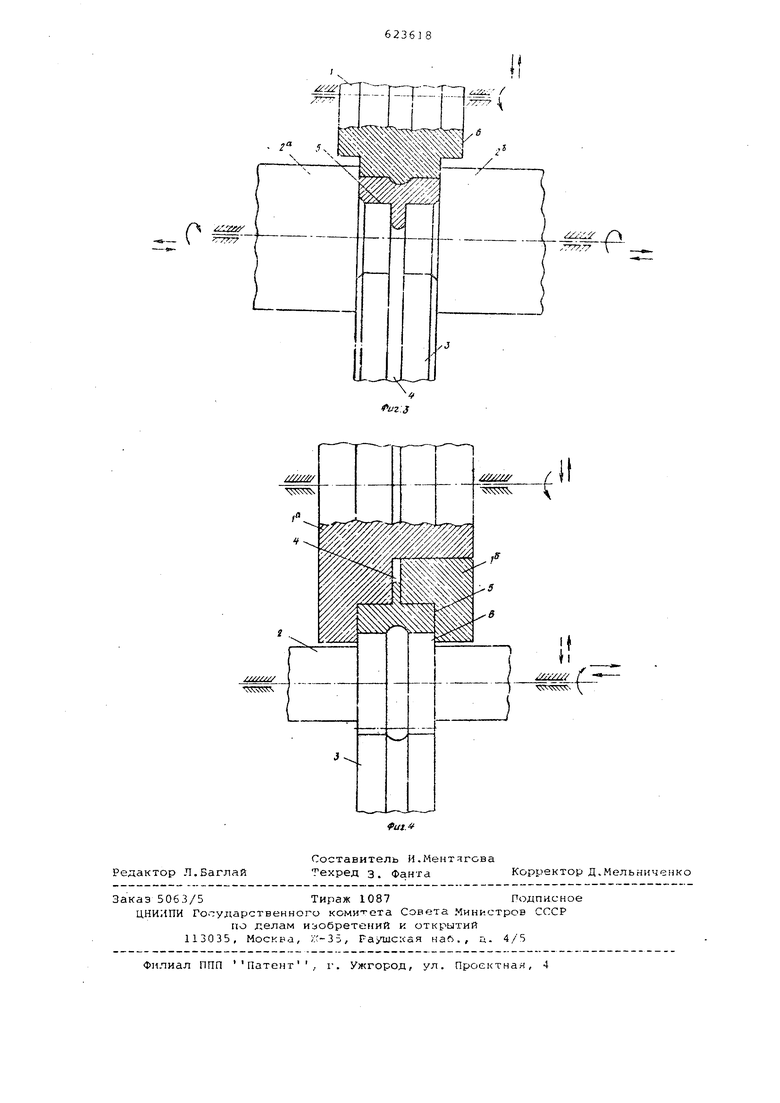
Изобретение относится к обработке металлов давлением, а именно к раскатке колец и может найти широкое применение в машиностроительной промышленности. Известен инструмент для раскатки кольцевых заготовок, содержащий внутренний и наружный раскатные валки, об разующие закрытый калибр, со специаль но предусмотренными зазорами между ними для вывода избытка металла при раскатке 1 . Этот инструмент позволяет получит кольцо заданных размеров как по шири не, так и по внутреннему и наружному диаметрам, но не обеспечивает высокой Точности геометрии кольца, так :сак в процессе раскатки образуются торцовые заусеницы, имеющие равные края, а фаски и галтели получаются недооформленными. Это происходит пот му, что зазор, образованный взаимньм расположением раскатных валков, изменяется в процессе раскатки и наход ся с торцов, образованного инструмен том, калибра. К концу процесса раскатки, сопротивление течению металла в труднодоступные места калибра (фас ки, скругления) становится больше, чем в предусмотренный, образующийся к этому моменту зазор. Это вызывает преждевременный выход из калибра металла и недооформление заданных фасок или галтелей. Известен инструмент для раскатки кольцевых заготовок, содержащий внутренний и наружный валки, образующие закрытый калибр, причем один из валков имеет профилированную поверхность, а другой - полость для выхода избытка метс1лла C2j . Недостатком известной конструкции является ее сложность и низкая точность получаемых изделий. Целью изобретения является повышение производительности. Для достижения цели один из валков выполнен с буртом, а другой - с кольцевой канавкой, при этом при раскатке бурт входит без зазора в кольцевую канавку так, что калибр не выступает за пределы канавки, а полость для выхода избытка металла выполнена в одном из валков в виде кольцевой проточки. На фиг. 1 изображен инструмент для раскатки колец с профилированной поверхностью по внутреннему диаметру, когда полость образована кольцевой проточкой соответствующего из валков
2 -- то ,
по
. ,-; ; и a фиг. 3 , y,M;ih г npis раскатке
;. i;pC- ab(;; чоае : Хпость О по иаруж;-К1у ,;;ал К5Т|-. : г гдэ полость и-бразуется :зап..:г ь;;; ;uvл c JOиeн ieм состсвпых чги:гей т-H--. стлующого из валков; па ;;пч 1 - ; .. же, по BEiyTpesHciMy диа
-. г, ; у .
{Uu:T;;:vr.-,j.-Г для раскатки КОЛЬЦЗБКЕС 3u,o:ic n-;к ; 1гл очает в себя наружной i) зПЛок 1 и внутренний рас. iViiioa BajiOK 2„ Причем на фиг« 3 )1 утрс-нь:г.й раскатЕЮй валок 2
яз ссставн1:х частей 2°
н
,, с и 1
4 - нару;-:ный
п;лкя 1 и 2 обрс.зуют закрытый кагг-б-: ;эрг.1Ируюлгг й при раскатке профиль 1:- ;:.а 3. В ib-оскос.и сиг.-з етрки кольца 3 г.ас оложе -:а ;-сольцевая проточка 4„ 1;зас)К 1 (фи; . i . 2 и 4) вьпюлнен с ;:ольм. канагкой 5, а валок 2 г-кj C/ih;;: С OyVlTOM б,
I- ;;л;;.(.;: :ос:ги с;1мг,1етрии кольца 3
;j копьцевая проточка 4 для
.; металла. Па фиг, З.-З ;;i-v-;Тс;з.пнет собой ; выполне ш в иалх: ;. со стороны nenpoffiwjni/и пке ра кольца. Па oaz.,,3, елая npoj.O-iKa обоазозан;
:аст:-ми валка, распопоЖ,--. также; со сторокс непрофил -грова;-;Ого jTiiaMiiipa кольиа.
;;оре,ч ria ; :э.ло;.- работы (ф;5г. 3 и 4j ocyiuecTi;.;;:n; С пронсрка ширКРиТ , пора,. опрТ- .емого состайпь и частями 11иструму та (2- и l и ). iiocjifi ЭТОГС1 ПК относительное полокепл
ик,сируегс; ::
остается таковьы.1 ДС1
ОКОНЧПНИ TlpO
есса раскатки. фиг, 1 2) кольце.вая
При jiaCoTe n.jjTOuca iHiri
:,яатся пр;1 изготовлении
.) кремя работ; : т.е. ичсгрум( lira. f-pfi вр-а даю цнхсл валкон 1 1-1 ,., т-олпщна кольца 3 постепенно ;/м :L: и ьаь7ся и м€;талл заполняет полосг tifiKpjroio калибра, формообраэуя тк, колмда к образу;г заусеге: Е :fC:us Jii-OiK f a.
Размеры кольце.-iof; ;уогочки 1 лодб :раготся таким обраэо,, чтобы, во;iepiiUK, кетгигл за;С.илял ее после sail олиеги- я труднодоступных, участков 1;ал1- бра, четко ССсрмляя xaiaie элемелтм сольл.а. как фаски, галтели, возторых, чтоб1. этот зазор вобрал весь (Оьег-лиий изллшек IieтaлJJa заготовки.
Расположение кольцевой проточк ; i к ПЛОСКОСТИ сим.1отрки кольца благ-огЕриятЕ-io сказываетсл ла распределепу;5 J,1eтaлJ;a в калибра при раскатке.
Получеьный таким образом заусенец иепрофилировгшиому диаметру кольца, н-а мешает его Дс ЛЬГ1ейшеЯ трапсiiOfriipoBicc и может быть удален на oGpGiifioM или прошивном штампах сдкоирекелпо с калибровкой этого же диаметра. Это позволяет вести полную а.Е-iоматиз-ац.ию процесса изготовления :олсц с Егспользоаанием высокопронэн слита ль tie го оборудования.
Формула v ;iобретения
Ч:-;стру1,:ект для раскатки кольце. v-v заготовок f содерхсащий внутренний -.1 г: ру}хный валки, образующие закры. ::;: .-:алибр, причем один из валков ;:меет профилированную юверхность , а другой - полость для выхода избытка металла, отличаюр1Ийся теМс что, с целью повышения точности изделий,, один из валков выполнен с бурто.м, а другой - с кольцевой капавкоП, при этоь5 при раскатке бурт зходнт без зазора в кольцевую канавку аах; что салибр не выступает за пределы канавки, а полость для вгахода избытка металла выполнена в одном из валков в виде кольцевой
ТрОТОЧКИ .
Источники информации, принятые по внимание при экспертизе:
1.Объемная штсмповка. Материалы семинара, Ы., 1973 г., с. 62-65, Мое дом ИТП им, Ф.Э.Дзержинского.
2.Патент США 3992929 кл. 72-105 23 Л1 Л6.
чп. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для раскатки кольцевых заготовок | 1978 |
|
SU721203A1 |
| Инструмент для раскатки кольцевых заготовок | 1989 |
|
SU1804364A3 |
| Инструмент для раскатки колец | 1981 |
|
SU967635A1 |
| Автоматическая линия для изготовления кольцевых заготовок | 1978 |
|
SU747596A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Способ получения колец из трубной заготовки | 1987 |
|
SU1493359A1 |
| Устройство для раскатки профильных кольцевых заготовок | 1986 |
|
SU1428517A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Устройство для раскатки колец | 1987 |
|
SU1488083A1 |
| Способ раскатки кольцевых заготовок | 1968 |
|
SU373997A1 |