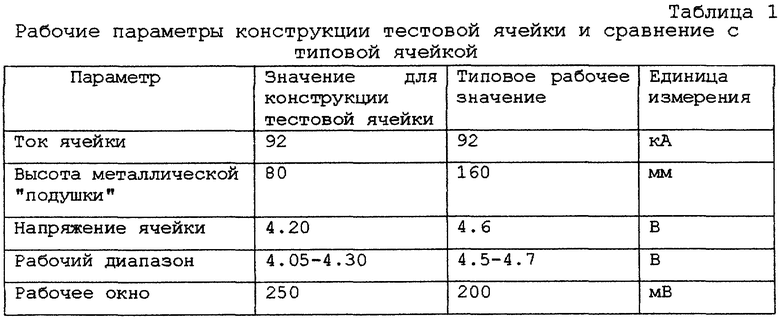
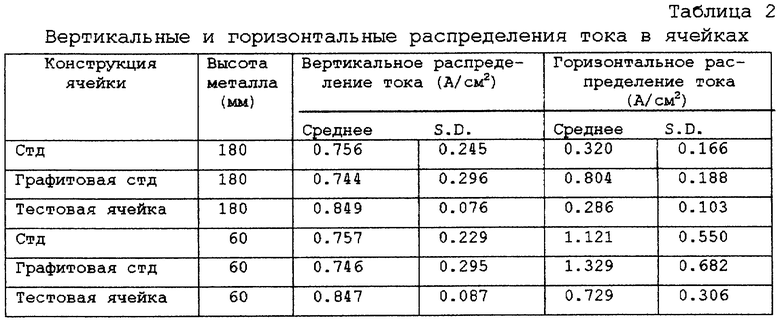
Тестовая ячейка, показанная на фиг. 9 и 10, разработана для того, чтобы функционировать с параметрами, приведенными в табл. 1. Для сравнения типовые значения обычных ячеек, работающих в плавильной печи Bell Bay, также включены в табл. 1.
Электрическое моделирование тестовой ячейки выполняют, чтобы определить распределение тока в обычных ячейках (используя обычные встроенные коллекторные шины) и в тестовой ячейке. Табл. 2 является суммированием данных распределения тока, полученных из 3-мерного электрического моделирования, которая показывает, что тестовая ячейка имеет лучшее вертикальное распределение тока, чем обычные ячейки. В табл. 2 "стд" относится к обычной ячейке с катодами из 30% антрацита, 70% графита, а "Графитовая стд" относится к обычной ячейке с 100% графитовыми катодами.
Работа тестовой ячейки в плавильной печи Bell Bay показывает, что достигается эффективность по току 94,5% по сравнению с эффективностью по току 92%, которая является эффективностью по энергии для ячеек в плавильной печи Bell Bay с тем же самым катодом и конструкцией изолирующего вещества, используя обычную технологию коллекторной шины. Начальная эффективность по энергии была равна 14,3 кВт•час/кГ металла, который выгодно сравнивается с эффективностью по энергии ячейки в плавильной печи Bell Bay для аналогичных ячеек, использующих обычную технологию коллекторной шины, равную 15.0 кВт*час/кГ металла. Начальные падения напряжения в линии для тестовой ячейки при измерении равны 160-210 мВ, экономия составляет 110-160 мВ от начального падения напряжения в линии в обычных ячейках в плавильной печи Bell Bay. Работа ячейки в течение нескольких недель показывает увеличение падения напряжения, но все еще обеспечивается экономия приблизительно 70 мВ перед обычными ячейками. Специалистам ясно, что описанное изобретение допускает изменения и модификации, отличные от тех, которые здесь раскрыты. Должно быть понятно, что изобретение рассматривается для охвата всех таких изменений и модификаций, которые находятся в объеме и контексте изобретения.

Ячейка содержит внешнюю стальную оболочку, смежный с ней слой изолирующего вещества, углеродсодержащий слой, перекрывающий изолирующее вещество, защищающий изолирующее вещество от ванны ячейки и включающий, по меньшей мере, один углеродсодержащий катодный блок. Для снижения расхода электроэнергии катодный блок выполнен со множеством электрических контактных штырей, находящихся в электрическом контакте с нижней его поверхностью, и коллекторными пластинами, находящимися в электрическом контакте с электрическими контактными штырями, при этом электрические контактные штыри распределены по нижней поверхности катодного блока с возможностью создания на верхней его поверхности изопотенциальной поверхности. 6 з. п. ф-лы, 10 ил. , 2 табл.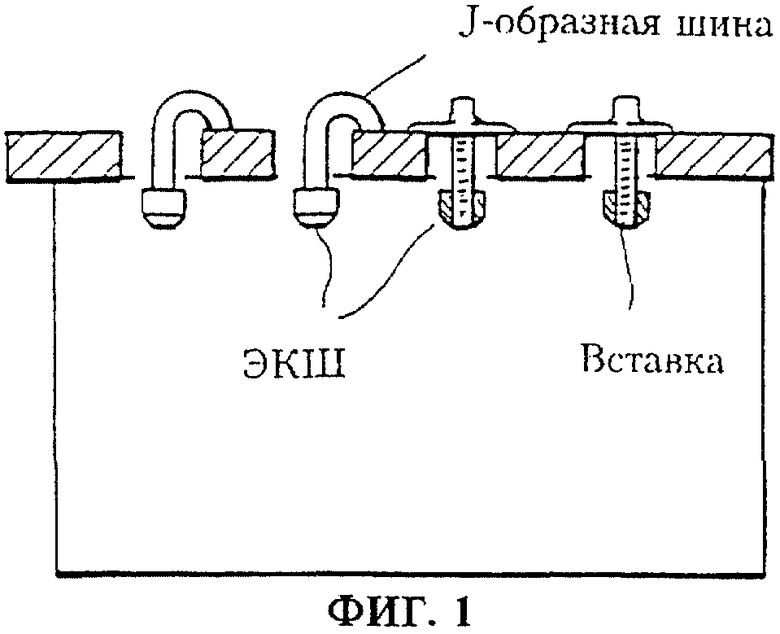
| Регулятор давления жидкости | 1975 |
|
SU620948A1 |
| Устройство катодного узла электролизера для получения алюминия | 1976 |
|
SU685162A3 |
| Катод алюминиевого электролизера для получения алюминия электролизом криолит-глиноземного расплава | 1985 |
|
SU1349702A3 |
| ПОДИУМ-КОНТЕЙНЕР САЛДАЕВЫХ | 1993 |
|
RU2094346C1 |
| СПОСОБ ВЫРАБОТКИ КОНСЕРВОВ "ОКОРОК ЖАРЕНЫЙ С ЛУКОМ" | 2008 |
|
RU2351192C1 |

