1
Изобретение относится к области программного управления промышленными роботами и может быть использовано при создании цикловых систем программного управления промышленным роботом.
Известны цикловые системы программного управления манипулятором. Система 1, содержаш,ая программоноситель, временной генератор, устройство формирования транспортируюш,их и ориентируюпхих команд, изза накопления временной ошибки обладает низкой надежностью при работе с технологическим оборудованием.
Наиболее близким техническим решением к изобретению является система 2, содержаш,ая последовательно соединенные коммутатор, блок памяти, блок считывания, привод и датчик транспортируюш;их координат. Второй выход блока считывания подключен непосредственно к приводу ориентируюш,их координат и через первый инвертор и блок задержки к соответствуюш,им входам первого элемента ИЛИ, третий выход блока считыв1ания через второй инвертор соединен с первым входом второго элемента ИЛИ, второй вход которого подключен к выходу датчика технологических команд.
Эта система работает в функции времени и управляется по параллельно поступающим сигналам с транспортируюш,их и ориентируюших координат манипулятора и технологических команд, что снижает быстродействие и надежность системы. Цель изобретения-повышение быстродействия и надежности системы.
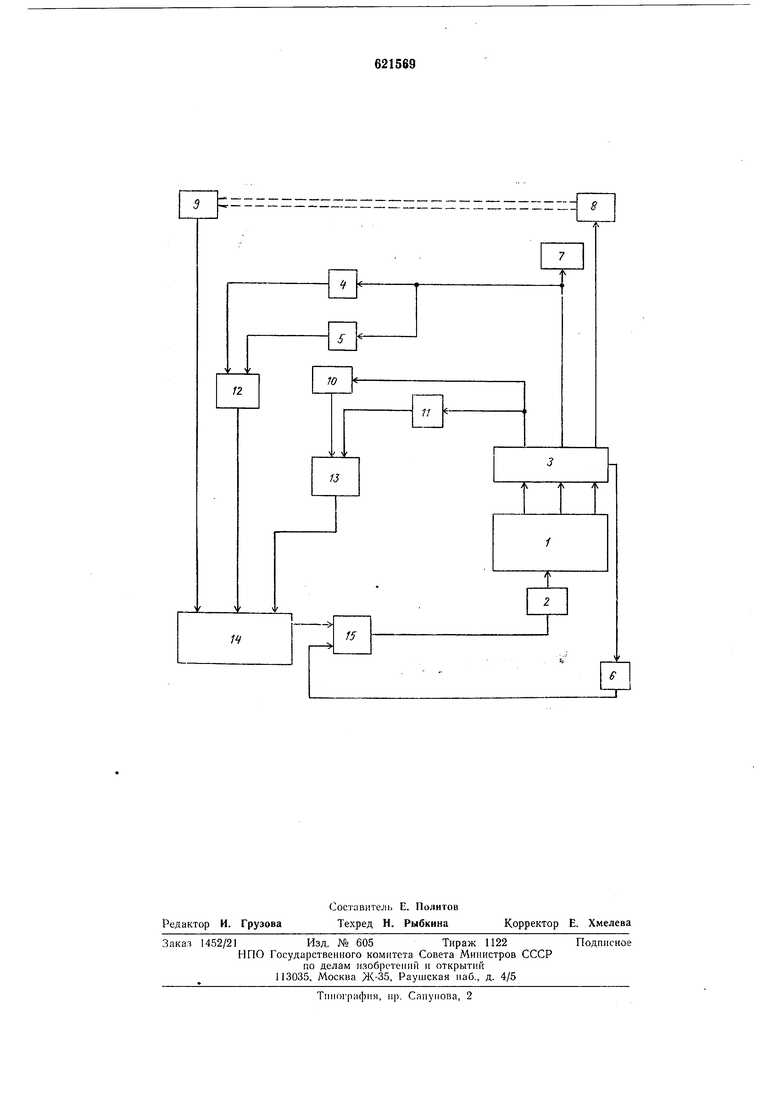
Для этого система содержит элемент И и последовательно соединенные устройство ускоренного прохода координат и третий
элемент ИЛИ, выход которого подключен к входу коммутатора, входы элемента И соединены соответственно с выходами датчика транспортирующих координат, первого и второго элементов ИЛИ, выход элемента И
подключен к второму входу третьего элемента ИЛИ, а вход з стройства ускоренного прохода координат соединен с одним из выходов блока считывания. На чертеже представлена структурная
схема системы.
Она содержит блок 1 памяти, коммутатор 2, блок 3 считывания, первый инвертор 4, блок 5 задержки, устройство 6 ускоренного прохода коорди1нат, привод 7 ориентирующих координат, иривод 8 транспортирующих координат, датчик 9 транспортирующих координат, датчик 10 технологических команд, второй инвертор 11, первый 12 и второй 13 элементы ИЛИ, элем-ент И 14,
третий элемент ИЛИ 15.
Цикловая система программного управления манипулятором работает следующим образом.
Для перехода программы в блоке 1 памяти €0 строки на строку на коммутатор 2 должны поступать сигналы «О-1. При отсутствии сигналов программы с блока памяти на элемент И 14 должны приходить сигналы «-1.
Таким образом, если блок 1 памяти, выдает сигнал «1 по каналу транспортирующих координат, то через блок 3 считывания включается привод 8 транспортирующих координат. Рабочий орган транспортирующих координат начинает двигаться, и датчик 9 транспортирующих координат, размыкаясь, выдает нулевой сигнал на элемент И 14. Следовательно, на коммутатор 2 поступает сигнал «О. По окончании движения рабочего органа манипулятора, датчик 9 транспортирующих координат, замыкаясь, выдает единичный сигнал на элемент И 14. Сигнал «1 подается в коммутатор 2, который коммутирует новую строку программы блока памяти.
В случае появления единичного сигнала на входе блока 1 памяти по каналу ориентирующих координат, блок 3 считывания включает привод 7 ориентирующих координат и посылает сигнал «1 на инвертор 4 и блок 5 задержки и далее через элемент ИЛИ 13 на элемент И 14 поступает сигнал «О. Следовательно, на коммутатор 2 выдается сигнал «О. Привод 7 ориентирующих координат отрабатывает ориентирующую координату. По истечении времени блок 5 задержки включается и на его входе образуется «О, следовательно, на элементе И 14 появляется - «I и на коммутатор 2 также подается единичный сигнал.
Если блок памяти выдает сигнал «1 по каналу технологических команд, то на элемент ИЛИ поступают сигналы «О с инвертора И и с датчика 10 технологических команд.
Таким образом, на элемент И 14, а следовательно, и на коммутатор 2 проходит сигнал «О.
После обработки технологическим оборудованием рабочей операции датчик 10 технологилеских команд замыкается и посылает на элемент ИЛИ 12 сигнал «1. На Элементе И 14 и на коммутаторе 2 появляется сигнал «1. При наличии в программе кадра команды на ускоренный проход единичный сигнал через время, обусловленное параметрами устройств-а 6 ускоренного прохода, поступает на элемент ИЛИ 15. В результате происходит переход коммутатора 2 на следующий кадр программы независимо от состояния элемента И 14.
Применение изобретения позволит значительно повысить быстродействие и надежность цикловой системы программного управления Манипулятором.
Формула изобретения
Цикловая система программного управления манипулятором, содержащая последовательно соединенные коммутатор, блок памяти, блок считывания, привод и датчик транспортирующих координат, второй выход блока считывания подключен непосредственно к приводу ориентирующих координат и через первый инвертор и блок задержки к соответствующим входам первого элемента ИЛИ, третий выход блока считывания через второй инвертор соединен с первым входом второго элемента ИЛИ, второй вход которого подключен к выходу датчика технологических команд, отличающаяся тем, что, с целью повыщения быстродействия и надежности, система содержит элемент И и последовательно соединенные устройство ускоренного прохода координат и третий элемент ИЛИ, выход которого подключен к входу коммутатора, входы элемента И соединены соответственно с выходами датчика транспортирующих координат, первого и второго элементов ИЛИ, выход элемента И подключен к второму входу третьего элемента ИЛИ, а вход устройства ускоренного прохода координат соединен с одним из выходов блока считывания.
Источники информации,
принятые во внимание при экспертизе
1.Патент США № 3572519, кл. 214-1, 1972.
2.Technical description «Operating instructions nibol model № RB50.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система контурного программного управления манипулятором | 1977 |
|
SU620368A1 |
| Позиционная система программного управления промышленным роботом | 1977 |
|
SU732819A1 |
| Цикловая система программного управления промышленным роботом | 1980 |
|
SU935877A2 |
| Система программного управленияпРОМышлЕННыМ РОбОТОМ | 1978 |
|
SU807213A1 |
| Устройство для управления автоматической сменой заготовок на токарных станках с числовым программным управлением | 1985 |
|
SU1275374A1 |
| Устройство для программного управления манипулятором | 1985 |
|
SU1324010A1 |
| Устройство для управления швейной машиной | 1984 |
|
SU1201374A1 |
| Система для программного управления ниткошвейной машиной | 1987 |
|
SU1559329A1 |
| Цикловая система программного управления манипулятором | 1990 |
|
SU1812100A1 |
| Устройство для циклового программного управления манипуляторами | 1982 |
|
SU1176303A1 |