(54) СПОСОБ ПАЙКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ
держивают при температуре+150 С в течение 8 час. Происходит полимеризация силиконовой резины и прочное сцепление последней с керамической подложкой. Затем подложку с прокладкой йогружгиот в ванну с раплавленным припоем OH-S2, при этом ячейки прокл ки заполняются этим припоем.
,., , В, качестве металлического основания.используют пластины из гишминиевого сплава Д-16размером 30x48x2 мм, пок1штие слоем никеля (15 мкм),меди; (б мкм) и сплава олово - висмут (9 мкм),. и облуженные легкоплавким
припоем ОИ-52.
Между подложкой и пластиной укладывают фольгу припоя ОИ-52 толщиной 50 мкм. Пайку образцов производят в печи в инертной атмосфере при температуре 150с с использованием 10%-ного канифольно-спиртового флюса.
Подложки из керамики, припаянные на металлические основания из сплава Д-16 в соответствие с указанньв способсм,. успешно вьщержали 1000 Tef 4Qциклов в диапазоне температур от -60 до t-120 C, тогда как образцы , изготовленные по способу, описанному в прототипе, растрескивались уже после 30-40 термоциклов в этом же диапазоне температур.
Таким образом, предложенный способ соединения позволяет снизить продольные изгибающие усилия и повысить термическую прочность спая за счет рас членения паяного шва на отдельные локальные участки и помяцения в зону спая между керакшкой и металлом элас тнчн, упругой прокладки.
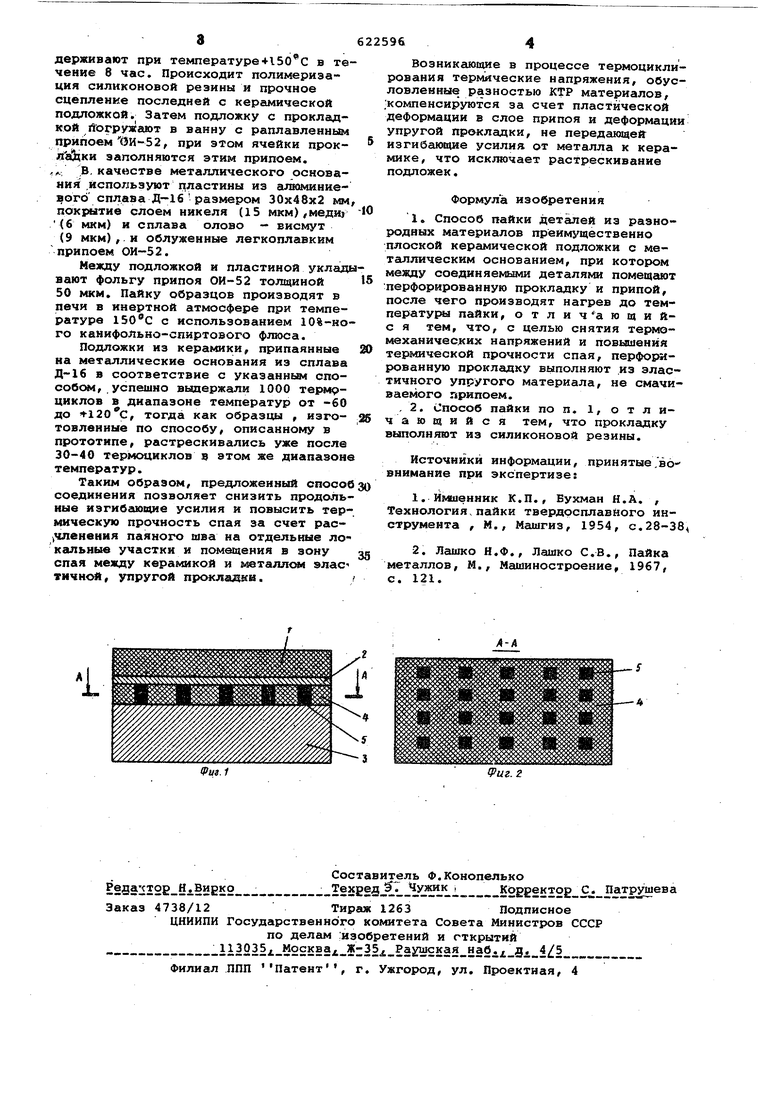
Возникаю1чие в процессе термоциклирования термические напряжения, обусловленные разностью КТР материалов, .компенсируются за счет пластической деформации в слое припоя и деформации упругой прокладки, не передающей изгибакнцне усилия от металла к керамике, что исключает растрескивание подложек.
Формула изобретения
1. Способ пайки деталей из разнородных материалов преимущественно плоской керамической подложки с металлическим основанием, при котором между соединяекглми деталями помещают :перфорированную прокладку и припой, после чего производят нагрев до температуры пайки, о т л и ч а ю щ и йс я тем, что, с целью снятия термомеханичес сих напряжений и повьшенйя термической прочности спая, перфО{ 1рованную прокладку выполняют из эластичного упругого материала, не смачиваемого припоем.
, 2. Способ пайки по п. 1, отличающийся тем, что прокладку выполняют из силиконовой резины.
Источники информации, принятые,во внимание при экспертизе:
1.Имшенник К.П., Бухман Н.А. , Технология,пайки твердосплавного инструмента , М., Машгиз, 1954, с.28-38
2.Лашко Н.Ф., Лашко С.В., Пайка металлов, М., Машиностроение, 1967, с. 121.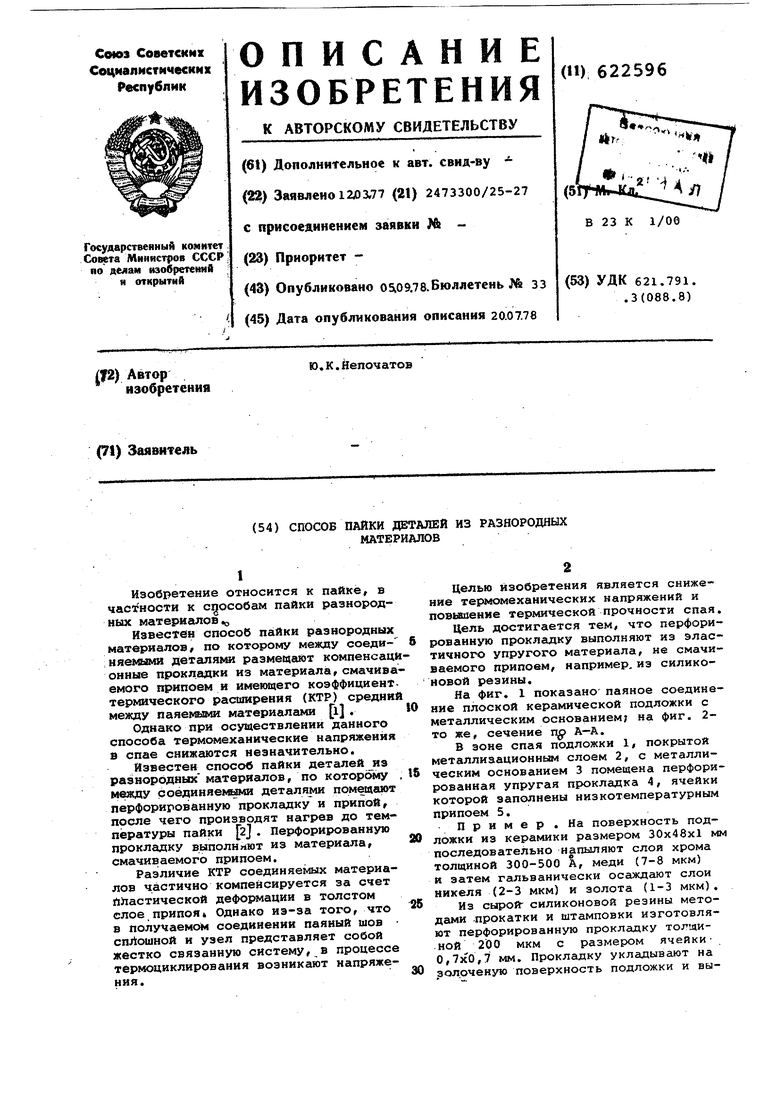
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки деталей из разнородных материалов | 1978 |
|
SU737144A1 |
| Способ пайки деталей из разнородных материалов | 1979 |
|
SU774868A1 |
| Способ пайки деталей из разнородных материалов | 1981 |
|
SU990449A1 |
| Способ пайки деталей из разнородных материалов | 1984 |
|
SU1215908A1 |
| Конструкция паяного соединения деталей из разнородных материалов | 1983 |
|
SU1139588A1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ТВЕРДОТЕЛЬНЫХ ОБРАЗЦОВ | 2006 |
|
RU2342231C2 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСЛОЙНОГО КЕРАМИЧЕСКОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКЕ | 2017 |
|
RU2689588C2 |
| Способ торцового соединениядиэлЕКТРиКА C МЕТАлличЕСКОй плАСТиНОй | 1978 |
|
SU806653A1 |
| Способ соединения металла с керамикой | 1975 |
|
SU582072A1 |
1
кs9йi«« sк e«9N9e 9iк« lilвiвilK « eN(як
