Изобретение относится к литейному прюизводству, конкретно к роторно-конвейерным линиям изготовления многосекторных безопочных форм с вертикальным разъемом. .
Цель изобретения - повышение производительности и расширение технологических возможностей линии.
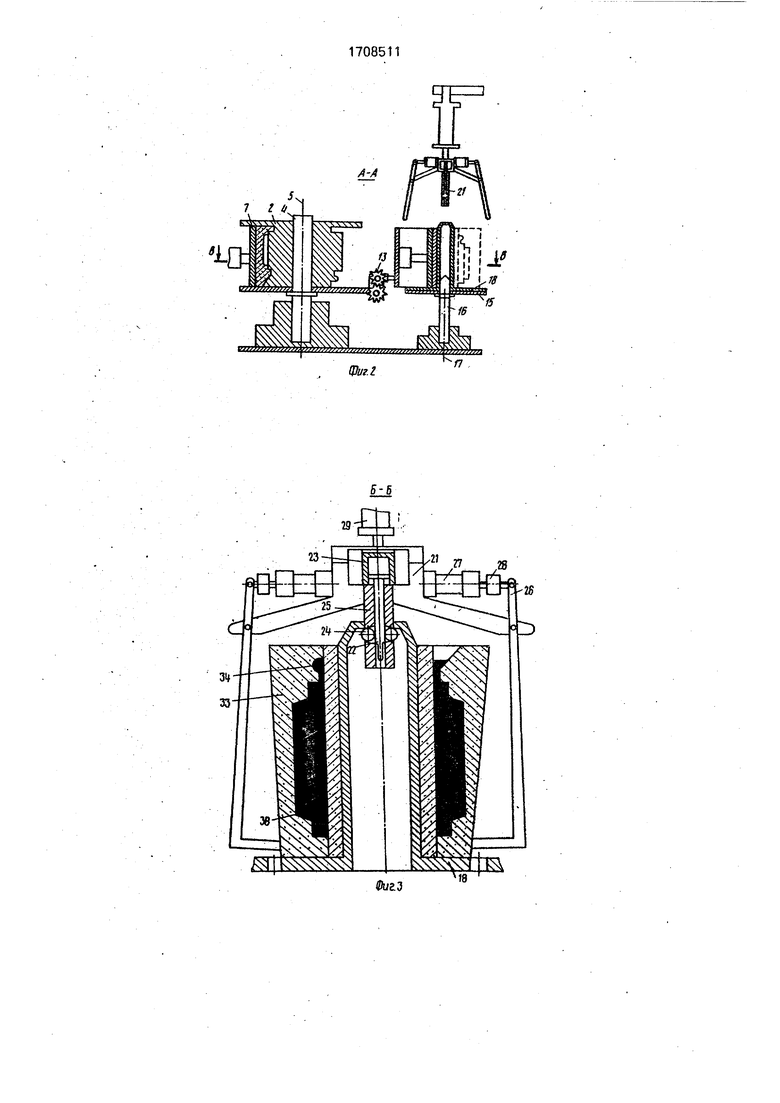
На фиг.1 показана линия изготовления отливок в безопочных формах с вертикальным разъемом, план; на фиг.2 - разрез А-А на фиг.1 (по формовочному агрегату): на
фиг.З - разрез Б-Б на фиг.1: на фиг.4 разрез В-В на фиг.2.
Линия изготовления отливок в безопочных формах с вертикальным разъемом содержит многопозиционный формовочный агрегат 1 (фиг. 1,4) в составе модели 2 (фиг.1,2,4) с разделительными пластинами 3 (фиг.4), смонтированной на вале 4 модели 2 (фиг.2 и 4), ось которого совпадаете осью 5 вращения карусельного формовочного агрегата и прессовыталкивающих механизмов 6 кантования и установки секторов форм (фиг.1), каждый из которых состоит из прессовыталкивающей плиты 7 (фиг.2 и 4) в корпусе 8 (фиг.4) с гидроцилиндром 9 перемещения корпуса, установленной на штоке 10 поршневого привода 11, подвижных захватов 12 и привода 13 кантования и установки секторов форм (фиг.2 и 4). Устройство 14 для сборки форм (фиг. 1) выполнено в виде поворотного стопа 15 (фиг.2,4) валом 16 стола (фиг.2), ось 17 вращения которого параллельна оси 5 вращения карусельного формовочного агрегата. Плиты-стержни 18 (фиг.2 и 3) образуют транспорт форм с последовательно чередующимися столами-каруселями 19 (фиг. 1) и каруселями 20 (фиг. 1 и 4). у которых подвески 21 (фиг.З) состоят из штока 22, гидроцилиндра 23, шариков 24, корпуса 25. Выбивное устройство выполнено в виде смонтированных на подвесках 21 клещевых захватов 26 с приводом 27, вибратором 28, гидроцилиндром 29 подъема.
Стопы-карусели 19 дополнительно снабжены фиксаторами 30 (фиг.1), штырями 31 для жакетирования четырехсекторной песчаной формы 32, образуемой секторами 33 (фиг.З и 4) и центрального песчаного стержня 34 (фиг.З). РКЛ также снабжено дозатором 35 (фиг.1) для заливки расплава в формы, решеткой 36 для дробления кусков песчаной формы, конвейером 37 для удаления готовых отливок 38, бункером 39 для подачи смеси в карусельный формовочный агрегат 1.
Линия изготовления отливок в безопочных формахС вертикальным разъемом работает следующим образом.
На карусельном формовочном агрегате формуются сектора 33 формы, а также два центральных полустержня, образующих стержень 34, Сборка частей формы осуществляется на поворотном столе 15. Извлечение частей формы из карусельного формовочного агрегата, перенос частей формы с кантовкой на 180° при переносе и установке на поворотном столе осуществляется прессовыталкивающими механизмами опрокидывания и установки секторов форм. При сборке форм поворотный стол устройства сборки форм поворачивается синхронно вращению карусельного формовочного агрегата по количеству секторов форм и по величине угла каждого сектора.
Затем осуществляется захват собран. ной формы подвеской 21 карусели 20 и транспортировка ее на стол-карусель 19. После заливки формы чугуном из дозатора 35 форма транспортируется последовательно установленными каруселями 20 и столами-каруселями 19.
Над выбивной решеткой 36 производится выбивка смеси вибрирующими клещевыми захватами 26, смонтированными на подвесках 21. Отливка 38 удаляется по транспортеру 37, а вспомогательная оснастка 18 возвращается на устройство сборки форм.
При изготовлении отливки станины электродвигателя перспективной серии АИ160 с горизонтально-вертикальным оребрением линия изготовления от«пивок в формах с вертикальным разъемом работает следующим образом.
Гидроцилиндром 9 (фиг.4) корпус 8 прессовыталкивающей плиты 7 смывается с разделительными пластинами 3 модели 2 (позиция I). Из бункера 39 (фиг.1) песчаноглинистая смесь подается в полость, образованную корпусом 8 (фиг.4) прессовыталкивающей плитой 7, моделью 2 (поз. II и IV)- Плитой 7 осуществляется прессование смеси (фиг.4) и отвод от модели песчаного сектора 33. Далее приводом 13 кантования и установки секторов форм осуществляется перенос секторов 33 форм с их одновременной кантовкой на 180°. На рабочую поверхность 18 поворотного стола 15 сектора форм устанавливаются ос нованием вниз, в то время как их формовка осуществлялась по перевернутой модели 2.
Таким образом, расположение рабочей поверхности поворотного стола в зоне действия прессовыталкивающего механизма опрокидывания и установки форм позволяет осуществить производительный перенос, кантовку и установку секторов форм на устройство сборки форм.
Порядок сборки песчано-глинистой формы следующий.
Вначале прессуются и устанавливаются два центральных полустержня, а затем наружные части формы - четыре сектора 33. Точная сборка формы производится за счет синхронного вращения карусельного формовочкого агрегата 1 иустройства 14 сборки форм, выполненного в виде поворотного стола с осью вращения, параллельной оси вращения карусельного формовочного агрегата.
После сборки формы подвески 21 захватывают плиту-стержень 18 вместе с формой 32 и карусель 20 транспортирует песчанке формы на стол-карусель 19. Захваты 26 подвесок 21 удерживают форму 32 в собранном виде. Плита-стержень 18 устанавливается и фиксируется на столе-карусели 19 с помощью фиксаторов 30. При опускании плиты-стержня 18 на стол-карусель 19 штыри 31 жакетируют форму 32 для безаварийной заливки чугунов. Заливка производится из дозатора 35. Далее песчаные формы с отливками последовательно транспортируются на соседнюю карусель 20. далее на
стол-карусель 19 и т.д., в процессе чего происходит Охлаждение отливок. Карусель 20, находящаяся над решеткой 36, снабженная
выбивными устройствами, производит ВЫ
бивку отливок от песчано-глинистой смеси вибрационными клещевыми захватами 26. Конструкция выбивного устройства в виде вибрационных клещевых захватов, смонтированных на подвесках каруселей, позволяет в период транспортирования отливки произвести ее выбивку, последовательно удалить плиту, стержень и отливку. Ранее в известных устройствах клещевые захваты использовались по прямому назначению для удержания транспортируемого груза.
Использование предлагаемой конструкции линии снижает трудоемкость изготовления песчаных форм для сложных полых отливок, уменьшает массу отливки за счет многоразьемности формы. Формула изобретения Линия для изготовления отливок в безопочных формах с вертикальным разъемом.
У/,
содержащая многопозиционный карусельный формовочный агрегат, устройство
для сборки форм, транспортное средство
собранных и залитых форм, а также заливочное и выбивное устройства, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей линии, она снабжена механизмом кантования и установки изготовленных частей формы и механиамом синхронного вращения карусельного формовочного агрегата и устройства сборки форм, которое выполнено в виде поворотного стола с
осью вращения, параллельной оси вращения карусельного формовочного агрегата, при этом транспортное средство состоит из последовательно чередующихся столов-каруселей с подвесками
для форм, а выбивное устройство представляет собой вибрационные клещевые захваты, смонтированные на подвесках столов каруселей.
IS
35
3S
Фиг. г


| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Модельная оснастка для изготовления отливок типа гильз | 1986 |
|
SU1386354A1 |
| Автоматическая литейная линия | 1974 |
|
SU743784A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| Автоматическая линия для изготовления безопочных форм с вертикальным разъемом | 1978 |
|
SU749566A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |

-Изобретение относится .к литейному производству, конкретно к роторно-конвей- ерным линиям изготовления многосекторных безопасных форм с вертикальным разъемом. Цель изобретения - повышение производительности и расширение технологических возможностей линии. Это достигается тем, что в роторно-конвейерной линии изготовления многосекторных безопочныхформ с вертикальным разъемом, содержаще11 многопозиционный карусельный формовочный агрегат,, устройство сборки форм, транспорт форм и выбивное устройство, карусельный формовочный агрегат снабжен механизмом кантования и установки секторов форм для их сборки, устройство для сборки форм выполнено в виде поворотного стола с осью вращения, параллельной оси вращения карусельного формовочного агрегата, транспорт форм - в виде последовательно чередующихся столов-каруселей с подвесками для форм. Кроме того, выбивное устройство выполнено в виде вибрационных клещевыхза.чватов, смонтированных на подвесках каруселей, а линия снабжена механизмом синхронизации вращения карусельного формовочного агрегата и устройства сборки форм по количеству секторов формы и величине угла каждого сектора. 4 ил.
IS
Ф(ИЪ
| Сафронов В.Я | |||
| Справочник по литейному оборудованию | |||
| М.: Машиностроение, 1985, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
