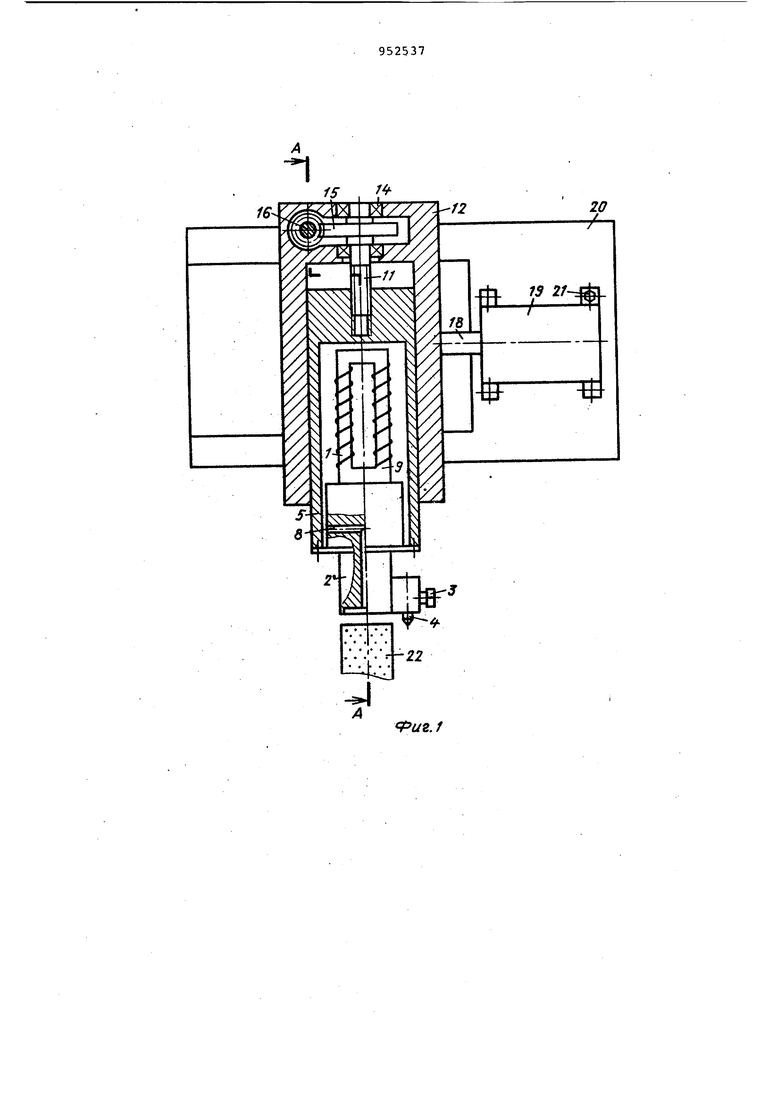
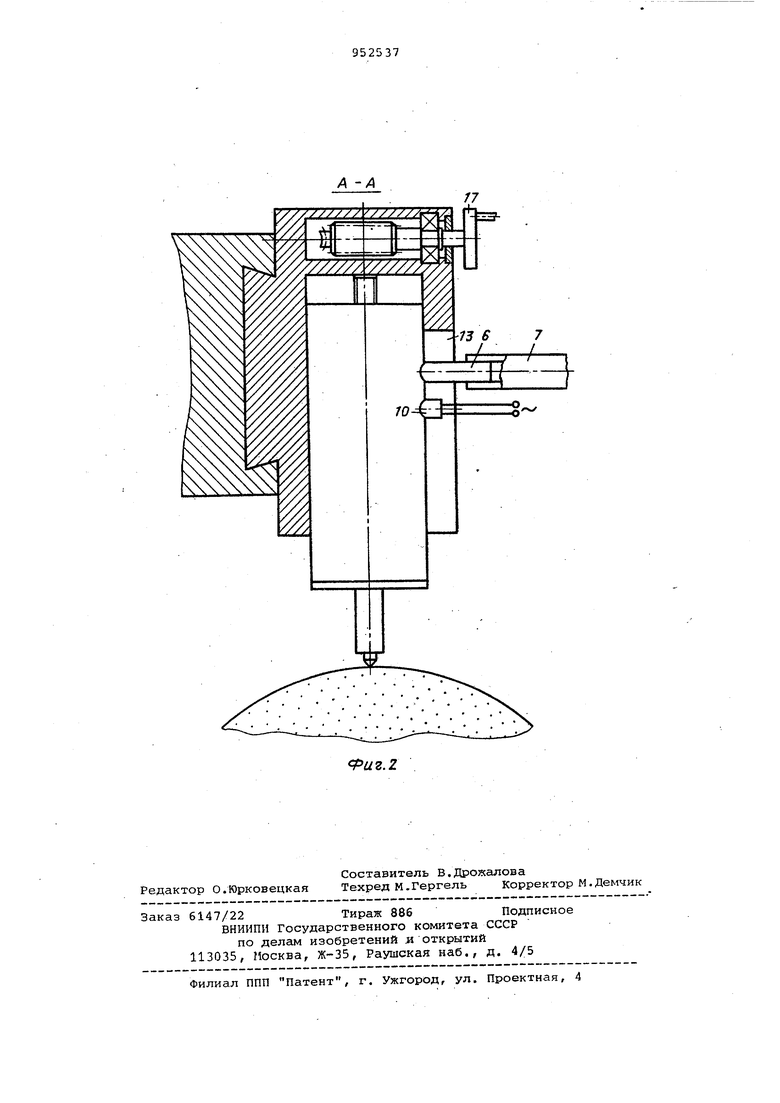
упираясь своей наружной поверхностью в стенки паза 13, предотвращает проворот пиноли 5 вокруг своей оси. На гладкой цилиндрической части ходового винта 11, установленного в подшипниках 14, жестко закреплено червячное колесо 15, находящееся в зацеплении с червяком 16. На конце вала червяка закреплен маховичок 17. К корпусу 12 жестко крепится шток поршня 18 гидроцилиндра 19, установленного на неподвижной направляющей плите 20 с помощью болтов 21.
Работает устройство следующим образом.
Для правки круга правящий инструмент 4 устанавливается в заданное положение относительно шлифовального круга 22, определяемое глубиной правки. Для этого перемещают пиноль 5 вращением ходового винта 11, червячного колеса 15 и червяка 16 от маховичка 17. На волновод 2 подают ультразвуковые колебания. В правую по- лость гидроцилиндра 19 подают масло, и шток поршня 18 вместе, с корпусом 12 и пинолью.5 перемещается по направляющей плите 20. Так осуществляется ультразвуковая правка шлифовального круга 22. Затем масло подают в левуЛ часть гидроцилиндра 19, и корпус 12 с пинолью 5 возвращается в исходное положение. Вращением махоу вичка 17 через червячную и винтовую передачи волновод 2 устанавливают с необходимым зазором (0,1 мм) относительно рабочей поверхности шлифовального круга 22. В зазор подают жидкость через отверстие В и при ультразвуковых колебаниях волновода 2 производят очистку рабочей поверхности шлифовального круга 22 непосредственно в процессе шлифования. Величина зазора по мере износа шлифовального
круга 22 регулируется вращением маховичка 17.
Устройство обеспечивает восстанов-ление режущей способности шлифовального круга за счет эффективной его е ОЧИСТКИ в процессе шлифования кавитирующей в ультразвуковом поле жидкостью, а ультразвуковые колебания правящего инструмента позволяют получать выгодный рельеф рабочей поверхности шлифовального круга, что повышает режущую способность последнего.
Применение устройства позволяет повысить эффективность использования ультразвуковой энергии, снизить расход дорогостоящего абразивно-алмазного инструмента и повысить производительность обработки за счет .уменьшения количества правок.
Форглула изобретения
Устройство для восстановления режущей способности шлифовального круга посредством волновода ультразвуковых колебаний, соединенного с преобразова телем, установленным на суппорте, имеющем возможность продольного перемещения, отличающеес я тем, что, с целью расширения
технологических возможностей и повышения производительности, оно снабжено механизмом правки, установленным на волноводе с возможностью дополнительного возвратно-поступательного
перемещения.
Источники информации, Принятые во внимание при экспертизе 1. Берляев Б.В. и др. Ультразвуковая очистка алмазных кругов. МашиностроительУ1979 , 3, с. 31 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2169656C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| Механизм правки шлифовального круга | 1975 |
|
SU621562A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для правки шлифовального круга | 1975 |
|
SU961934A1 |