(54) УСТАНОВКА ДЛЯ СВАРКИ ТРУБОПРОВОДОВ ИЗ ТЕРМОПЛАСТИЧНЫХ ТРУБ
плоскости. Ф.реза тардующего устройства снабжена рукояткой 18 для ее перемещения.
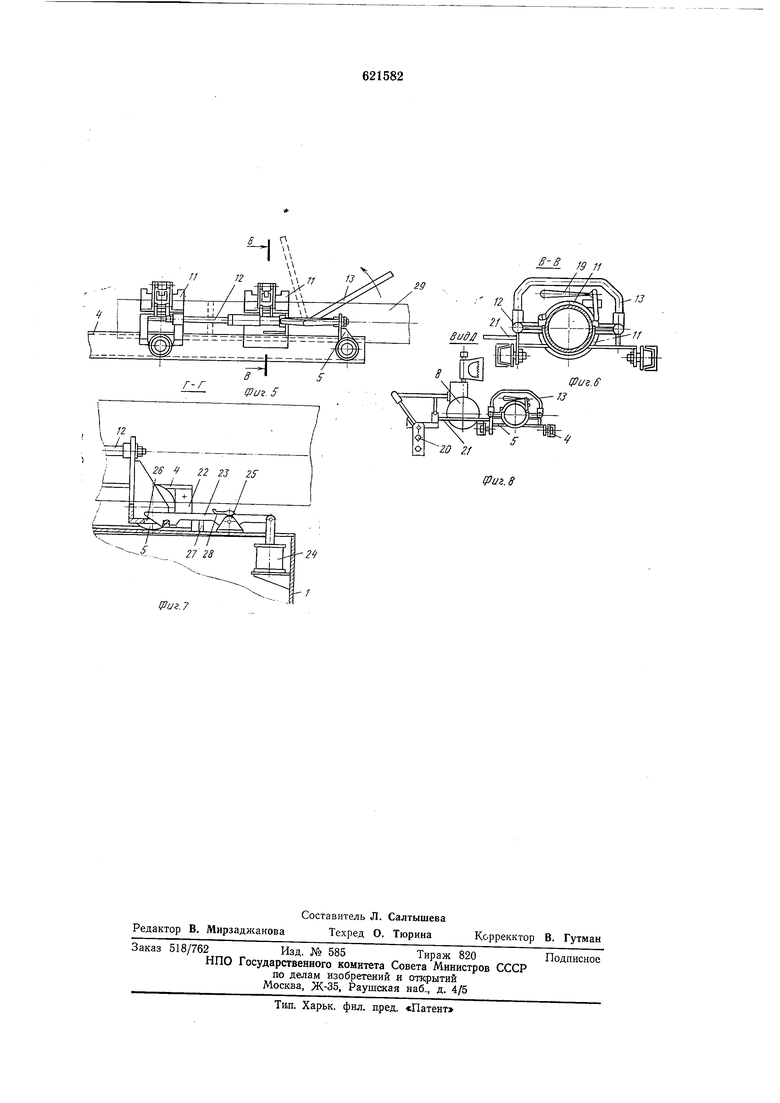
Каждый из зажимов // сна.бжен рукоятКОЙ 19 (фиг. 5, 6).
Нагревательное успройство установлено на дополнительных нап|ра1вляющ:их 20, КОтарыми снабжена рама и которые установлркы и.араллельно -с кареткой поарсдством тяг 2J.
Направляющие 4 каретки снабжены амортизатором 22 (фит. 7) и подаруж.иненной сОбачкой 23 механизма фиксащин каретки в крайнем нижнем лоложевии, которая соадинена одним своим концам с электромагнитом 24, установлена яа ра.ме посредслвом щариира 25 и вход-ит в окно 26, которое выполнено в скобе каретки.
Фиксация каретки необходима для жесткой стабилизации ее пространственного положения с целью обеспечения точности стыковки труб.
Направляющие 4 снабжены упором 27 для ф.игксадии положения ообачки 23, подпружиненной щружиной 28.
Тонкими линиями на чертежах таказаны Свариваемые трубы 29.
Установка работает следующим образам.
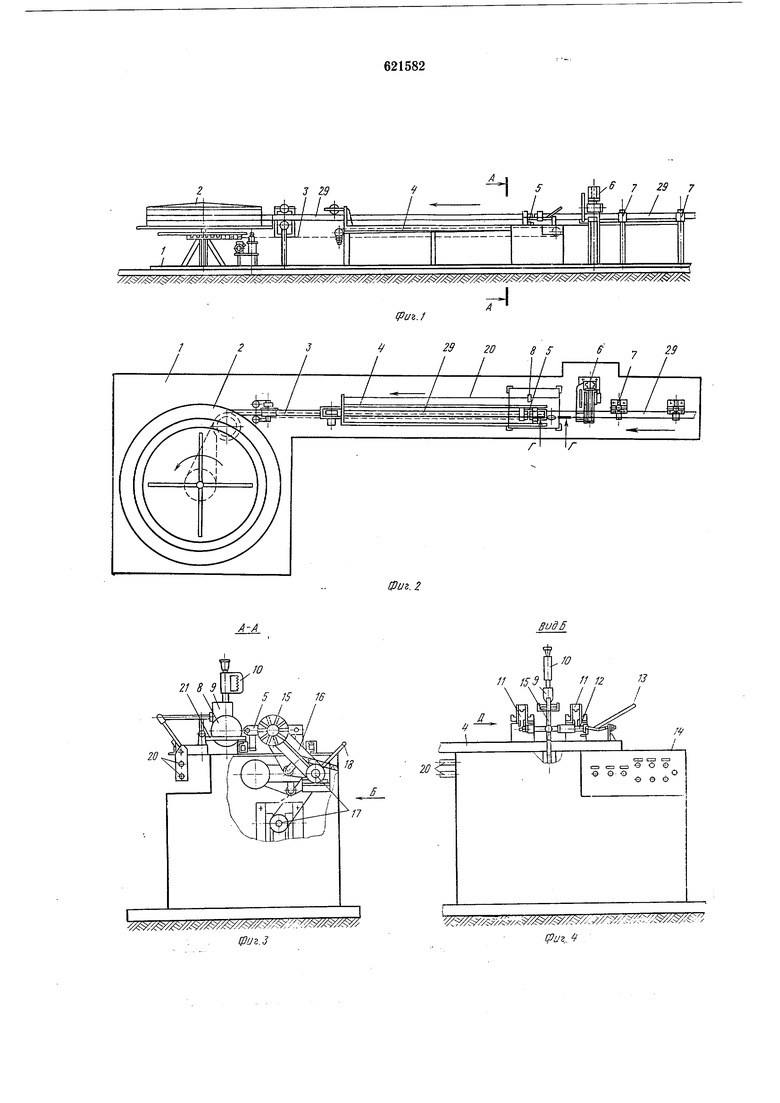
Укладывают первую трубу 29 (на фиг. 1 (показана справа) .в онорные кольца 7 и отрезают ее отрезным устройством на установленную длину. Затем перемещают трубу вдоль установки и укладывают ее в неподвижный зажим // (на фиг. б левый элемент), который установлен на каретке 5. При этом npaiBbm ковещ трубы 29 устанавливают .между зажимом 11. Укладывают в опорные кольца вторую трубу я также отрезают ее ,по установленно,му размеру, после чего левый конец второй трубы устанавливают в подвижный правый зажим на некотфом расстоянии от правого торца первой трубы. Рукояткой 18 (фиг. 3) перемещают фрезу 15 iBOKpyr шарниров 17 и устанавливают ее (между торцами стыкуемых труб. Поворотом рычага 13 (фиг. 4) перемещают цодвмжный .правый зажим 11 по направляющим штангам 12 и прижимают трубы к фрезе 16. При включении привода 16 .вращением фрезы ./5 обеспечивают их тор.цовку, при этом во время торцовки обеспечивают осевую подачу второй трубы и фрезы в CTiqpOHy первой трубы, завдрепленной в неподвижном зажиме 11. Рычагом 13 отв1адят оторщованную 1вторую трубу на HieKOTO.poe расстояние вправо и р.укояткой /5 выводят ф|резу в ее исходное положение. Рукояткой 10 (фиг. 3) вводят нагревательный диск .между торца.ми труб и нереМещением фычага /5 влево прижимают торцы (свариваемых труб 29 к нагревательному аисжу, в результате чего торщы труб оилавляются. После оплавления подвижный прлзый зажнм 11 рычагом 13 отводят в сторону, нагревательный диск выводят из зоны нагрева труб и устанавли1вают его в исходiHoe положение. Движением рычага 13 влево прижимают друг к другу торцы труб и фикснруют пра.вый лодвижньгй заж,и.м в положении, обеспечивающем заданное давление опреосовки. Ф.иксируют каретку 5 в направляющих 4 путем втяпнвания штака электромагнита 24 (фиг. 7) и соединяют
прив.од бухтодержателя (его вал) с цепью 3, входящей В зацепление с кареткой 5. Транспорти|руют каретку с зажатыми на .ней в зажимах трубами ло направляющим 4 вдоль рамы 1, причем во время транспортир101ВК1и труб сварной шов охлаждается, а трубоправод на.матывается .на бухтодержатель 2. В .крайнем левом .положении каретки руко-ятки 19 зажимов 11 откидывают в стороны, трубоировод освобож.дают, обеспенивая зазор м-ежду ними и зажима.ми каретки. В результате этого каретка скатывается по наклонным напра.вляющим 4 в свое крайнее шравое положение, где она фиксируется .подпружиненной собачкой 23 за окно 26 скобы каретки, при этом в крайнем поло.жен.ии каретка взаимодействует с ац1артизаторо.м. При укладке следующей трубы в апор.ные кольда 7 цикл сварки труб повторяют, трубы сваривают в трубопровод, левый конец которого закрепляют на бухтодержателе 2, а трубопрово.д, по мере его перемещения вдоль рамы установки, сматывают в бухту. При достижении за.данной длины трубопровода, конец его
отрезают, бухту скрепляют и снимают.
Формула изобрете.ния
1.Установка для сварки трубопроводов из термопластичных труб, содержащая раму, на .которой установлены в направляющих каретка с приводом, отрезное, торцующее я нагревательное устройства, зажи)мы для свариваемых труб и механизм сжатия,
отличающаяся тем, что, с целью inoвышения производительности путем совмещения по времени операций намотки трубопровода и о.прессов ки, она снабжена укрепленным на раме бухтодержателем для намотки сваренного трубопровода в бухту, кинематически связанным с при водам каретки, а зажимы для труб установлены на каретке.
2.Установ.ка по л. 1, отличающаяС1Я тем, что направляющие установлены на
paiMe с УКЛО.НОМ в сторону, противоположную на1правлвнию перемещения свариваемых труб.
Источники информации, принятые во внимание при экспертизе:
М. Авторское свидетельство СССР № 246816, 1кл. В 129 С 27/06, 1967.
2. Авторское свидетельство СССР №27491 1,кл. iB 29 С 27/06, 1967. 6 7 29 / 3 2085f 7 I I l r-t-, 7 L 29 I
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заготовки прядевой арматуры | 1991 |
|
SU1791601A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Автомат для резки труб на мерные заготовки | 1980 |
|
SU921721A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Установка для сварки труб из полимерных материалов | 1983 |
|
SU1199654A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
±A
/0
5 J5 16
- / / / // У//:У7 // ///-У:Уу. /.y.-7fy//f//y/// фиг. 3
ВидВ
3 Q -e о о
20 ® Ч, ao
//.:y//i // f//i //iV/ //fy/Ay//. (риг. f
