Изобретение относится к станкостроению и может быть использовано при создании оснастки к унииерсаль- ным шлифовальным станкам.
Цель изобретения - расширение технологических возможностей устройства за счет переналадки на различны профили правки путем выполнения кулачка в виде барабана с набором плас тинj образующих его рабочую поверхность, привода вращения кулачка в виде зубчатой рейки и шестерни, контактного элемента кулачкового механизма в виде ролика, плавно огибающего составную рабочую поверхность кулачка.
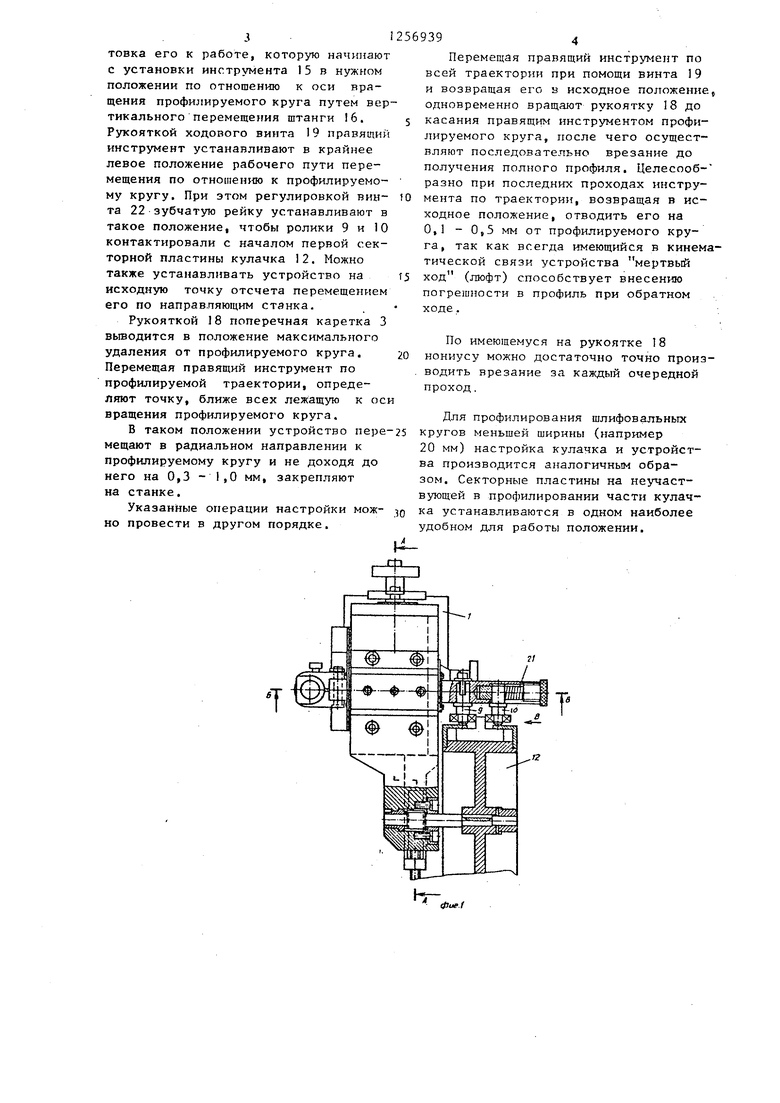
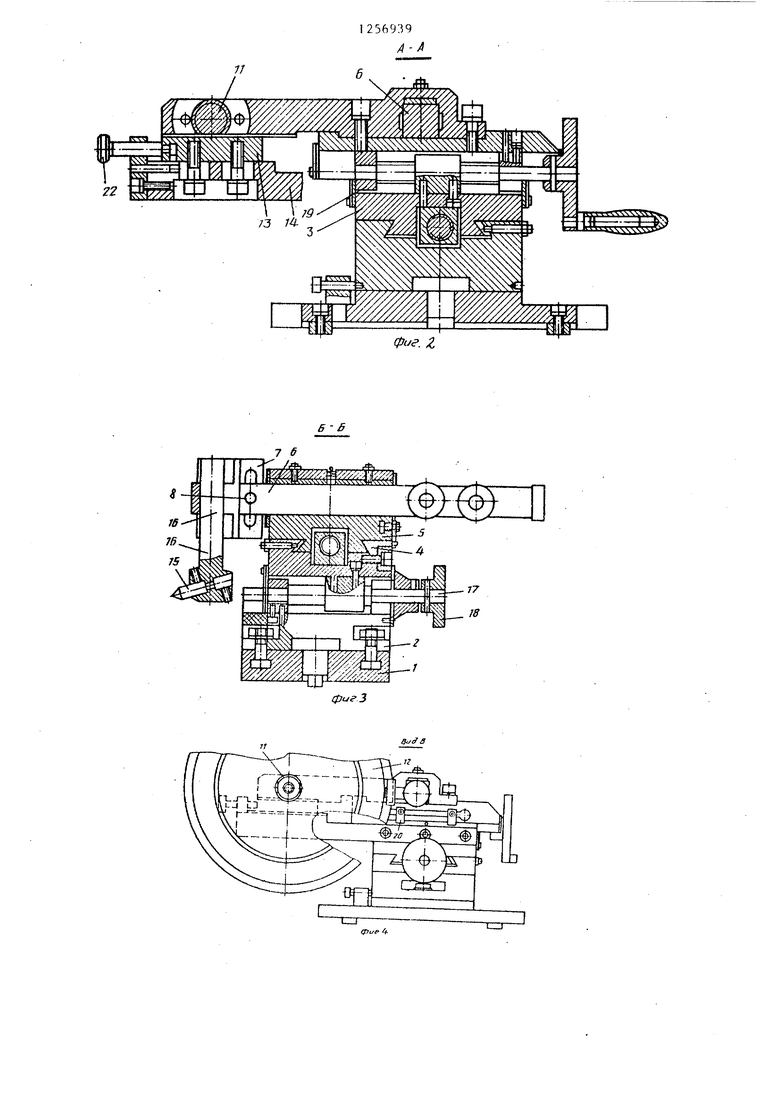
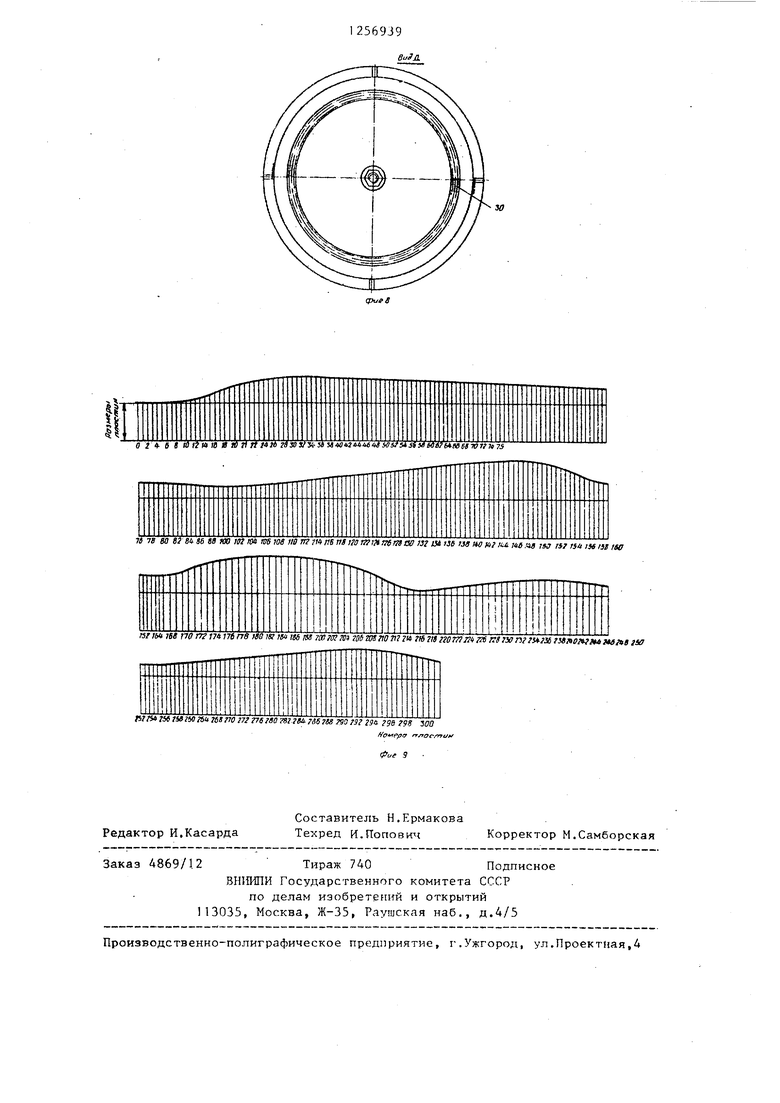
На фиг.1 изображено устройство, общий вид; на фиг.2 - сечение А-А. на фиг.1; на фиг.З - сечение Б-Б на фиг.; на фиг.4 - вид В на фиг.1; на фиг.5 - составной кулачок, разрез; на фиг.6 - сечение Г-Г на фиг.5; на фиг.7 - приспособление для настроки копира; на фиг.З - виД Д на фиг.7; на фиг. 9 - профиль профилирумого круга для примера, вьтолненный по .длине в масштабе 20:1.
Устройство содержит основание , на котором закреплен поворотный слой 2, несущий поперечную каретку 3 в Виде установочной плиты 4, имеющей направляющие, в которых расположены продольные салазки 5 с поперечным ползуном 6. ПоЛзун 6 несет алмазодер жатель 7. крепящийся винтом 8, и имеет контактный элемент в виде ролика 9, а также вспомогательный подвижньп ролик 10. Продольные салазки 5 имеют щестерню П, с которой жестко соединен кулачок 12. К установочной плите 4 прикреплена зубчатая рейка 13, например, посредством штанги 14.
Правящий инструмент 15 крепится посредством штанги 16 в алмазодержа- теле 7.
Ходовой винт 17 служит для поэтапного врезания в профилируемый круг на глубину, контролируемую по нониусу на рукоятке 18, а также для отвода правящего инструмента от профилируемого круга. Перемещение правящего инструмента вдоль оси профилируемого круга осуществляется при помощи ходового винта 19 и при необходимости может быть ограничено упорами 20. Конструкция крепления ролика 10 обеспечивает беззазорный контакт с
рабочей поверхностью кулачка при помощи пружины 21. Диаметр роликов 9 и 10 определяется расчетно, исходя из условия, что радиус ролика Bcei- да должен быть несколько меньше самого малого радиуса, образованного профильной кривой кулачка. При зтом следует учитывать, что чем больше диаметр ролика, тем больше плавность движения и тем меньшую амплитуду колебаний совершает правящий инструмент.
При необходимости регулировка положения зубчатой рейки 13 относительно шестерни 1I может быть осущест- Блена посредством винта 22.
Составной кулачок 12 состоит из набора секторных пластин 23 с выступом 24, расположенных в пазу на ободе барабана 25. Пластины зажимаются при помощи фиксированного от смещения по углу клина 26.
Пластины 23 при настройке перемещаются вдоль оси кулачка, и торцы выступов образуют ступенчатую рабочую поверхность 27, которая определяет собой заданный профиль, растянутый по длине, например, в 15 раз. При зтом смещение пластин относительно диаметральной плоскости симметрии кулачка равно радиальному смещению соответствующих данным пластинам точек, на заданном профиле относительно описанной цилиндрической поверхности.
Приспособление для настройки составного кулачка (фиг.7)состоит из стойки 28, шайбы 29, пластин 30, фиксирующего механизма 31.
После настройки приспособления на нужный профиль на него устанавливается кулачок с незажатыми пластинами. Пластины 23, имея возможность свободного перемещения вдоль оси кулачка, смещаются и прилегают торцами выступов к торцам соответств.ую- щих им пластин 30 приспособления для настройки, при зтом в точности повторяя образованный им профиль. Пластины 30 несколько тоньше секторных пластин 23 и расположены строго под теми же углами, что и оси симметрии- секторных пластин 23. Это обеспечивает возможность закрепления пластин кулачка фиксированным клином 26 без погрешностей, искажающих профиль.
Настроенный кулачок устанавливается в устройство для правки шлифовального круга. Производится подго3
тонка его к работе, которую начинают с установки инструмента 15 в нужном положении по отношению к оси вращения профилируемого круга путем вер тикального перемещения штанги 16. Рукояткой ходового витгта 19 правящий инструмент устанавливают в крайнее левое положение рабочего пути перемещения по OTHomeHi-no к профилируемому кругу. При этом регулировкой винта 22 зубчатую рейку устанавливают в такое положение, чтобы ролики 9 и 10 контактировали с началом первой секторной пластины кулачка 12. Можно также устанавливать устройство на исходную точку отсчета перемещением его по направляющим станка.
Рукояткой 18 поперечная каретка 3 вьшодится в положение максимального удаления от профилируемого круга. Перемещая правящий инструмент по профилируемой траектории, определяют точку, ближе всех лежащую к ос вращения профилируемого круга.
В таком положении устройство пере мещают в радиальном направлении к профилируемому кругу и не доходя до него на 0,3 - 1,0 мм, закрепляют на станке.
Указанные операции настройки мож- но провести в другом порядке.
Т
5
5
569394
Перемещая правящий инструмент по всей траектории при помощи винта 19 и возвращая его в исходное положение, одновременно вращают рукоятку 18 до касания правящим инструментом профилируемого круга, после чего осуществляют последовательно врезание до получения полного профиля, Целесооб- разно при последних проходах инструмента по траектории, возвращая в исходное положение, отводить его на 0,1 - 0,5 мм от профилируемого круга, так как всегда имеющийся в кинематической связи устройства мертвый ход (люфт) способствует внесению погрешности в профиль при обратном ходе.
По имеющемуся на рукоятке 18 нониусу можно достаточно точно прои . водить врезание за каждый очередной проход.
Для профилирования шлифовальных кругов меньшей ширины (например 20 мм) настройка кулачка и устройства производится аналогичным образом. Секторные пластины на неучаствующей в профилировании части кулачка устанавливаются в одном наиболее удобном для работы положении.
г/
фие.(
. Z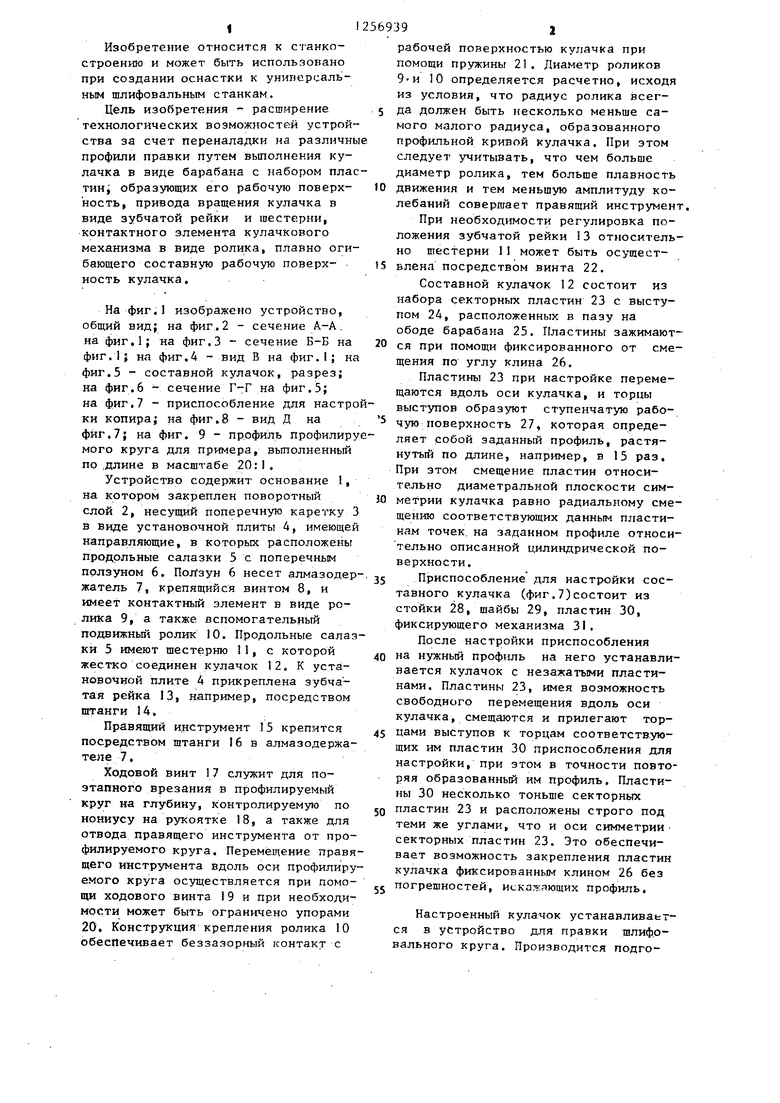
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальная бабка | 1980 |
|
SU967264A3 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Устройство для определения динамических характеристик абразивного инструмента | 1982 |
|
SU1146179A1 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1344589A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1007949A1 |
| Механизм правки шлифовального круга | 1975 |
|
SU621562A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Круглошлифовальный станок | 1985 |
|
SU1323345A1 |
| Устройство для правки фасонного шлифовального круга по профилю в виде дуги, сопряженной с прямыми линиями | 1985 |
|
SU1373548A1 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1450988A1 |
TIP
28/ (риг. 7
б
77
о 2 | 5 t tunio to Я го г
ti MJtit yexyi iatiti,t4is ifi ii 6e6 f eseiT6iiTtjs
71 7S ea eTsit S6 ев MO mm тб т на т т т ns чвт аиняае т at ме aewnf лл ке .tte rsy rsr пл IM да /«р
rsf т lit по т n t т па т; т т isi не гаг да да т т т г т гп ттпт тя ns jx пг г.}х га
(гиг йкчк пог7гт7бгва7«ив1 7/(блет згг91 зоо
Редактор И.Касарда
Составитель Н.Ермакова
H.rronoBK t Корректор М.Самборская
Заказ А869/1.2 Тираж 740Подписное
ВИНИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
rrjJOrfrrUtf
tpuf 9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Дубовик Н.П | |||
| и др | |||
| Устройства для правки шлифовальных кругов алмазными инструментами | |||
| Киев: Науко- ва думка, 1982, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
