1
Изобретение относится к области литейного производства, в частности к разливке металла в изложницы.
Известна водоохлаждаемая изложница для отливки слитков, содержащая две секции и прикрепленную к ней медную рубашку толш,ипой 8-15 мм. Секции кожуха совместно со вставками зажаты струбцинами и установлены на поддон.
Медная рубашка имеет достаточно большую толщину и жесткость, что приводит в результате усадки образовавшейся твердой корочки залитого металла к появлению газового зазора между металлом и рубашкой, который снижает интенсивность отвода тепла с поверхности слитка, что, в свою очередь, ведет к снижению производительности и качества металлического слитка (при невысоких скоростях охлаждения в литом металле появляются ликвационные дефекты). Кроме этого, невозможно создать большие давления охлаждающей жидкости для прижатия охлаждаемой рубашки к поверхности слитка.
Целью изобретения является ускорение процесса охлаждения и повышение качества металла.
Цель достигается тем, что кожух снабжен ребрами, с торцами которых сопряжена нерабочая поверхность мембраны, скрепленной с кожухом по его периметру.
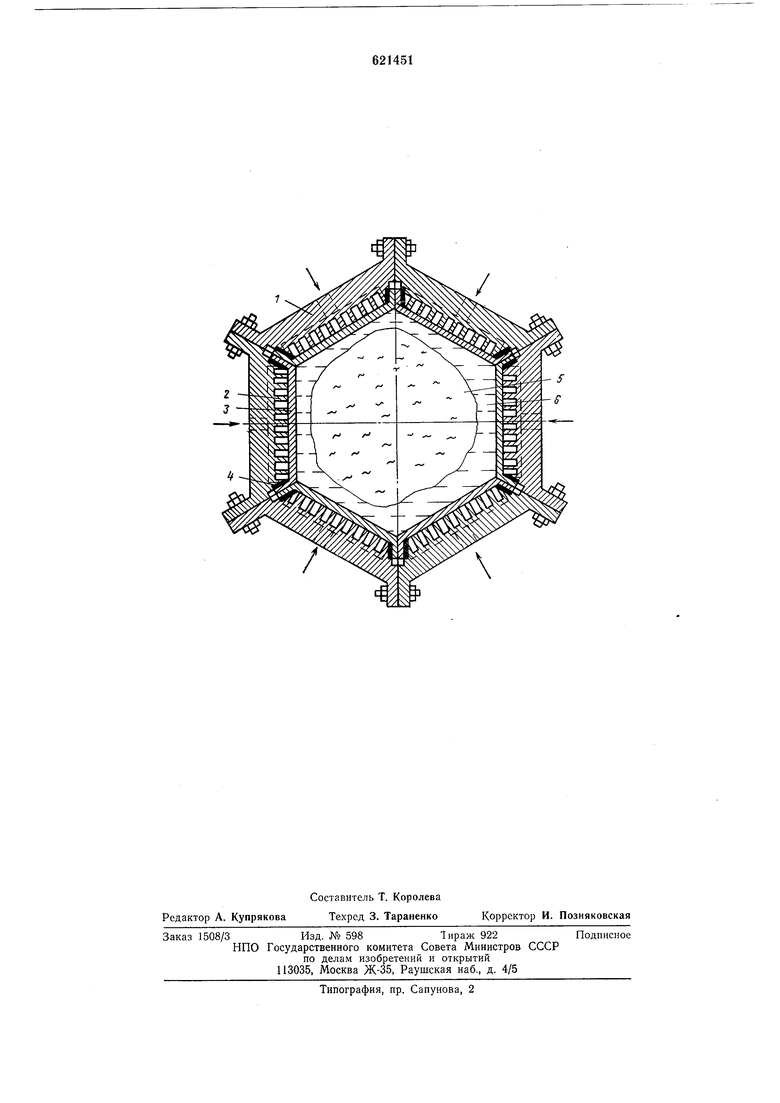
На чертеже изображена изложница для многогранного слитка.
Она состоит из секций кожуха 1 (число секций равно числу граней слитка) с ребрами 2, между которыми имеются щелевые каналы равной с ребрами толщины. К внутренней поверхности кожуха 1 по периметру прижата мембрана 3. Между кожухом 1 и мембраной 3 имеется уплотнительная прокладка 4. При этом ширина ребер 2 равна толщине мембраны 3. В каледой секции имеется входное и выходное отверстия, распределительный и сборный каналы. Для создания избыточного давления охлаждающей жидкости между мембраной 3 и кожухом 1 входное отверстие в 1,5-3 раза больше выходного.
Секции кожуха 1 совместно с мембранами 3 собраны вплотную одна к другой, скреплены болтами и помещены на охлаждаемый поддон (на чертеже не показан).
Работа осуществляется следующим образом.
Предварительно собранный пакет из секций кожуха ставится на поддон, ставится прибыльная надставка и осуществляется заливка жидкого металла. Во время заливки металла через секции изложницы циркулирует вода под давлением 0,7 атм. Поеле заливки металла 5 мембрана 3 опирается на часто расположенные ребра 2 и практически ие имеет прогиба. Этот прогиб устраняется еще и благодаря предварительному давлению охлаждающей жидкости в каналах между ребрами 2. При этом скорость циркуляции охлаждающей жидкости задается достаточной для успещного отвода тепла с поверхности растущей твердой корочки 6. Чем выше давление жидкости, тем плотнее мембрана 3 прижимается к растущей твердой корочке 6, тем выще интенсивность отвода тепла с поверхности слитка. В процессе роста твердой корочки происходит и ее усадка, поэтому для обеспечения плотного контакта мембраны 3 и корочки 6 после заливки по линейному закону увеличивается давление охлаждающей жидкости, которое к концу процесса затвердевания слитка увеличивается до 5 атм и далее поддерживается постоянным до полного охлаждения слитка. После охлаждения слитка до заданной температуры циркуляция жидкости через каналы кожуха прекращается. Снимается прибыльная надставка с изложницы, пакет из секций кожуха совместно со слитком снимается с поддона,кантуется, слиток извлекается, и процесс повторяется.
Так как мембрана имеет небольщую толщину, то ее жесткость незначительна, и практически все давление охлаждающей жидкости в каналах секции кожуха расходуется на упругую (а допустимо и упругопластическую) деформацию мембраны 3.
Происходит контактный теплообмен между корочкой 6 и мембраной 3, который близок к контактному теплообмену при жидкой штамповке между пресс-формой и
отливкой, при этом, имея в виду ограниченную жесткость мембраны 3, - путем наложения значительно меньших удельных давлений. Так как толщина мембраны небольшая, то
она может быть выполнена (при литье тугоплавких металлов) даже из сплавов на основе молибдена, а при литье цветных металлов и сталей - из меди. Во всех случаях происходит высокоинтенсивный теплообмен, что особенно важно при литье сплавов с широким интервалом температуры кристаллизации, склонных к усадочным дефектам и ликвидации.
Таким образом, предложенная изложница позволяет отливать любые сплавы. При этом повыщается производительность за счет интенсификации теплосъема, а также качество литого металла, т а в силу незначительной толщины мембраны 3 изложница имеет более благоприятные условия тепловой работы, что увеличивает ее долговечность и экономичность в эксплуатации.
Формула изобретения
Изложница для отливки слитков, содержащая кожух и мембрану для формирования поверхности слитка, отличающаяс я тем, что, с целью повышения качества слиткоп, кожух снабжен ребрами, с торцаМП которых сопряжена нерабочая поверхность мембраны, скреплепной с кожухом по его периметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для отливки слитков | 1981 |
|
SU986581A1 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |
| Способ получения полых слитков | 1987 |
|
SU1496911A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| Устройство для изготовления литых заготовок | 1979 |
|
SU854583A1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1996 |
|
RU2104117C1 |
| Вкладыш для поддона изложницы | 1983 |
|
SU1199439A1 |
| Устройство для отливки полых слитков | 1986 |
|
SU1388189A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2004 |
|
RU2266173C1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА | 2008 |
|
RU2364466C1 |