w
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| Способ реверсивной прокатки толстых листов | 1989 |
|
SU1667958A1 |
| СПОСОБ АССИМЕТРИЧНОЙ ПРОКАТКИ ПЕРЕДНИХ КОНЦОВ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНЫХ СТАНАХ | 2012 |
|
RU2486974C1 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
| Способ прокатки полос | 1984 |
|
SU1214256A1 |
| Способ горячей прокатки листов | 1984 |
|
SU1217505A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| Способ прокатки листов и полос в реверсивной вертикальной клети | 1990 |
|
SU1722625A1 |
Изобретение относится к прокатному производству, может быть использовано при прокатке листов и полос. Цель способа - повышение качества прокатываемых листов за счет улучшения их служебных свойств и формы путем оптимизации скоростных и деформационных параметров очага деформации, перед пропуском измеряют толщину раската Н, а прокатку ведут с относите л ь- . ным обжатием Ј в пропуске, определяемым по математической формуле. Способ позволяет повысить качество листов путем уменьшения кривизны головной части раската и плоскостности. 2 з.п., 1 ил., 1 табл.
Изобретение относится к прокатному производству и может быть использовано при прокатке листов и полос.
Известен способ прокатки листов, включающий прокатку листов в валках неравного диаметра, причем валок меньшего диаметра выполнен неприводным.
Недостатком этого способа является невозможность корректировки формы полосы, возникающая вследствие отключений параметров процесса прокатки от заданных.
Наиболее близким к изобретению является способ прокатки листов, включающий деформацию раската парой валков, вращающихся с неодинаковыми окружными скоростями. При этом в процессе прокатки определяют износ валков, а соотношение скоростей увеличивают пропорционально величине их износа к ширине листа.
Недостатками этого способа являются неоптимальное соотношение скоростей
валков с точки зрения воздействия на качественные показатели прокатываемых листов (показатели служебных, свойств и формы) и нестабильность задаваемого соотношения скоростей валков в нестационарных процессах прокатки (захват, выброс раската).
Целью изобретения является повышение качества прокатываемых листов за счет улучшения их служебных свойств (ударной вязкости и относительного удлинения) и формы (снижение амплитуды неплоскостности) путем оптимизации скоростных и деформационных параметров очага деформации.
Поставленная цель достигается тем, что перед пропуском измеряют толщину раската Н, а прокатку ведут с относительным обжатием Ј в пропуске, определяемым по формуле
XI
Ю Os О vj 00
ГМ1,9...2.1)-Л (1 - ) + 1,
Н то ч
R
0)
где H,h - толщина раската до и после пропуска соответственно;
R - радиус рабочих валков;
т0 - относительная длина очага дефо- рации, .соответствующая характерным точкам функции
д v
. р (ai + 32 -) m sin (аз m),(2)
где р- кривизна переднего конца раската; У 2------- относительная рззVV i + V2
ность окружных скоростей ведущего vi и ведомого V2 валков;
m
относительная длина
(Н - h)
H + h очага деформации;
ai, 32, эз эмпирические коэффициенты, зависящие от параметров раската и особенности технологии прокатки и равные соответственно ai 0...2.2: 32 0,45...0,15; аз 1,57...2,03. Для уменьшения кривизны головной части раската путем минимизации разности скоростей выхода металла со стороны ведущего и ведомого валков прокатку ведут с относительным обжатием к , соответствующим величинам параметра т0, обращающим в нуль функцию (2). Для улучшения механических свойств и плоскостности раската путем максимизации продольных напряжений в очаге деформации прокатку ведут с относительным обжатием к, соответствующим величине параметра т0, обращающим в нуль первую производную функции (2). При этом разность скоростей выхода металла со стороны ведущего и ведомого ЁЭЛКОВ либо минимальна, либо максимальна, что позволяет получать минимальную кривизну передней части раската в первом случае и минимальную неплоскостность раската во втором случае. Помимо этого, во втором случае вследствие наличия максимальных продольных напряжений в очаге деформации улучшаются механические свойства прокатываемых листов.
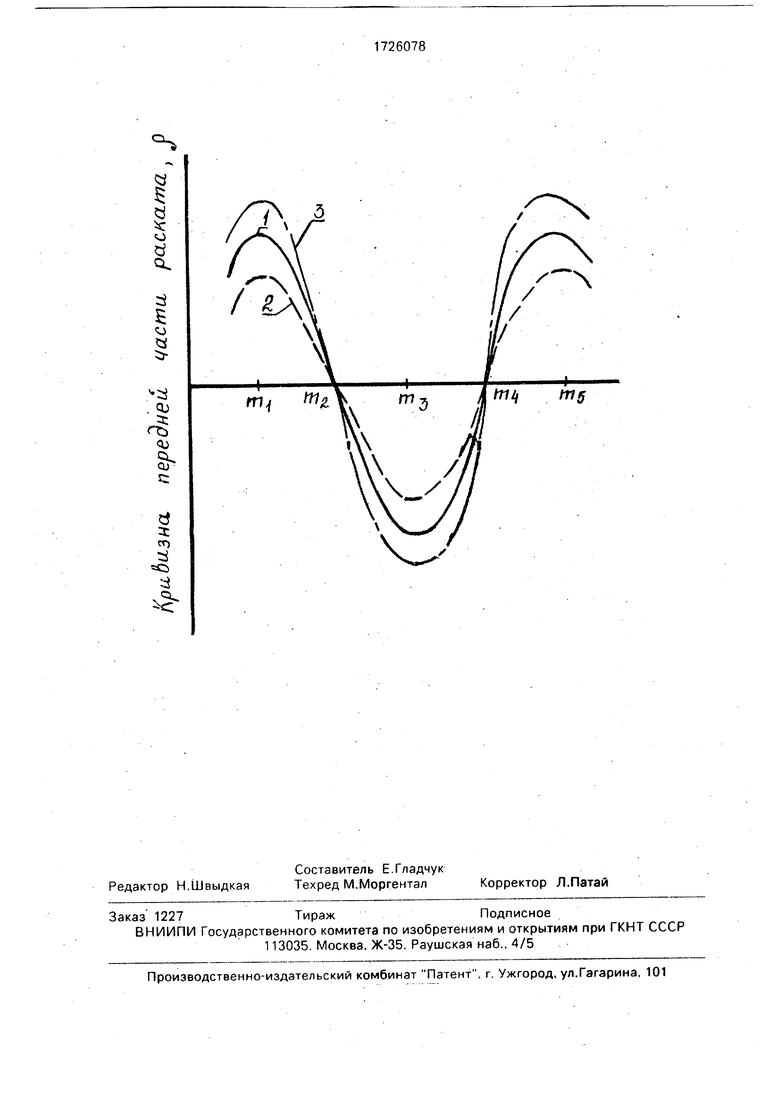
Экспериментально установлено, что зависимость кривизны переднего конца раската от разности скоростей валков и относительной длины очага деформации имеет вид, изображенный на чертеже и описываемый уравнением (2), где
1- при разности скоростей валков д v/v 0:
2- при разности скоростей валков д v/v 0;
0
5
0
5
0
5
0
5
0
5
3 -- при разности скоростей валков д v/v 0.
. -,fd v ,
Функция р t (- , т) имеет периодический характер: существуют точки mi, тз. ms, когда она экстремальна, и точки гп2 и т4, обращающие ее в нуль. Если прокатку вести в окрестностях этих точек, можно путем прокатки с неодинаковыми скоростями валков получить наибольшее повышение качества прокатных листов за счет улучшения их механических свойств (ударной вязкости и относительного удлинения) и формы (уменьшение амплитуды неплоскостности). Если прокатку вести в бкрестностях точек mi и лгм, то из-за компенсации разности скоростей валков обратной по знаку разностью напряжений раскат из валков выходит прямолинейно. Если же прокатку вести в окрестностях точек mi, тз и тв, то здесь разность скоростей выхода металла со стороны ведущего и ведомого валков, равная сумме разности скоростей валков и разности опережений, максимальна.
В очаге деформации возникают максимальные продольные напряжения, способствующие улучшению механических свойств (ударной вязкости и относительного удлинения) и уменьшению амплитуды неплоскостности раската.
Эмпирические коэффициенты ai, aa, яз в формуле (2) зависят от режима нагрева слябов, работы гидросбива, превышения уровня прокатки над уровнем станинных роликов и т.д. и характерны для каждого стана. Эксперименты, проведенные на ряде ТЛС позволяют рекомендовать указанные пределы этих коэффициентов для прокатки раскатов толщиной 250-10 мм.
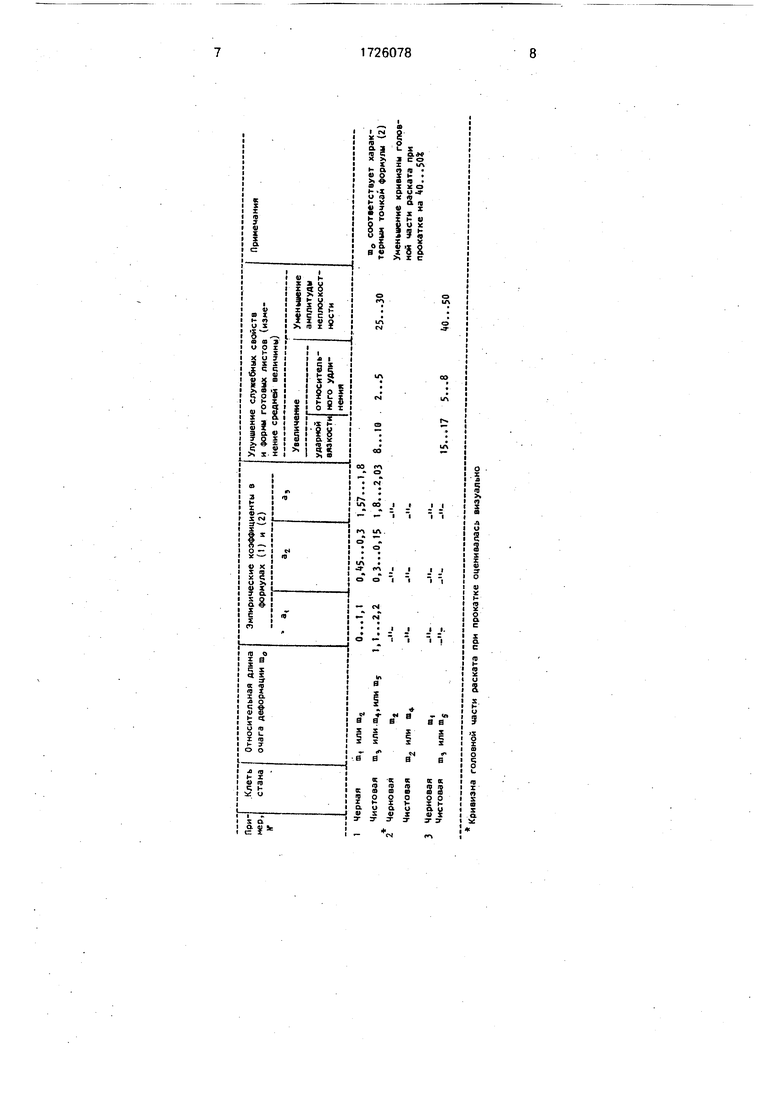
Пример 1. На ТЛС 3000 М К им.Ильича прокатывали штрипсы из стали 09Г2БТ в условиях скоростной асимметрии (см, таблицу). Перед пропуском измеряли толщину раската и затем выполняли прокатку с относительным обжатием е в пропуске, определяемым по формуле (1), при величине относительной длины очага деформации, соответствующей характерным точкам функции (2). В результате прокатка в пропуске протекала со скоростными и деформационными параметрами очага деформации, позволившими повысить качество прокатных листов за счет улучшения их служебных свойств (ударная вязкость и относительное удлинение) и формы (уменьшение амплитуды неплоскостности),
П р и м е р 2. На ТЛС 3000 МК им.Ильича прокатывали штрипсы из стали 09Г2БТ в условиях, аналогичных приведенным в примере 1. Прокатку вели с относительным обжатием Ј, соответствующим величинам параметра т0 функции (1), обращающим в нуль функцию (2), что позволило минимизи- ровать разницу скоростей выхода металла со стороны ведущего и ведомого валков и уменьшить тем самым кривизну головной части раската (см. таблицу). В черновой клети прокатку вели с относительным об- жатием е , соответствующим величине параметра то в окрестности точки rri2, в чистовой клети - с относительным обжатием, соответствующим величине параметра то в окрестности точек т2 или гт)4 (см. чер- теж). В результате был обеспечен ровным передний конец раската.
П р и м е р 3. На ТЛС 3000 МК им.Ильича прокатывали штрипсы из стали 09Г2БТ в условиях, аналогичных приведенным при- мере 1. Прокатку вели с относительным обжатием е , соответствующем величинам параметра т0 функции (1), обращающим в нуль первую производную функции (2), что позволило улучшить механические свойства и плоскостность раскатов путем максимизации напряжений в очаге деформации (см. таблицу).
В черновой клети стана прокатку вели с относительным обжатием е , соответствую- щим величине параметра т0 в окрестности точки mi, а в чистовой клети - с относительным обжатием, соответствующим величине параметра то в окрестности точки тз или ms (см. чертеж).
Формула изобретения
F M q Ш R Л - mS + Г
Ј. 1,3.../,Щ- - IIЛ.Т I
Н т0
I) +1, 0)
где Н - толщина раската до пропуска;
R - радиус рабочих валков;
то - относительная длина очага деформации, соответствующая характерным точкам функции
р (ai + 32 -т) пи sin (аз m) (2) где р- кривизна переднего конца раската.
м
-1.
dv 2
-относительная разV1 V2 V V1 + V2
ность окружных скоростей ведущего (vi) и ведомого (v2) валков;
m
VR(H-h)
H + h
длина очага деформации;
h - толщина раската после пропуска;
ai,a2, аз-эмпирические коэффициенты, зависящие от параметров раската и особенностей технологии прокатки и равные соответственно ai 0...2.2; 32 0,45...0,15; аз 1,57...2,03.
| Авторское свидетельство СССР № 894944,кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
