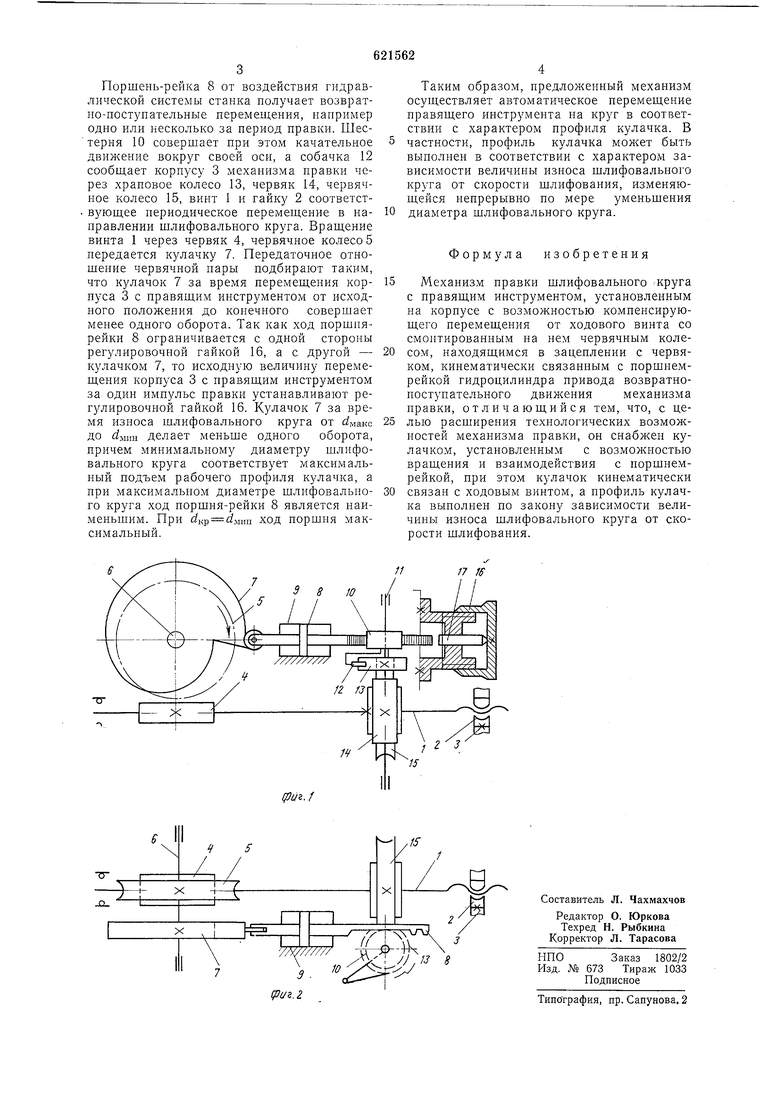
Поршень-рейка 8 от воздействия гидравлической системы станка нолучает возвратио-поступательные перемещения, нанример одно или несколько за период правки. Шестерня 10 совершает при этом качательное движение вокруг своей оси, а собачка 12 сообш;ает корпусу 3 механизма правки через храповое колесо 13, червяк 14, червячное колесо 15, винт 1 и гайку 2 соответствуюш;ее периодическое перемеш,ение в направлении шлифовального круга. Вращение винта 1 через червяк 4, червячное колесо 5 передается кулачку 7. Передаточное отношение червячной нары подбирают таким, что кулачок 7 за время перемещения корпуса 3 с правящим инструментом от исходного положения до конечного совершает менее одного оборота. Так как ход поршнярейки 8 ограничивается с одной стороны регулировочной гайкой 16, а с др)гой - кулачком 7, то исходную величину перемещения корпуса 3 с правящим инструментом за один импульс правки устанавливают регулировочной гайкой 16. Кулачок 7 за время износа шлифовального круга от до мин делает меньше одного оборота, причем минимальному диаметру шлифовального крута соответствует максимальный подъем рабочего профиля кулачка, а при максимальном диаметре шлифовального круга ход поршня-рейки 8 является наименьшим. При йкр .м1ш ход поршня максимальпый.
17 к
г J Таким образом, предложенный механизм осуществляет автоматическое перемещение правящего инструмента на круг в соответствии с характером профиля кулачка. В частности, профиль кулачка быть выполнен в соответствии с характером зависимости величины износа щлифовального круга от скорости шлифования, изменяющейся непрерывно по мере уменьщения диаметра шлифовального круга. Формула изобретения Механизм правки шлифовального круга с правящим инструментом, установленным на корпусе с возможностью компенсирующего перемещения от ходового винта со смонтированным на нем червячным колесом, находящимся в зацеплении с червяком, кинематически связанным с поршнемрейкой гидроцилиндра привода возвратнопоступательного движения механизма правки, отличающийся тем, что, с целью расширения технологических возмол ностей механизма правки, он снаблсен кулачком, установленным с возможностью вращения и взаимодействия с поршнемрейкой, при этом кулачок кинематически связан с ходовым винтом, а нрофиль кулачка вынолиен по закону зависимости величины износа шлифовального круга от скорости шлифования.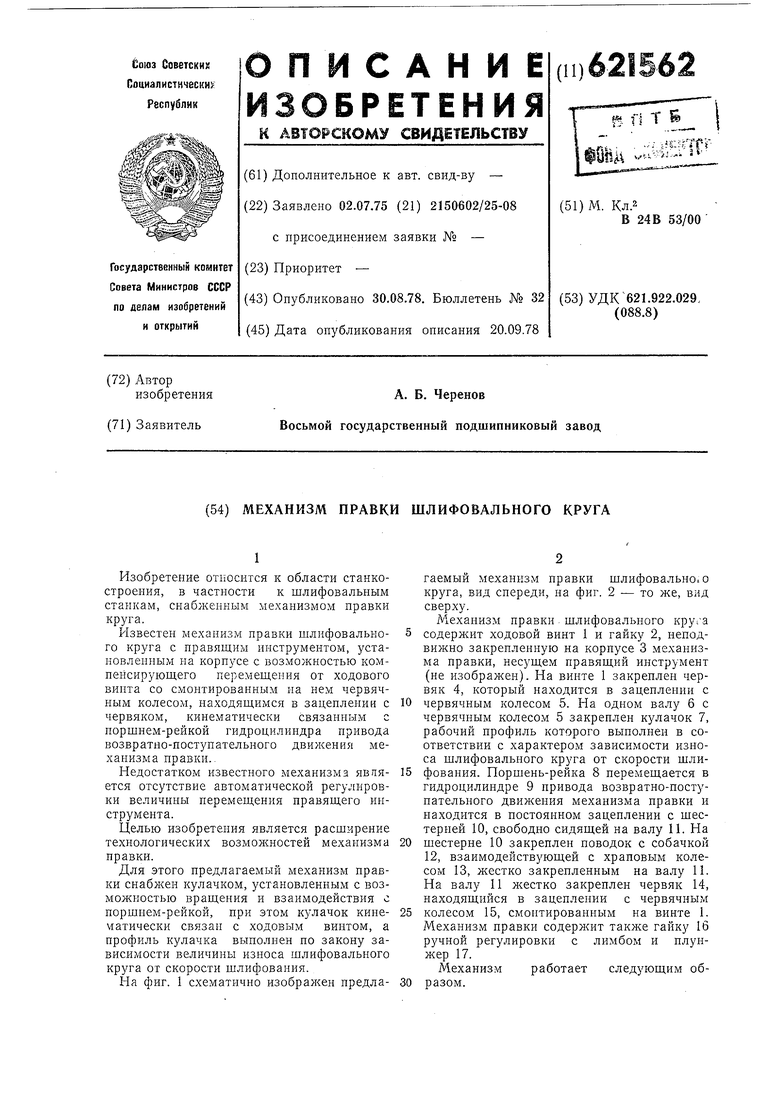
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Шлифовальная бабка | 1980 |
|
SU967264A3 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Устройство для восстановления режущей способности шлифовального круга | 1980 |
|
SU952537A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1256939A1 |
