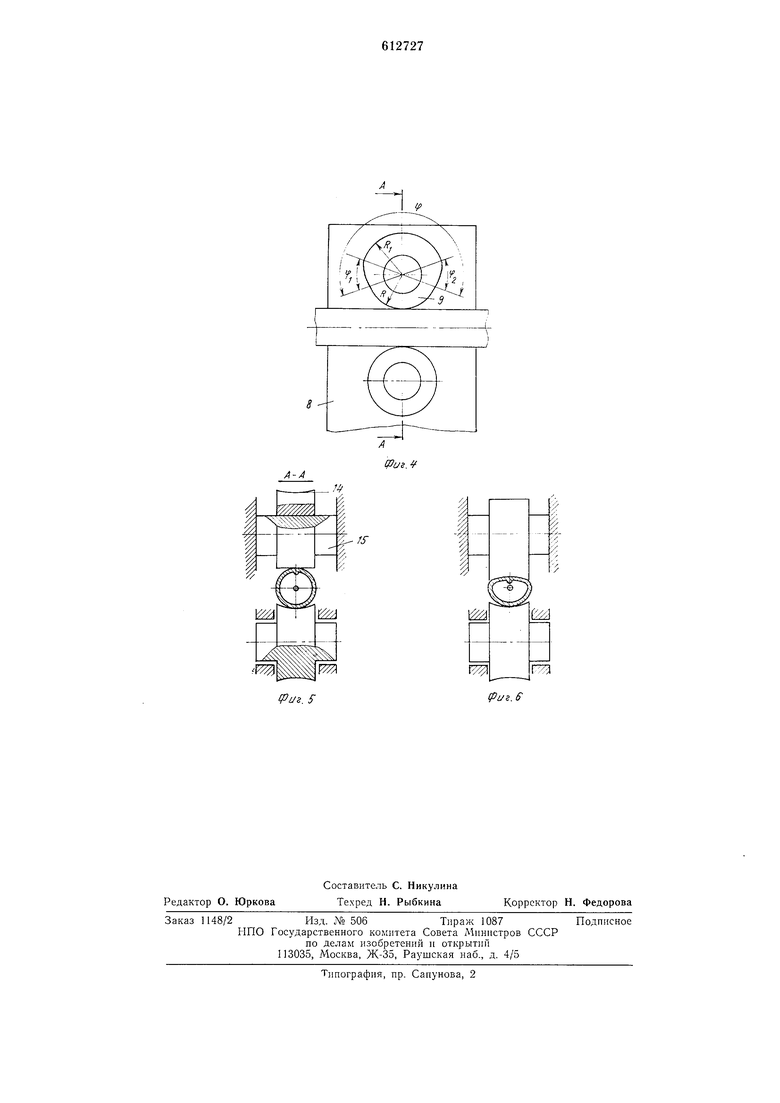
Трубная заготовка, получившая после сварки кромок в узле 3 сварки круглую форму, подается в валковую деформирующую клеть 8, где на трубу наносятся вмятнны (деформированные участки 17), чередующиеся с недеформированными участками трубы. Это происходит вследствие того, что верхний валок 9 деформирующей клети взаимодействуя с трубой 16, приводится во вращательное движение относительно оси 15. При этом участок валка с радиусом Ri, периодически набегая на трубу, деформирует последнюю. Участок рабочей поверхности валка с радиусом R не деформирует трубу, но взаимодействует с нею, обеспечивая вращение относительно оси 15. При набегании деформированных участков на гратосниматель 10 последний срезает с них грат, оставляя соседние (недеформированные) участки трубы с гратом необработанными. Пройдя калибрующие клети 12, деформированные участки вновь принимают круглую форму в поперечном сечении. Участки несрезанного грата, оставшиеся на недеформированных участках трубы, срезаются вторым гратоснимателем 11.
Предлагаемый трубоэлектросварочный стан обеспечивает получение дробленой стружки, а также увеличивает стойкость режущего инструмента вследствие раснределения работы но срезанию грата между двумя резцами.
Формула изобретения
Трубоэлектросварочный стан, содержащий последовательно установленные формовочные клети, узел сварки, валковую деформирующую клеть, внутренний гратосниматель, а
также калибрующие и правильные клети, отличающийся тем, что, с целью стабилизации процесса удаления внутреннего грата при деформировании отдельных участков трубы, чередующихся с недеформнрованными участками, он снабжен вторым гратоснимателем, установленным между калибрующей и правильной клетями.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренней поверхности сварных труб и трубоэлектросварочный стан для его осуществления | 1976 |
|
SU647029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ПОЛУЧАЕМЫХ КОНТАКТНОЙ СВАРКОЙ СОПРОТИВЛЕНИЕМ, ИМЕЮЩИХ УЛУЧШЕННЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ ШВОВ | 2006 |
|
RU2417851C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, ПОЛУЧАЕМЫХ КОНТАКТНОЙ СВАРКОЙ СОПРОТИВЛЕНИЕМ | 2006 |
|
RU2414315C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| ТРУ БОЭЛЕКТРХ ВАРОЧНЫЙ СТАН | 1971 |
|
SU432949A1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| Технологический инструмент трубоэлектросварочного стана | 1983 |
|
SU1126352A1 |
2
Сриг.-V
А
