Изобретен-не относится к устройствам ДЛЯ индукцианйого «агрева.
Известна устаиовка для и-ндукционного нагрева аилиндрических изделий, содержащая поворотное вокруг горизонтальной оси многоместное приспособленке дл-я установки Изделия и закалоЧНый трансформатор с закрепленным «а Нем полукольцом игядуктора. Приспособлевие снабжено механизмом вращения изделия в процессе иагрева
1.
Недостатком известной устанавки является невозмоЖНОсть .колтуршого иагрева крупногабаритных изделий без их .вра-щеНИЯ.
Целью .изобретения является обеопечение равномерного нагрева крупногабаритных изделий без их вращения.
Цель достигается тем, что известная установка снабжена щарнирно закрепленными на приспособлении ДЛЯ установки изЛJeлlий по числу мест замыкающими дополнительными полукольда1ми нндуктора, при этом индуктор установлен с возможностью перемещения в горизонтальном нанравленки.
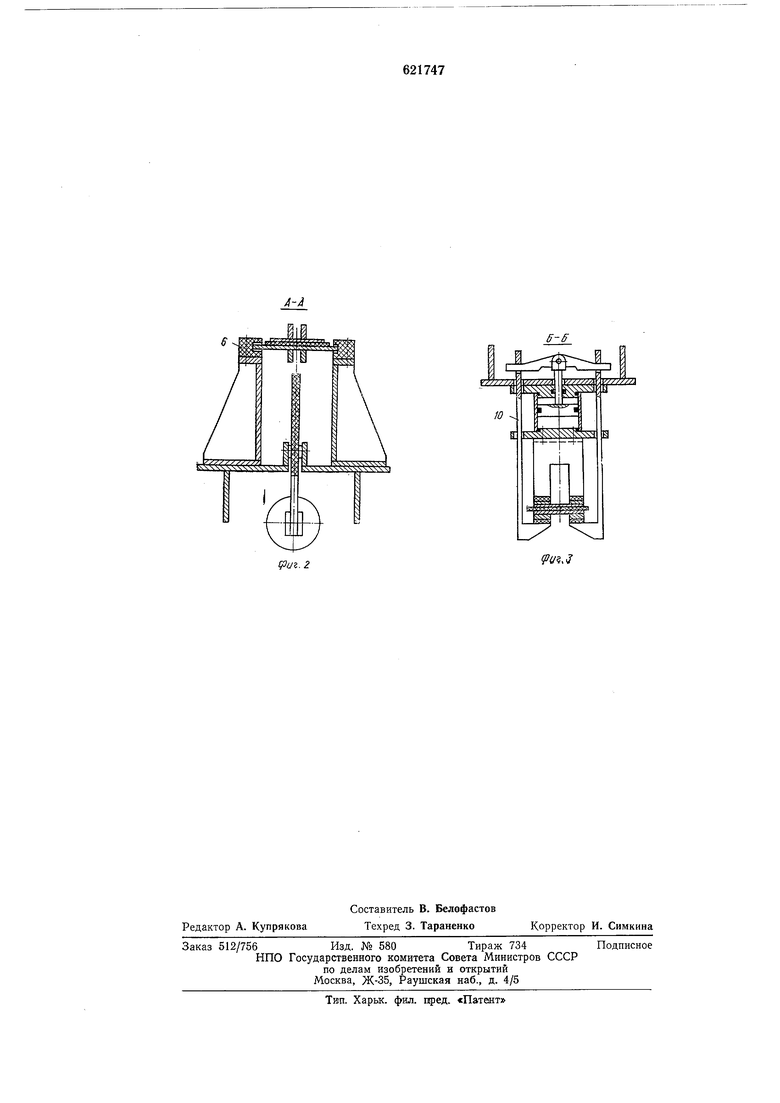
На фи,г. 1 схематично изображена предложенная установ ка, общий .вид; на фиг. 2 - разрез А-А иа фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
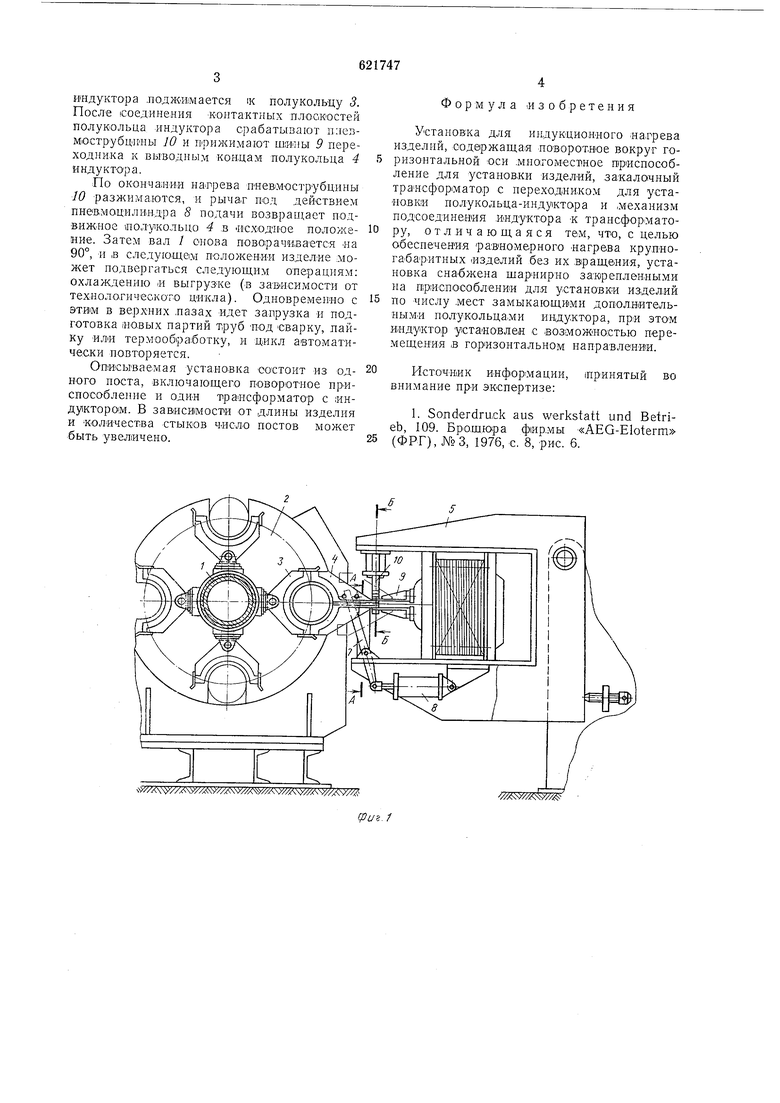
Установка .содержит поваротное приспособление для установки изделий, выполненное в виде вала /, на который насажены диски 2 с необходимым количеством пазов, например четырьмя, в зависимости от технолотического цикла обработки. На валу / между дисками закреплены четыре полукольца 5 разъемного индуктора.
Полукольца за-креп.тены на валу шарнирно, с ВОЗМОЖНОСТЬЮ покачивания их на не(большой угол, Стыкуемое полукольцо 4 разъемного индуктора установлено на трансформаторе 5 с возможностью горизонтального перемещения в направляющих 6, изротовленных из изоляционного материала. Горизонтальное .перемощение осуществляется с помощью рычага 7, связанного с Пневмоцилиндр.ам 8 иодачи. Выводные концы подвижл.01по полукольца находятся в контажте с щинами 9 переходника, установленного на вывОдных .колодках трансформатора 5, и прижимаются к ним с иомощью п.невмострубцин 10.
Работа установки осуществляется еледующим образОМ.
Собранное и поджатое по торцам изделие находится .в верхних пазах дисков 2. При товороте вала / на 90° изделие устана1вливается против трансформатора 5. При помощи пневмоцилиндра .8 Полукольцо 4
индуктора .пО;ДЛШ1мается IK полукольцу 3. Послв (Соединения контактных плоскостей полукольца индуктора срабатывают плевмострубшжы 10 и прижимают нинны 9 переходника к выводным концам полукольца 4 индуктора.
По окончании на-грева Ннев1мострубцины 10 разжимаются, и под действием пнев,моцилн1ндра 8 подачи возврап1ает подвиЖНое полукольцо 4 .в псходное положение. Затем вал / саюва пово;рачи,вается да 90°, и ,в следующем положении изделие ;МОжет подвергаться следуюш,пм операциям: охлажденню и выгрузке (в зависимости от технологическото цикла). Одновремеиио с этим в верхних лазах идет запрузка и подготовка мовых партий т.руб иод сварку, пайку или термооб|ра:ботку, и цикл автоматически повторяется.
Описываемая установка состоит из одного поста, включающего поворотное приспособление и один траисформатор с инAyiKTopOiM. В заВ|Нсимост« от длины изделия и Количества стыков число постов может быть увеличено.
Формула изобретения
Установка для индукционного иа.грева изделий, содержаш,а1Я поворотиое вокруг горизонтальной оси .мно;гомест ное приспособление для установки изделий, закалочный трансфор1матор с нереходииком для устаиовки полукольца-индуктора и .механизм подсоединения индуктора -к трансфор|Матору, отличающаяся тем, что, с целью обеспечения равномерного «агрева крупиогнбаритных изделий без их вращения, установка сна-бжена щариирно закреплениыми на нриспособлении для установки изделий по числу .мест замыкающими дополиительными полукольца.ми индуктора, при этом индуктор установлен с возмож НО Стью перемещения в горизонтальном направлении.
Источник информации, (принятый
во внимание при экспертизе:
1. Sond-erdruck aus werkstatt und Betrieb, 109. Брощдара фир.мы «AEG-Eloterm (ФРГ), №3, 1976, с. 8, рис. б.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Установка для высокочастотной закалки деталей | 1984 |
|
SU1235941A1 |
| Устройство для индукционного нагрева | 1990 |
|
SU1779265A3 |
| Устройство для закрепления индуктора | 1982 |
|
SU1126614A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Устройство для термообработки крупногабаритных полых деталей вращения | 1985 |
|
SU1373734A1 |
| Устройство для нагрева тв 4 шеек коленчатых валов с вращением под слоем закалочной жидкости | 1978 |
|
SU747902A1 |
| Установка для закалки трубчатых заго-TOBOK | 1979 |
|
SU850685A1 |
| Станок для закалки изделий | 1976 |
|
SU737473A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
/ «S X/KSf //
5-е
