(54) АВТОМАТ ДЛЯ.РЕЗКИ ТРУБ НА МЕРНЫЕ
1
Изобретение относится к автоматизации технологических процессов в машиностроении, в частности к автоматизации изготовления соединительных гильз и заготовок для кабельных наконечников.
Известен автомат для резки труб на мерные заготовки, содержащий отрезное устройство с механизмом подачи и механизмом передачи заготовок с позиции порезки на позицию снятия фасок 1.
Однако известный автомат малопроиз. водителей и не обеспечивает резку труб различных типоразмеров.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что механизм передачи выполнен в виде зажима с линейным электродвигателем и размещен под углом к дополнительно введенному механизму передачи с возможностью поочередного перемещения по обе стороны от отрезной головки, снабженной рамой и установленной с возможностью качания относительно основЗАГОТОВКИ
ного и дополнительно введенного механизмов подачи.
При этом механизмы подачи заготовок выполнень в виде верхних и нижних приводных роликов, кинематически связанных с введенными в автомат раздаточными механизмами и установленных с возможностью перемещения в вертикальной плоскости.
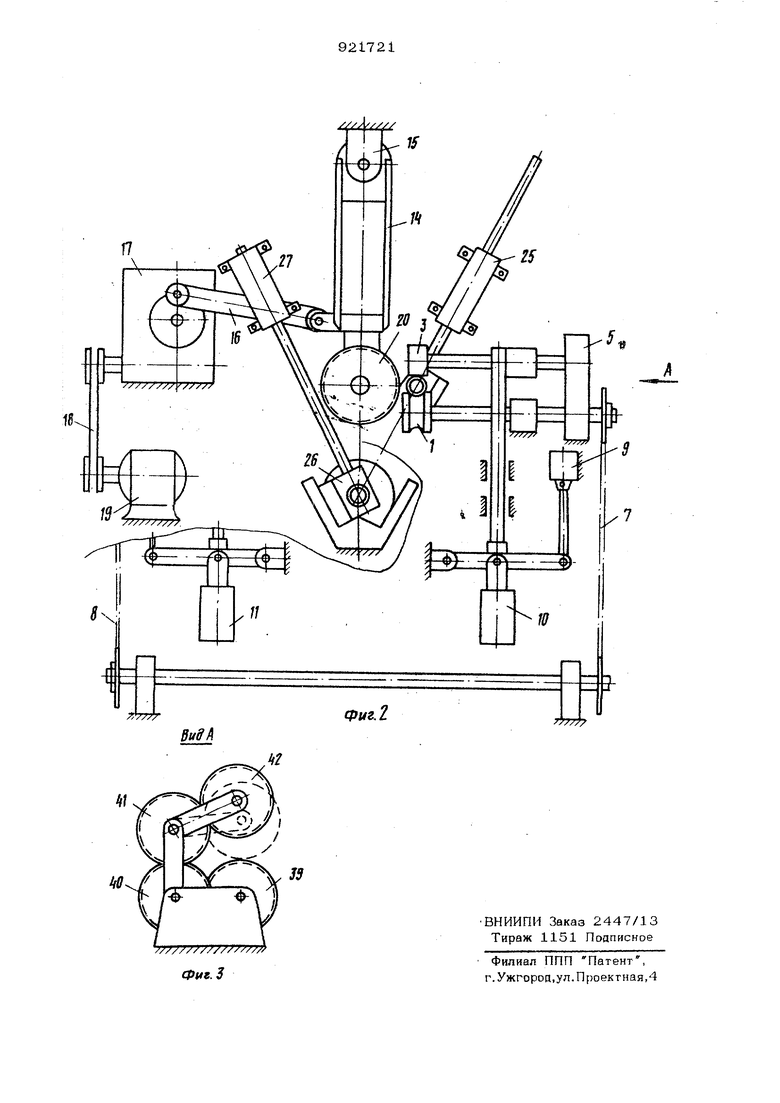
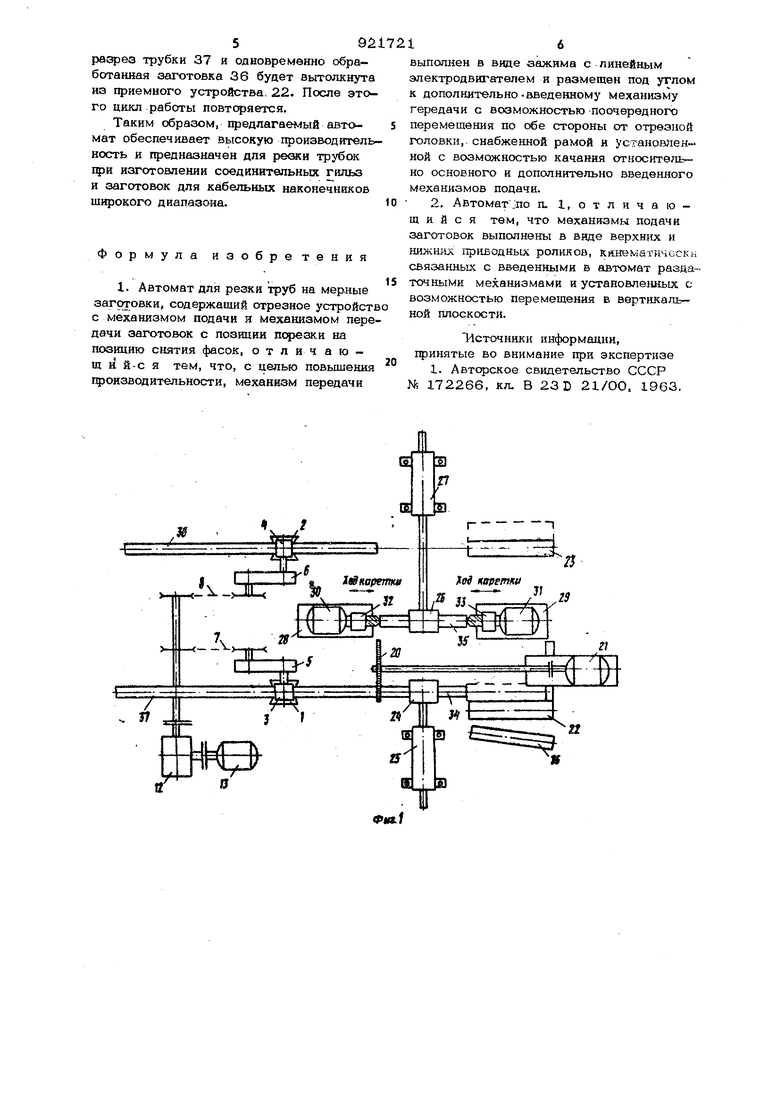
На фиг. 1 показан автомат для;резки труб на мерные заготовки, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 вид А на фиг. 2.
Автомат содержит нижние подающие ролики 1 и 2, верхние прижимные ролики 3 и 4, раздаточные механизмы 5 и 6 цепные передачи 7 и 8. Правый электромагнит 9 и груз Ю составляют привод гфавого верхнегх ролика 3. Левый верхний прижимной ролик 4 имеет аналогичный гфивод,. состоящий из левого- электромагнита (не показан) н груза Ц. Дета™ ли н узлы 1,3, 5, 7,9 и 10 cocfaвляют правый механизм подачи трубок, а детали, узлы 2, 4, 6, 8, 11 и левый электромагнит составляют левый механизм по- дачитрубок. Общими для обоих механизмов подачи трубок являются редуктор 12 и приводной двигатель 13, Рама 14, подвешегшая на кронштейнах 15, шатун 16, редуктор 17, ременная передача 18, приводной двигатель 19, а также установленные на раме фреза 20 и ее приводной двигатель 21 составляют отрезное устройство. Приемные лотки 22 и 23 выполняют одновременно роль подвиж кого упора. Зажим 24 и линейный электродвигатель 25 составляют правый механизм- передачи с позиции порезки на позицию снятия фасок, а зажим 26 и линейный электродвигатель 27 - левый механизм передачи с позиции порезки на позицию снятия фасок. Каретки 28 к 29, на которых установлены двигатели ЗО и 31 со сверлильными патронами 32 и 33, составляют механизм снятия фасок 34-36 - заготовки в процессе обработки 37 и 38 - трубки, подаваемые на порезк Для увеличения гдзоизводительности автомата подающие ролики 1 и 2 и прижимные ролики 3 и 4 в процессе работы постоянно вращаются, а прекращение подачи осущестшяется путем подъема прижимных ролике..; 3 и 4. Вращательное движение передается от электродвигателя 13 через редуктор 12, цепную переда чу 7, находяЕшмся на одном валу подающему ролику 1 и шестерне 39 раздаточного механизма 5 (-фиг. 2, вид А). От шестерни 39 через шестерни 4О и 41 вр щательное движение передается назсодящи СИ на одном валу шестерне 42 и прйким ному ролику 3. Аналогично вращательное движение от электродвигателя 13 через редуктор 12, цепную передачу 8 и раздаточный механизм 6 передается на подающий ролик 2 и прижимной ролик 4. Работает автомат следующим образом В исходном положении левый зажим 26 находится на позиции снятия фасок, правый зажим 24 - на позиции порезки, Р1 качающаяся рама 14 - в нейтральном положении между правым механизмом подачи трубок и левым. При больших диаметрах трубок 37 и 38 (8-34 мм) подача происходит из загрузочного устройства при помощи кулачкового механизма (не показано), а при малых диаметрах трубок (6-3 мм) из бухты через щие устройства (не показаны) в правый и левый механизмы подачи трубок по мере необходимости. В момент зключеня качающаяся рама 14 под действием шатуна 16, приводимого в движение от электродвигателя 19 через ременную передачу 18 и редуктор 17, начинает перемещаться по дуге окружности вщэаво. Одновременно верхний ролик 3 под действием груза 10 прижимает трубку 37 к нижнему ролику 1 и происходит подача трубки 37 в зажим 24до упора. После этого правый веохний ролик 3 под действием правого электрю- магнкта 9 поднимается и прекращается подача 1фавой трубки 37. В это время левый верхний ролик 4 под действием левого электромагнита приподнят и левая трубка 38 не подается. Качающаяся рама 14 входит в зону порезки правой трубки 37 (гфавок крайнее положение) н фреза 20, которая постоянно вращается г;.:;д действием своего привода 21,о разрезает трубку 37, зафиксированную в зажиме 24. Как только качающаяся рама 14 доходит до своего крайнего правого положения и начинает двигаться влево, зажим 26 под действием линейного электродвигателя 27 перемещается с позиции снятия фасок на позицию порезки левой трубки 38, левый верхний ролик 4 под действием груза 11 прижимает левую трубку 38 к нижнему ролику 2 и происходит поЯача трубки 38 в зажим 26 до упора. После подачи трубки 38 левый верхний ролик 4 под действием левого электромагнита приподнимается и подача трубки 38 прекращается. После освобождения левым зажимом 26 позиции снятия фасок правый зажим вместе с отрезанной заготовкой 34 опускается под действием собственного веса с позиции порезки на позицию снятия фасок. Когда зажим 24 займет позицию снятия фасок включаются гдзиводы кареток 28 и 29 (не показаны) и выполняется операция снятия фасок. В левом крайнем полсвкении качающейся рамы 14 фреза 20 разрезает левую трубку 38. Как только качающаяся рама 14 начинает двигаться вправо, линейный электродвигатель 25перемещает зажим 24 с обработанной заготовкой с позиции снятия фасок на позицию порезки, .а зажим 26 с отрезанной заготовкой под действием собственного веса опускается с позиции порезки на позицию снятия фасок. Как только зажим 24 займет позицию пс езки, включится подача главой трубки 37, которая вытолкнет обработанную заготовку из зажима 24 а 15 иемное устройство 22. В правом крайнем положении качающейся рамы 14 снова произойдет разрез трубки 37 и одновременно обработанная заготовка 36 будет вытолкнута из приемного устройства 22. После этого цикл работы повторяется. Таким образом, предлагаемый автомат обеспечивает высокую производитель ность и предназначен для ревки трубок щэи изготовлении соединительных гильз и заготовок для кабельных наконечников широкого диапазона. Формула изобре тения I. Автомат для резки тфуб на мерные заготовки, содержащий отрезное устройст с механизмом подачи я механизмом пере дачи заготовок с позиции порезки на позицию снятия фасок, отличающ if й-с я тем, что, с целью повышения щэоизводительности, механизм передачи выполнен в виде зажима с линейным электродвигателем и размещен под углом к дополнительно.введенному механизму передачи с возможностью -поочередного перемещения по обе стороны от отрезной головки, снабженной рамой и установленной с возможностью качания относительно основного и дополнительно введенного механизмов подачи. 2, Автомат jno п. 1, о т л и ч а ю щ и и с я тем, что механизмы подачи заготовок выполнены в виде верхних и нижнлх iTpHBoaHbLx роликов, кянеыатнчоскк связанных с введенными в автомат раздаточными механизмами и установленных с возможностью перемещения в вертикальной плоскости. Источники информации, гфинятые во внимание при экспертизе 1. Авторское свидетельство СССР N5 172266, кл. В 23D 21/00. 1963,
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| СТАНОК ДЛЯ НАСЕЧКИ ЗУБЬЕВ ПИЛ | 1971 |
|
SU289875A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Автомат для намотки заготовок из ленточных материалов | 1986 |
|
SU1390161A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |