1
Изобретение относится к области прокатного производства, в частности к совмещению прокатки с непрерывной разливкой заготовок.
Известны прокатные станы для р-едуцирования непрерывнолитой слябовой заготовки, содержащие чередующиеся вертикальные и горизонтальные клети 1.
На таких станах возможна прокатка только в одну нитку, что не позволяет совместить, например, стан с двухручьевой установкой с непрерыв юй разливкой слябов и ограничивает производительность.
Известны также непрерывные прокатные станы для двзниточной прокатки, содержащие в своем составе чередующиеся вертикальные и горизонтальные клети, причем последние имеют калиброванные двухручьевые валки 2.
Двуниточная прокатка на таком стане связана, однако, с пространственным изгибом заготовок для попеременного расположения их либо в общей горизонтальной, либо в общей вертикальной плоскости в соответствии с типом той клети, через которую они проходят. Это обстоятельство делает известный стан пригодным только для прокатки заготовок малого сечения, которые можно транспортировать в пространственных проводках, в частности для мелкого сорта.
Целью изобретения является обеспечение прокатки слябовых полос без их кантовки
и изгиба между клетями.
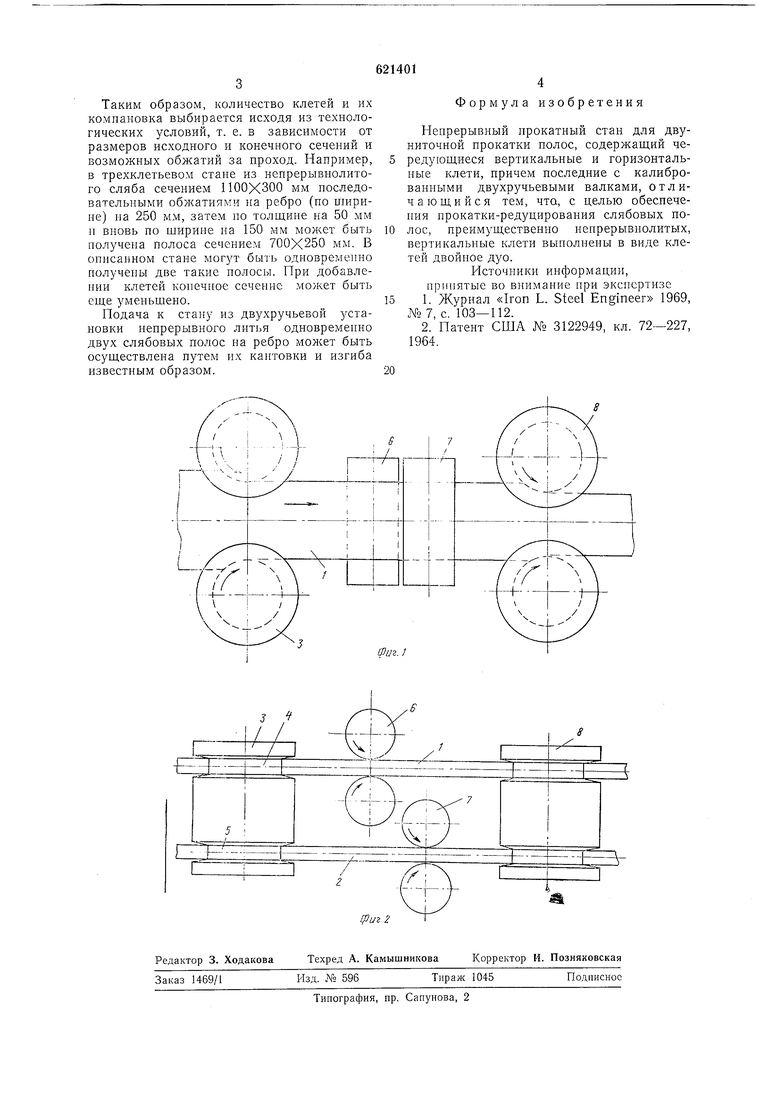
Это достигается тем, что вертикальные клети стана выполнены в виде клетей двойное дуо. На фиг. 1 изображена схема онисываемого стана; на фиг. 2 - то же, в плане.
Стан может прокатывать одновременно две слябовые полосы 1 и 2 и содержит редуцирующую горизонтальную клеть дуо с приводными калиброванными рабочими
валками 3, имеющими по два глубоких ручья 4 и 5, что позволяет обжимать слябовые полосы на ребро, т. е. редуцировать их по ширине. Сразу за горизонтальной клетью расположена вертикальная клеть двойное д.уо, содержащая две пары приводных гладких рабочих валков 6 и 7, служащих для проглаживания, т. е. обжатия по толщине слябовых полос. При этом каждая полоса обжимается в своей паре валков.
При необходимости более интенсивного редуцирования может быть установлена еще одна горизонтальная клеть с калиброванными двухручьевыми валками 8, где полоса вновь редуцируется по ширине и т. д.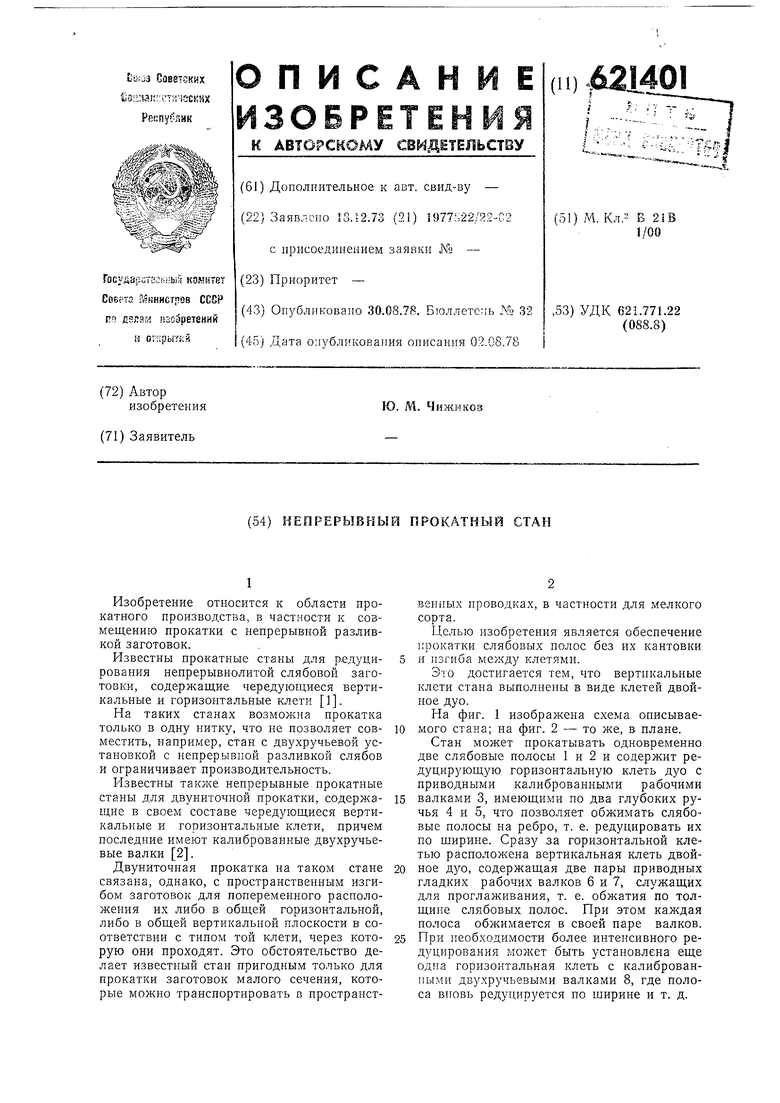
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1997 |
|
RU2128559C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ПОЛОС | 2013 |
|
RU2511159C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
