Изобретение относится к области сварки, в частности к способам изготовления пространственных арматурных каркасов, и может найти применение при изготовлении колонн контактной точечной сваркой.
Наиболее близким к данному является способ изготовления пространственных арматурных каркасов, включающий установку необходимого количества продольных стержней по периметру каркаса, подачу в зону сварки и отрезку поперечных стержней в двух горизонтальных плоскостях, сварку электродами всех пересечений и перемещение каркаса на требуемый шаг I.
В известном способе сварочные электроды устанавливают по всему периметру каркаса у каждого пересечения поперечного прутка с продольными стержнями. Причем в боковых гранях сваривают только крайние пересечения, т. е. количество продольных стержней в боковых гранях всегда равно 2. Это ограничивает номенклатуру изготовляемых каркасов.
Цель изобретения - расширение номенклатуры изготавливаемых каркасов.
Для достижения данной цели согласно способу изготовления пространственных арматурных каркасов, включающему установку необходимого количества продольных стержней по периметру каркаса, подачу в зону сварки и отрезку поперечных стержней в двух горизонтальных плоскостях, сварку электродами всех пересечений и перемещение каркаса на требуемый шаг, сварку поперечных стержней с продольными стержнями осуществляют последовательно перемещая электроды от одного пересечения к другому, смещают каркас в направлении его продольной оси на величину, не менее диаметра электродов, поворачивают каркас на угол 90° и затем осуществляют подачу на сварку следующих поперечных стержней аналогичным образом.
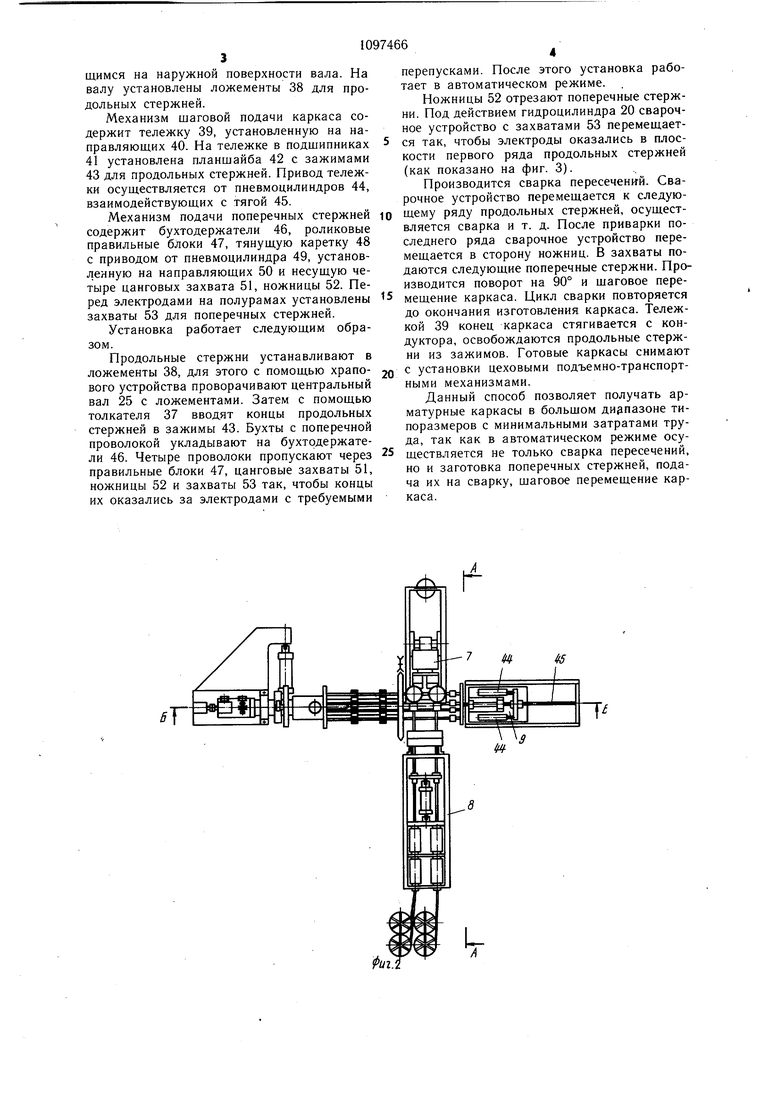
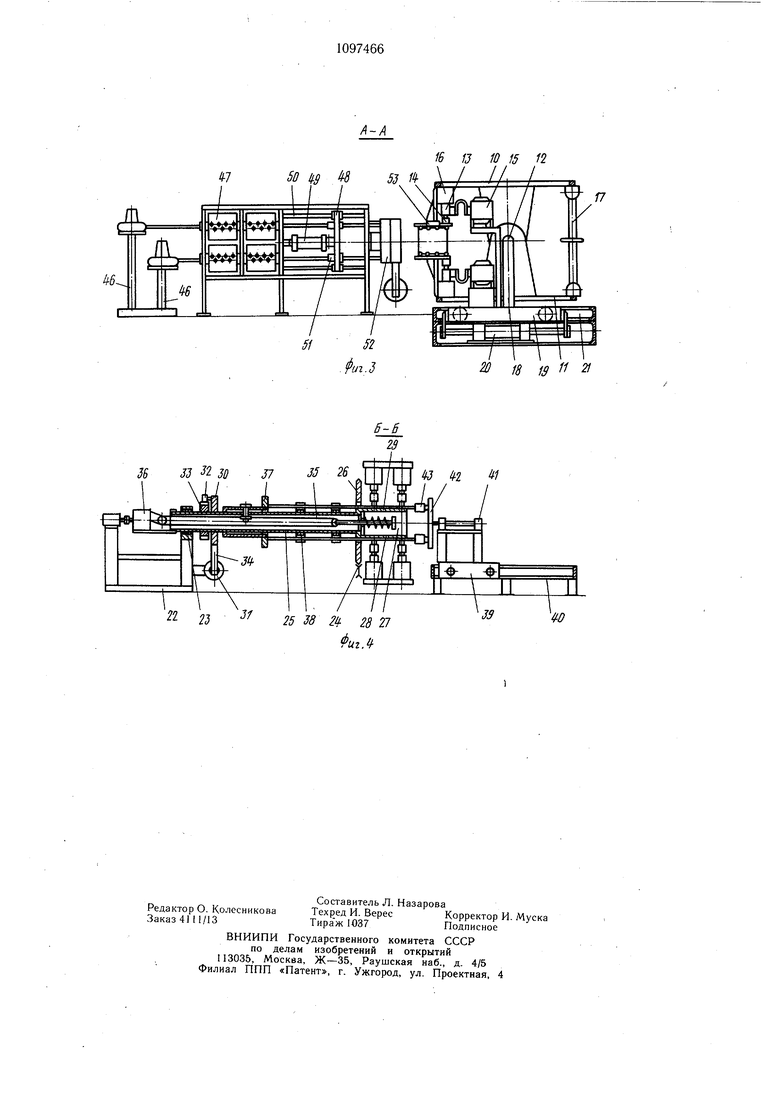
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - установка, вид в плане; на фиг. 3 - механизм подачи поперечных стержней и сварочное устройство, разрез А-А на фиг. 2; на фиг. 4 - центральный вал с толкателем и механизм щаговой подачи каркаса, разрез Б-Б на фиг. 2.
Технология изготовления каркаса, состоящего, например, из восьми продольных стержней состоит в следующем.
Устанавливают восемь продольных стержней в направляющие кондукторы. Поперечные стержни А сматывают в четыре бухты, пропускают через правильные блоки, цанговые захваты, ножницы, отрезают и подают в зону сварки, при этом стержни находятся в двух горизонтальных плоскостях. Осуществляют сварку пересечений 1, затем сварочное устройство перемещают вдоль поперечных стержней и сваривают пересечения 2, аналогичным образом сваривают пересечения 3. Производят поворот каркаса на 90°, смещают каркас на величину Л1, обеспечивающую возможность прохождения электродов. Затем подают четыре поперечных стержня Б и указанным способом осуществляют сварку пересечений 4-6. Далее поворачивают каркас на 90° в обратную сторону и перемещают его вдоль оси на величину I для получения требуемого шага поперечных стержней. Цикл повторяют до окончания изготовления каркаса.
Для изготовления пространственного арматурного каркаса необходимо специальное устройство, которое состоит из сварочного устройства 7, механизма 8 подачи попереч ных стержней, механизма 9 шаговой подачи каркаса. Сварочное устройство состоит из двух полурам: верхней 10 и нижней 11, соединенных друг с другом шарниром 12. На
0 одном конце каждой полурамы установлено по две сварочных головки 13, каждая из которых содержит два электрода, соединенных шинами с полюсами сварочного трансформатора 14, и пневмопривод 16 сжатия электродов. Другие концы полурам соединены между собой стяжкой 17 переменной длины, например, с винтовой парой, позволяющей менять расстояние между сварочными головками в зависимости от размеров поперечного сечения каркаса. Стяжка
Q может иметь встроенный пневмоцилиндр для механизированной раздвижки концов полурам.
Ось шарнира, соединяющего полурамы, проходит через подшипники кронщтейна 18, укрепленного на тележке 19, имеющей воз5 можность под действием гидроцилиндра 20 перемещаться по направляющим 21 в направлении, перпендикулярном оси каркаса. На раме 22 установки в подщипниках 23 с одной стороны и опорных роликах 24 с другой стороны установлен центральный
вал 25. К переднему концу вала крепится планшайба 26. На планщайбе жестко укреплен кондуктор 27, содержащий направляющие для продольных стержней 28 и щины, попарно соединяющие внутренние элек5 троды 29.
На валу установлено храповое устройство
30,взаимодействующее с пневмоцилинд31,установленным на раме. Собачка 32 храпового устройства имеет возможность занимать фиксированное положение относитель0 но храпового колеса 33. В этом случае водило 34 храпового устройства выполняет роль рычага и центральный вал при срабатывании пневмоцилиндра 31 поворачивается на 90° попеременно в одну и другую стороны.
Центральный вал выполнен полым, в его полости располагается трос 35, соединенный с лебедкой 36 и толкателем 37, пере.мещающимся на наружной поверхности вала. На валу установлены ложементы 38 для продольных стержней. Механизм шаговой подачи каркаса содержит тележку 39, установленную на направляющих 40. На тележке в подшипниках 41 установлена планшайба 42 с зажимами 43 для продольных стержней. Привод тележки осуществляется от пневмоцилиндров 44, взаимодействующих с тягой 45. Механизм подачи поперечных стержней содержит бухтодержатели 46, роликовые правильные блоки 47, тянущую каретку 48 с приводом от пневмоцилиндра 49, установленную на направляющих 50 и несущую четыре цанговых захвата 51, ножницы 52. Перед электродами на полурамах установлены захваты 53 для поперечных стержней. Установка работает следующим образом. Продольные стержни устанавливают в ложементы 38, для этого с помощью храпового устройства проворачивают центральный вал 25 с ложементами. Затем с помощью толкателя 37 вводят концы продольных стержней в зажимы 43. Бухты с поперечной проволокой укладывают на бухтодержатели 46. Четыре проволоки пропускают через правильные блоки 47, цанговые захваты 51, ножницы 52 и захваты 53 так, чтобы концы их оказались за электродами с требуемыми перепусками. После этого установка работает в автоматическом режиме. Ножницы 52 отрезают поперечные стержни. Под действием гидроцилиндра 20 сварочное устройство с захватами 53 перемещается так, чтобы электроды оказались в плоскости первого ряда продольных стержней (как показано на фиг. 3). Производится сварка пересечений. Сварочное устройство перемещается к следующему ряду продольных стержней, осуществляется сварка и т. д. После приварки последнего ряда сварочное устройство перемещается в сторону ножниц. В захваты подаются следующие поперечные стержни. Производится поворот на 90° и щаговое перемещение каркаса. Цикл сварки повторяется до окончания изготовления каркаса. Тележкой 39 конец каркаса стягивается с кондуктора, освобождаются продольные стержни из зажимов. Готовые каркасы снимают с установки цеховыми подъемно-транспортными механизмами. Данный способ позволяет получать арматурные каркасы в большом диэпазоне типоразмеров с минимальными затратами труда, так как в автоматическом режиме осуществляется не только сварка пересечений, но и заготовка поперечных стержней, подача их на сварку, шаговое перемещение каркаса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU261615A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Линия для сборки и сварки плоских каркасов | 1985 |
|
SU1238927A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНБ1Х КАРКАСОВ, включаюш.ий установку необходимого количества продольных стержней по периметру каркаса, подачу в зону сварки и отрезку поперечных стержней в .двух горизонтальных плоскостях, сварку электродами всех пересечений и перемещение-каркаса на требуемый шаг, отличающийся тем, что, с целью расширения номенклатуры изготавливаемых каркасов, сварку поперечных стержней с продольными стержнями осушествляют последовательно перемещая электроды от одного пересечения к другому, смещают каркас в направлении его продольной оси на величину, не менее диаметра элек.тродов, поворачивают каркас на угол 90° и затем осуществляют подачу и сварку следующих поперечных стержней аналогичным образом. (Л ;О 4 о: О5
50 JJ{ А / . У| 3S 33 32 3D J7 J3 26 Тр.. 25 38 2IJ- 28 27 К /J 10 15 П fS 19 f ta Ч-1 Фиг Л 1
| I | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Паспорт и чертежи «Машины для сварки колонн, АС 94010000000 СБ Киевский филиал СКТБ «Стройиндустрия, Министерство строительства СССР, ТалЛ1ин, 1978 (прототип). | |||
