Изобретение относится к индукционному нагре,ву и может быть использовао для термической обработки крупногабаритных деталей при индивидуальном и мелкосерийном производстве в условиях гибких производственных систем. .
Цель изобретения - снижение трудомкости переналадки станка при обра- ботке различныхтипов изделий. На фиг. 1 изображен предлагаемый танок, вид в плане при вертикальном расположении детали; на фиг. 2 - вид на фиг. 1; на фиг. 3 - предлагае-- мый станок при горизонтальном распо- олшнии деталей; на фиг 4 - вид Б на фиг. 3; на фиг, 5 - устройство для передачи индуктора при его установке г-ши снятии с каретки трансформатора; на фиг. б - то же, при его установке в магазин индукторов; на фиг. 7 - разрез В-В на фиг. 5; на фиг. 8 - ка- ретка с трансформатором и корректи- руюцщм устройств ом.
Универсальный станок .для закалки крупногабаритных деталей с индукционного нагрева содержит станину 1 с направляющими 2, на которых установлены с возможностью перемещения стойки 3 -5,и поворотный стол 6. Каждая стойка имеет вертик альные направляю- Еще 75 на которых установлены салазки 8-10. На салазках 8 закреплен. высокочастотный трансформатор I1 с колодками 12 для присоеданения индуктора 13 и корректирующее устройство 14, предназначенное для взаимной ориентации индуктора 13 и впадин зубча -; того венца. Устройство 14 состоит из кронштейна 15 с направляющими втулками 16, в которых установлены скалки 17, жестко связангаде траверсой 18о Траверса имеет возможность перемещения от цилиндра 19 в направлении оси поворота стола и имеет направляющие 20, на которых устанойлены с возможностью синхронного перемещения в поперечном направлении в противоположные стороны ползуны 21 с упорами 22„ На упорах 22 выполнены выступы 23,, обращенные один к другому. Кронштейн 15 подвешен с возможностью поворота на оси 24, закрепленной на салазках 8. На кронштейне 15 закреплен гидро- р аспределитель 25, несущий подвижные сухари 26, расположенные в продольных пазах 27 держателя 28 индукто-. ра 13. Держатель 28 выполнен также с
5
0
5
0
5
0
45
50
55
поперечным пазом 29, с которым взаимодействуют выступы 23.
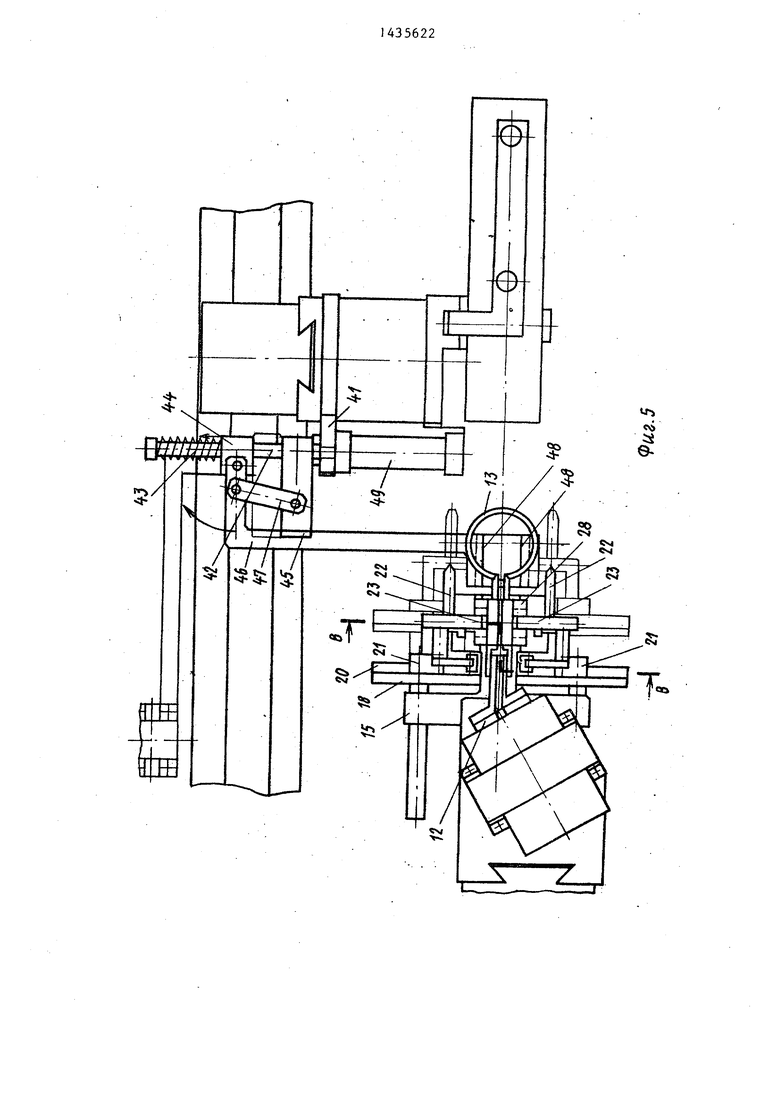
На гидрораспределителе 25 закреплен механизм 30 присоединения индук- тор а 13 к колодкам 12 трансформатора 1 1 . Механизм 30 выполнен в виде двух синхронно поворачиваемых на осях 3i от цилиндра 32 рычагов 33, несущик прижимы 34 и щарнирно связанных с сухарями 26,«которые подпружинены относительно рычагов 33. Гидрораспределитель 25 соединен с системой охлаждения станка (не показана) для подвода охлаждающей среды к индуктору 13 через держатель 28. На салазках 9 закреплены поддерживающий центр 35 и устройство 36 передачи индукторов. Центр 35 имеет установленную с возможностью поворота на оси 37 консоль ЗЗ, несущую щпиндель 39 и захваты 40. : , Устройство 36 для передачи индукторов (фиг. 5 и 6) состоит из корпуса 41s, на горизонтальных .направляющих 42 которого- установлены прутюина
43и два ползуна 44 и 45, и Г-об- разной планки 46 Последняя одним концом шарнирно соединена с ползуном
44и с серьгой 47,, которая шарннрно связана с. ползуном 45, На другом конце планки 46 имеются направляющие элементы 48, выполненные в виде планок, входящих в поперечный 2.9 или :. продольный 27 пазы держателя 28, Ползун 44 додЛружинен относительно корпуса 41 в направлении ползуна 45, который соединен с цилиндром 49 его перемещения.
На салазк ах 10 с возможностью поворота на оси 50 закреплен люнет 51 с самоцентрирующими губками 52, установленными на поворотных рычагах . 53, На люнете 5Г закреплено устройство 54 дл-я установки самоцентрирующе- г.о кулачкового патрона 55, имеющего полззтаки 56 для монтажа смежных кулачков (ие показаны).
Устройство 54 вЕлюлнено в виде распапожённых параллельно плоскости перемещения губок 52 двух колец 57 и 58, оппозитно расположенных друг относительно друга на расстоянии, равном высоте h ползушек 56, Кольцо 57 охватьшает патрод 55 по его ному диаметру.
На станине I в упорах 59 расположена угловая бабка 60, имеющая горис пазом 63, взаимодействующим с захватами 40 поддерживающего центра 35 при установке бабки 60 уа столе 6.
Для упорядоченного хранения индук- .торов и их ориентации относительно устройства дня передачи индукторов на станине I вдоль ее направляющих 2
лителем 25 отводится от устройства 36 передачи индукторов, а стойка 4 с салазками 9 перемещается по направляющим 2 в зону магазина 64.
Вертикальным перемещением салазок 9 и перемещением стойки 4 устройство 36 передачи индукторов устанавлива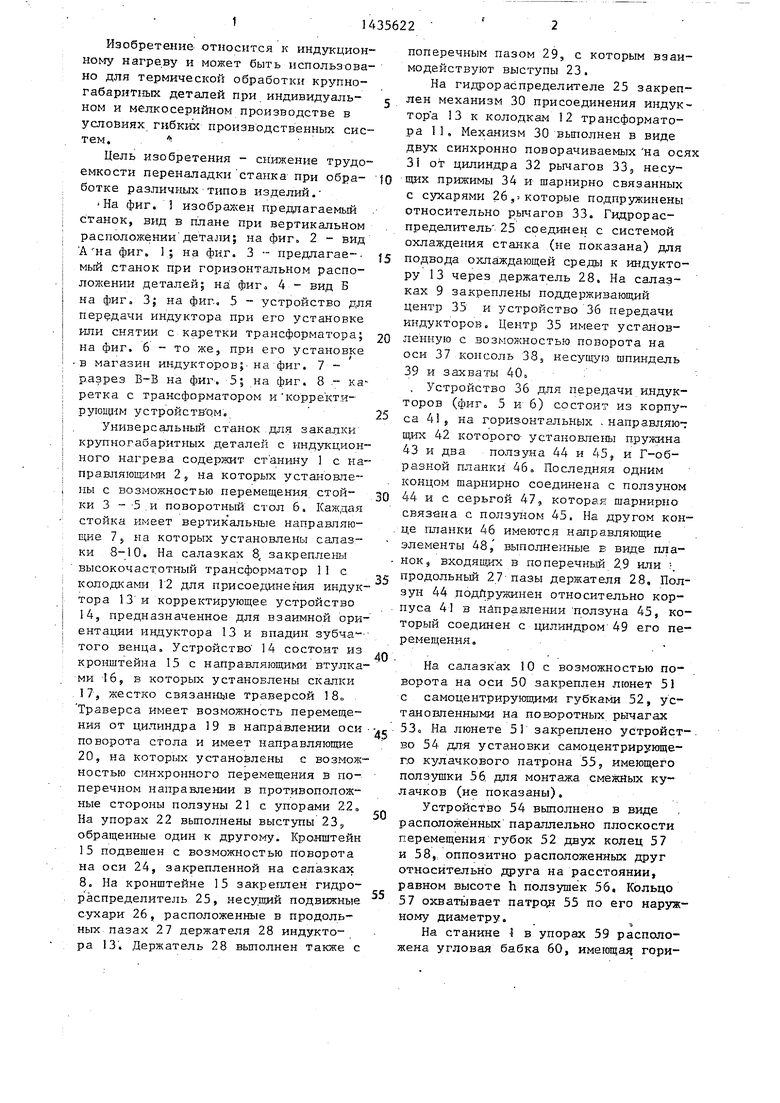

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |





Изобретение относится к индук- циоыному нагреву и может быть использовано для закалки крупногабаритных деталей при изготовлении их с помощью гибких производственных систем. Цель - снижение трудоемкости переналадки станка. Станок состоит из станины, на направляйщих которой установлены ри стойки и поворотный стол. Каждая Стойка имеет вертикальные направляющие, на которых расположены трое салазок. На первых салазках установлены трансформатор с присоединенным к его выводным KQЛoдкa сменным индуктором и корректирующее устройство, на котором закреплен гидрораспределитель с механизмом присоеди7 нения индуктора к колодкам трансформатора. Корректируннцее устройство установлено с возможностью разворота относительно вертикальной оси, равноотстоящей от колодок, и имеет синхронно перемещаемые в противоположных направлениях упоры с выступами, взаимодействующими с попереч1{ым пазом -держателя. Вдоль направляющих расположен магазин индукторов, а на вторых салазках закреплены поддерживающий центр и устройство передачи индукторов. На третьих салазках установлен с возможностью поворота о.т осительно горизонтальной оси люнет с самоцент- рирующими губками, на котором закреплено устройство установки на угловой бабке или столе самоцентрирующего патрона. 2 з.п. ф-лы, 8 ил. § (Л с
установлен магазин 64, который состо- Q ется в зоне св ободной полки 66 мага- ит из вертикальных рам 65, несущих зина 64. Цилиндром 49 по направляюрасположенные в ряд по высоте горизонтальные полки 66, входящие в поперечные пазы 29 держателя 28 (фиг. 6) или, в другом исполнении, в продольные пазы 27 держателя 28. Для увеличения емкости магазина за счет увеличения числа рам 65 полки 66 на соседних рамах могут располагаться в шахматном порядке одна относительно Д1#Угой.
Закалка на предлагаемом станке осуществляется при помощи известных методов одновременного или непрерывно-последовательного нагрева закаливаемых поверхностей после взаимной opиeнтaцIiи индуктора и обрабатываемой детали. Подготовка станка к осу- ще твлению процесса закалки производится следующим образом.
При необходимости смены индуктора вертикальным перемещением салазок 8, поперечным перемещением стойки 3 по направляющим 67 и вертикальным перемещением салазок 9 с устройством 36 передачи индукторовсовмещают направляющие элементы 48 планки 46 устройства с продольными пазами 27 держателя 28 с индуктором 13, установленного 40 расположенным la ней требуемым для на гидрораспределителе 25 (фиг. 5). закалки индуктором.
Сведением ползунов 21 с упорами 22 От цилиндра 49 направляющие эле- вводят выступы 23 в поперечный паз 29 держателя 28. Разводят при помощи цименты 48 вводятся в пазы 27 держате ля 28 требуемого индуктора. Пелиндра 32 рычаги 33 механизма 30 при- соединения индуктора 13 к выводным колодкам 12 трансформатора 11. При этом держатель 28 свободно повисает на сухарях 26, которые совмещены с направляющими элементами 4-8. От ци- линдра 19 траверса 18 с упорами 22 перемещается в направлении планки 46 и упоры 22 при помощи выступов 23 переводят держатель 28 с индуктором 13 с сухарей 26 на направляющие элементы 48. Ползуны 21 разводятся, выступы 23 выходят из поперечного паза 29 держателя 28, и траверса 18 возвращается в исходное положение. Стойка 3
5
щим 42 перемещается ползун 45, При перемещении ползун 45 через серьгу 47 поворачивает планку 46 относительно ползуна 44 на 90 . При этом ползун 45 упирается в ползун 44 и перемещает последний по направляющим 42, преодолевая соиротивление его 43 (фиг. 6). Напраачяющие элементы 48
0 планки 46 с установленным на них держателем 28 располагаются в зоне полок 66 магазина 64 индукторов 13, а поперечный паз 29 держателя 28 совмещается с боковыми гранями полки 66.
5 Перемещением стойки 4 полка 66 вводится в поперечньпЧ паз 29 держателя 28, Цилиндром 49 ползун 45 возвршца- .ется в исходное положение. При 9TON под действием пружины ползун 44 перемещается вслед за ползуном 45 и одновременно перемещает планку 46, выводя направляющие элементы 48 из продольных пазов 27 держателя 28, а затем освобожденная планка 46 поворачивается на 90 в исходное положение. Держатель 28 с индуктором 13 повисает на полке 66. Устройство 36 при повторном перемещении стойки 4 и салазок 9 переводится в зону полки 66 с
0
5
От цилиндра 49 направляющие эле-
менты 48 вводятся в пазы 27 держателя 28 требуемого индуктора. ПеРемещением
стойки 4 держатель 28 снимается с. полки 66, и планка 46 с новым индуктором 13 разворачивается в исходное положение. Стойка 4 отводится от магазина 64 перемещеРемещением
нием стойки 3 и салазок 8, сухари 26
Ремещением
гидрораспределителя совмещаются с направляющими элементами 48. Выдвигается траверса 18, выступы 23 упоров 22 вводятся в поперечный паз 29 дер- жателя 28, и держатель 28 при обратном перемещении траверсы 18 переводится на сухари 26. Срабатывает механизм 30 и присоединяет индуктор 13 к- колодкам 12 трансформатора П. Уст
ройство 36 отвбдится, и осуществляется установка детали на столе 6 н последующая ее закалка известными способами.
В другом исполнении направляющие элементы 48 могут взаимодействовать с поперечньпа пазом 29 держателя 28, а плайки 46 - с продольными пазами 27. В этом случае планки 46 ,распо лагаются не параллельно направляюпщм
2с танины 1, а перпендикулярно им. При этом возможен перевод держателя .28 с сухарей 26 непосредственно на планки 46 при помощи траверсы 18 кор ректирующего устройства 14, которое разворачивается на оси 24 в положение, указанное на фиг. 3, Совмещение сухарей 26 с планками 46 осуществляется поперечным перемещением стойки
3по направляющим 67 и вертикальным перемещением салазок 8.
На станке также облегчается установка самоцентрирующего кулачково- го патрона 55 на стол 6 и на угловую бабку 60. Установка патрона 55 на I стол 6 производится следующим обра- |зом.
I При перемещении стойки 5 ось пат- ipoHa 55, расположенного в устройстве :54, совмещается с осью вращения стола 6. Салазки 10 с устройством 54 опускаются до установки патрона 55 ;на планшайбу (не показана) стола, iПатрон 55 закрепляется на планшайбе I стола 6, его ползушки 56 сводятся и I выходят из зацепления с кольцами 57 и 58 устройства 54.
I Подъемом салазок 10 кольцо 57 сни Iмается с патрона 55, и стойка 5 от- iводится в сторону. На столе 6 в пат- ;роне 55 устанавливается и закрепляет :ся Обрабатываемая деталь. Установка патрона 55 на угловой бабке 60 производится после установки ее на сто- ле 6. Для этого люнет 51 разворачивается на оси 50 на 90° При этом ось патрона, устанойленного в устройстве 54, располагается горизонтально (фиг. 4) Вертикальным перемещением салазок 10 ось патрона 55 совмещают с осью шпинделя 61 угловой бабки 60. Перемещением стойки 5 патрон 55 устанавливают на шпиндель 61 и закрепляют на нем. Сводят ползушки 56 пат- рона и перемещением стойки 5 устройство 54 снимают с патрона 55.
Ос ествляют необходимые перемещения узлов станка для установки дета
0
5
g g
ли на угловой бабке горизонтально расположенной консоли 38 поддерживающего центра 35.
Универсальный станок позволяет снизить трудоемкость установки индукторов и приспособлений для уста- , новки деталей и сократить время переналадки станка.
Формула изобретения
1 , УниверсапьньпЧ станок для закалки крупногабаритных деталей с индукционного нагрева, содержащий станину с направляющими, установленные на направляющих поворотный стол с угловой бабкой и самоцентрирующим кулачковым патроном и стойки, несущие салазки, на которых соответственно смонтирована высокочастотный трансформатор с присоединенным к вьюодным колодкам его сменным шщуктором, закрепленным в держателе с продольным и поперечным пазами, и корректирующее устройство с синхронно перемещаемыми в противо- полоЖ1а к направлениях упорами, а также поддерживакиций центр и люнет с самоцентрирующими губками, установленные с возможностью поворота относительно горизонтальных осей, о т л и- ч а ю щ и и с я тем, что, с целью снижения трудоемкости перенападки станка при обработке различньи типов изделий, станок снабжен закрепленным на корректирующем устройстве гидрораспределителем, установленным на са- лазках поддерживакндего центра устройством передачи индукторов, размещенным на люнете устройством установки самоцентрирующего кулачка, при этом корректирующее устройство выполнено .с возможностью поворота вокруг верти- S кальной оси колодок трансформатора, а держатель размещен в гидрораспределителе с возможностью взаимодействия своими пазами с выступами упоров,
5
0
714356228
правяяющие элементы с возможностью вьтолнено в виде расположенных пар алвзаимодействия с одним из пазов держателя.
лельно плоскости перемещения губок люнета двух соосных колец, внутренний диаметр которых равен наружному диаметру патрона, а расстояние между ними равно высоте ползушек патрона, несущих его кулачки.
51
N
iQ N:
OQ
26 28 2313 Л /J
Л
/ / /
26
27 25 32 Л аг. 7
Ри.г.8
| УДАРНЫЙ СТРЯХИВАТЕЛЬ | 2007 |
|
RU2332832C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
