Изобретение относится к смазочным материапам, применяемым преимущественно в машиностроении при холодной обработке металлов давлением, в частности при волочении и штамповке деталей из
нержавеющих сталей.
В настоящее время для холодной обработки металлов давлением используются различные технологические смазки на основе минеральных, растительных
масел с различными добавками ij.
Однако такие смазки не отвечают предъявляемым требованиям по целому ряду свойств.
Известна технологическая смазка для холодной обработки металлов давлением на онове касторового масла, рицинолята лития, слюды и дисульфида молибдена Г2.
Однако эта смазка при волочении и штамповке деталей из нержавеющих ста- лей. например 1Х18Н9Т или 1Х18Н1ОТ, не обеспечивает высокого качества обрабатываемой поверхности и точности геометрических размеров, а также требуемой стойкости инструмента.
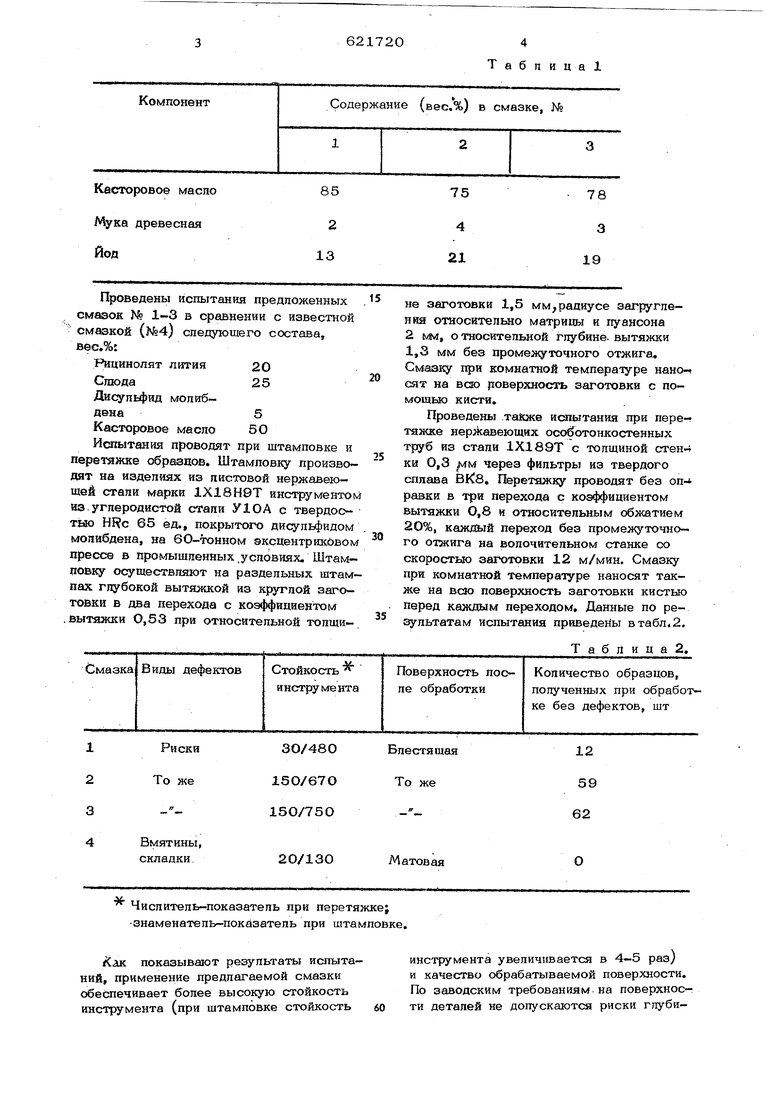
С целью повышения качества поверхности и точности геометрических размеров обрб батываемых деталей, а также увеличения стойкости инструмента предлагается смазка на основе касторового масла и наполнителя, в качестве которой берут древесную муку, и дополнительно она содержит йод кристаллическ при следующем содержании компонентов, вес. %:
Йод кристаллический13 21
Древесная мука2-4
Касторовое маслоДо 100
Предлагаемую смазку получают следующим образом. В касторовое масло добавляют йод кристаллический, подогревают до 6О-70°С при постоянном перемешивании до полного растворения йода в касторовом маспе, затем добавляют древесную муку и размешивают до равномерной консистенции. Полученный состав смазки используют без подогрева.
В табл. 1 приведены составы предлагаемых смазок.
Таблица

| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ | 1973 |
|
SU367133A1 |
| Смазка для холодной штамповкиМЕТАллОВ | 1979 |
|
SU819158A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU884291A1 |
| Концентрат смазки "Синсопол" для холодной обработки металлов давлением | 1988 |
|
SU1546472A1 |
| Смазочно-охлаждающая жидкость для холодной обработки металлов | 1976 |
|
SU687110A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU423834A1 |
| Смазка для холодной обработки металлов давлением | 1968 |
|
SU444374A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU722943A1 |
Проведены испытания предложенных смаэок М 1-3 в сравнении с известной смазкой (№4) спедующего состава, ввс.%:
Рицинолят лития2О
Сшода25
Дисупьфид молиб
дека5
Касторовое масло 5О
Испытания проводят при штамповке и перетяжке образцов. Штамповку производят на изделиях из листовой нержавеющей стали марки 1Х18Н8Т инструменто из углеродистой стали У1ОА с твердостью HRc 65 ед., покрытого дисульфидом молибдена, на бО-тонном эксцентриковом прессе в промышленных,условиях. Штамповку осуществляют на раздельных штампах пчубокой вытяжкой нз заготовки в два перехода с коэффициентом .вытяжки 0,53 при относительной толщи Числитель-показатель при перетяжке; знаменатель-показатель при штамповке ftaK показывают результаты испытаний, применение предлагаемой смазки обеспечивает более высокую стойкость инструмента (при штамповке стойкость 60
не заготовки 1,5 мм,радиусе загругленйя относительно матрицы и пуансона 2 vM, относительной глубине, вытяжки 1,3 мм без промежуточного отжига, CMaaiQr при комнатной температуре нано-ч сят на всю роверхность заготовки с помощыю кисти.
Проведены тайже испытания при перетяжке нержавеющих особ отонкостенных труб R3 стали 1Х189Т с толщиной стен-t ки 0,3 ,|Мм через фильтры из твердого сплава ВК8, Перетяжку проводят без оп- равки в три перехода с коэффициентом вытяжки О,8 и относительным обжатием 20%, каждый переход без промежуточного отжига на вопочительном станке со скоростью заготовки 12 м/мин. Смазку при комнатной температуре наносят также на всю поверхность заготовки кистью перед каждым переходом. Данные по ре льтатам испытания приведены в табл. 2.
Т а б л и ц а 2, инструмента увеличивается в 4-5 раз и качество обрабатываемой поверхности. По заводским требованиям на поверхности деталей не допускаются риски глуби56ной более 0,025 мм, а также любые вн- ды вмятин, С помощью известной и предложенной смазок перетянуто по 150 образцов. При перетяжке образцов с предложенной смазKOi из 150 образцов самая глубокая риска на поверхности составляет О,012 мм При перетяжке образцов с известной см кой уже после перетяжки 5 образцов появляются риски глубиной О,01 мм, в то. время как с предлрженной смазкой такие риски появляются перетяжки 100 образцов. Кроме того, при использовании известной смазки на всех образцах обнаружены вмятины, а на 52 образцах вмятины превышают глубину 0,2 мм. Таким образом видно, что при использовании предложенной смазки существенно повышается качество обрабатываемой поверхности ,и точность геометрических размеров, увеличивается стойкость инструмента, повышается производительность труда за счет сокращения числа зачисток инструмента. 0 6 Ф о у л обретения а и 3 Смазка для холодной обработки металлов давление|1 на основе касторового масла и наполнителя, отличающаяся тем, что с целыо повышения качества обрабатываемой поверхности и стойкости инструмента, смазка дополнительно содержит йод кристаллический ,и в качестве наполнителя древесную муку при следующем содержании Компонентов, вес. %; Йод кристаллический13-21 Древесная мука2-4 Касторовое маслоДо 100 Источники информации, принятые во внимание при экотертизе: 1.Грудев А. П., Тилик В. Т. Технологические смазки в прокатном производстве, М,, Металлургия , 1975, с. 179-250, 2.Авторское свидетельство СССР № 2O1577J кл. С 1О М 5/02, 1966.
