плиты с захватами, закрепленной на штоке пневмоцилиндра ее вертикального перемещения.
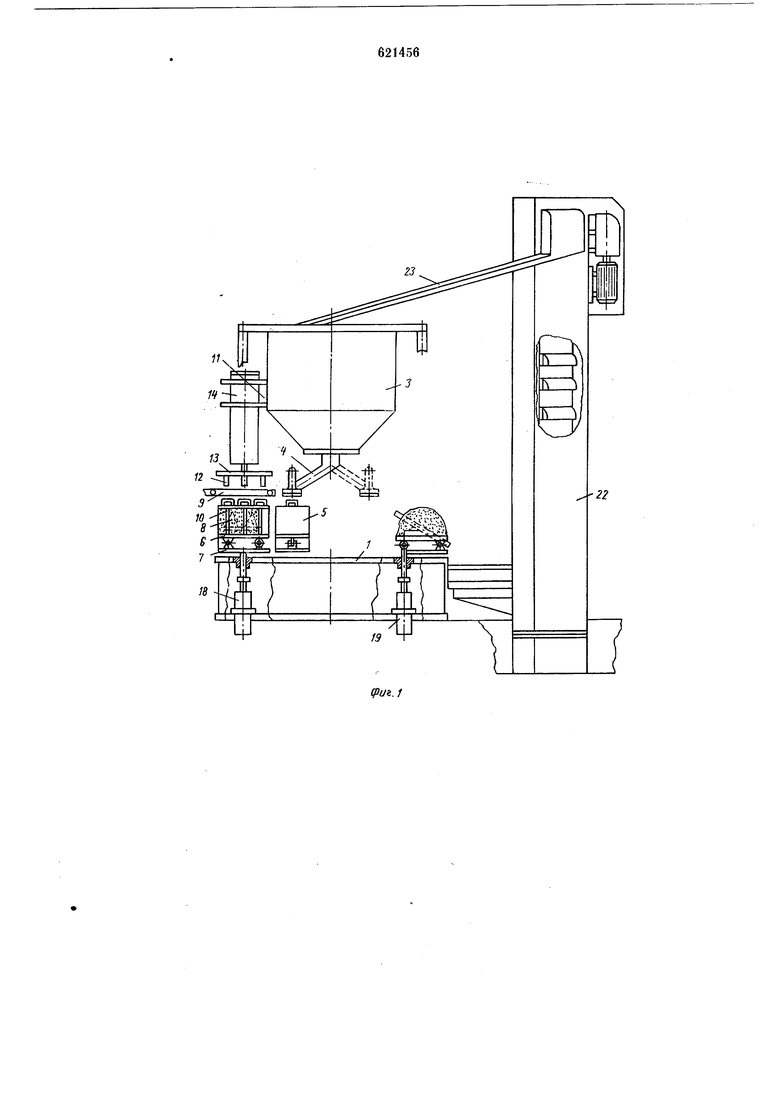
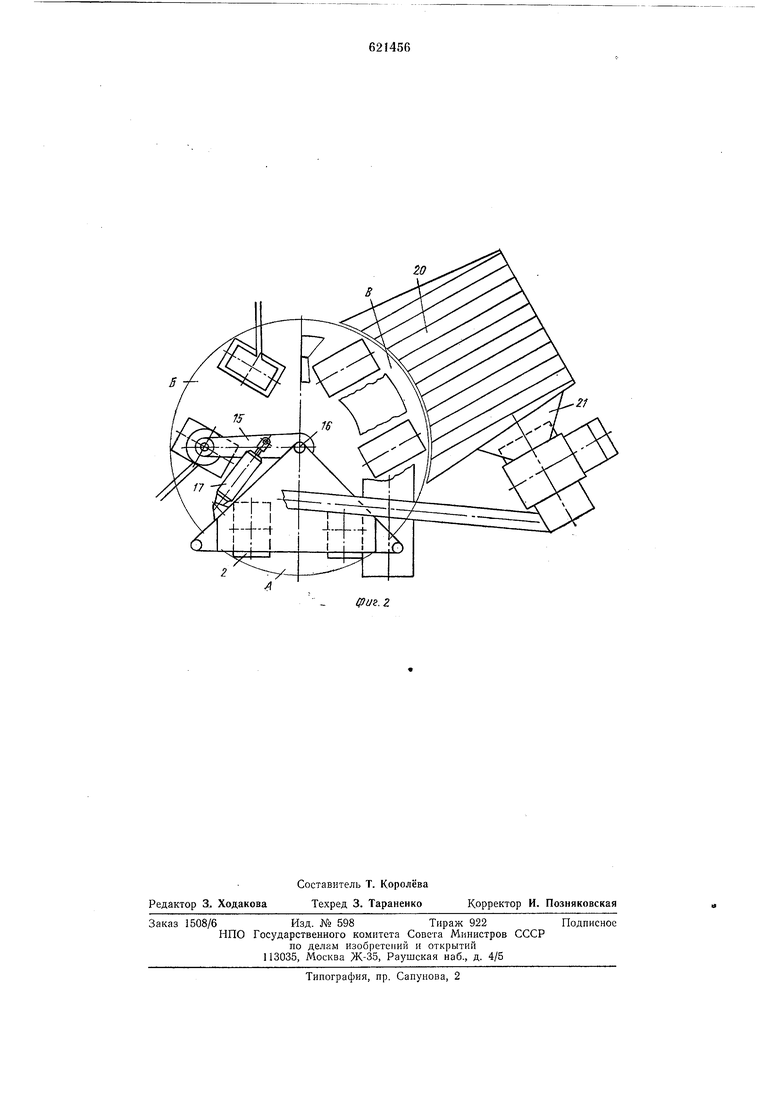
На фиг. 1 изображена предлагаемая установка для восстановления деталей, общий вид; на фиг. 2 - то же, в нлане.
Установка состоит из поворотного стола . 1 в трех положениях А, Б, В. А-положение заполнеппя литейной формы 2 сыпучим формовочным материалом из бункера 3 через поворотный дозатор 4. Литейная форма состоит из опоки 5, установленной на- подмодельную нлиту 6, шарнирно скрепленную с плитой 7. Б - положение заливки жидкого металла с предварительным нагревом детали 8 в индукторе 9 и извлечения элементов литниковой системы 10 механизмом 11, состоящим из захватов 12, расноложенных на плите 13, которая закреплена на штоке пневмоцилиндра 14, установленного на кронштейне 15, закрепленного на оси 16 и соединенного с пневмоцилиндром поворота 17. Для подъема формы в индуктор служит расположенный под формой пневмоцилиндр 18. В - положение выбивки форм с нневмоцилиндрами кантовки 19 выбивной решеткой 20, соединенной склизом 21 с ковнювым элеватором 22, в верхней части которого смонтирован наклонный желоб 23.
Установка работает следующим образом.
В положении А на подмодельную плиту 6 устанавливают опоку 5, насынают из дозатора 4 1/5 часть сыпучего формовочного материала и па него устанавливают деталь 8 с элементами литниковой системы 10, после чего досыпают формовочный материал до нолного заполнения опоки. Формы перемещают в положеиие Б. При помощи -ниевмоцилиндра 18 форма поднимает я в индуктор 9, опоку снимают и включают ТВЧ. После нагрева детали до заданной температуры и снижения формовочной смеси механизмом 11 извлекают из формы элементы литниковой системы и через образовавщиеся в форме каиалы заливают жидкий металл.
Залитые формы .поступают в положение В, где при помощи пневмоцилиндра кантовки 19 сбрасываются на выбивную рещетку 20. С решетки детали ноступают на обработку, а формовочная смесь через склиз 21, элеватор 22, желоб 23 поступает
в бункер 3. Технологический цикл наплавки повторяется. Последовательность в работе узлов установки обеспечивается автоматически.
Применение в установке наполнительновыбивного устройства и механизма извлечения элементов литниковой системы дает возможность механизировать операции формообразования и выбивки, повысить нроизводительность процесса наплавки. Нагрев звеньев гусениц в форме из сыпучих формовочных материалов и их заливка на позиции нагрева значительно улучшают качество наплавки.
Формула изобретения
1.Установка для восстановления деталей, преимущественно звеньев гусениц, жидким металлом, содержащая карусельный стол с литейными формами и цриводом поворота, верхний бункер для формовочной смеси, дозатор, нижний бункер для отработанной формовочной смеси, связанный транспортирующим механизмом с верхним бункером, индуктор токов высокой частоты для нагрева восстанавливаемой детали и механизм подачи ее к индуктору, отличающаяся тем, что, с целью новыщения производительности и улучшения качества восстановленных деталей, она снабжена механизмом извлечения моделей литниковой системы, смонтированном ,на кронштейне, шарнирно установленном на оси карусельного стола и имеющим привод для поворота в горизонтальной плоскости, и выбивной рещеткой, размещенной на позиции выбивки рядом с карусельным столом, а упомянутый дозатор выполнен поворотным в горизонтальной плоскости.
2.Установка но п. 1, отличающаяся тем, что механизм извлечения моделей литниковой системы выполнен в виде плиты с захватами, закрепленной на штоке нневмоцилиндра ее вертикального перемещения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 334009, кл. В 22D 19/10, 1970.
2.Авторское свидетельство СССР № 261134, кл. В 23В 3/10, 1968.
3.Заявка № 2096851/02, кл. В 22D 19/10, 1975, по которой принято рещение о выдаче авторского свидетельства.
;
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Линия для изготовления отливок в безопочных формах с вертикальным разъемом | 1989 |
|
SU1708511A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Установка для выбивки безопочных стопочных форм | 1981 |
|
SU980956A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Установка для изготовления многослойных и восстановления изношенных деталей | 1976 |
|
SU616965A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
| Проходная установка выбивки | 1983 |
|
SU1227331A1 |