Изобретение относится к обработке металов давлением и может быть исполь эовано при производстве кольцевых заготовок. Известна автоматическая кольцераокатная линия для изготовления кольцевых заготовок фирмы Вагнер, сопержашая установленные по ходу технологического процесса к связанные между собой устрой ство для загрузки пруткового материала нагревательную установку, пресс цля штамповки кольцевых полуфабрикатов под раскатку, загрузочное устройство, кольцераскатное устройство с одним кольцераскатн1 м станом с горизонтальным столом, эксцентрично расположенным относительно главного раскатного валка, гидравлический калибровочный пресс i. Недостатком такой линии является то, что лимитяруюшим звеном по производительности в ней является колы1ераска1 ный стан. Наиболее близким решением из извест ных является автоматическая линия для изготовления колЕшевьтх заготовок фирмы Вагнер, содержащая установленные по ходу технологического процесса к связанные между собой устройство для загруакя пруткового материала, нагревательную установку, пресс для штамповки кольцевых полуфабрикатов под раскатку, загрузочное устройство, кольцераскатное уст ройство с двумя кольцераскатными станами с горизонтальными роторными столами и эксцентрично расположенными относител ьно их главными раскатными валками, гидравлический калибровочный пресс 2. Недостатком этой автоматической линии для изготовления кольцевых заготовок является то, что операция калибровки после раскатки выполняется на калиб- ровочном прессе, за время транспортировки на котором происходит подстывание раскатанной заготовки. Кроме того, принятый способ калибровки не позволяет обрабатывать профилированные поверхности раскатанной заготошси я требует дополнительного обору37
цования, то есть наличия калибровочнсго пресса.
Цель изобретения - сокращение цик-ла изготовления кольцевых заготовок и упрощение структуры ли{ши,
5казанная цель достигается тем, что автоматическая линия снабжена двусторонним копиром, установленным между кольцераскатными станами, и двумя устройствами для разгрузки, расположенными за кольцераскатными станами, .при этом кольцераскатное- устройство и калибрующее устройство выполнены в виде вэаим ноориенти пова нн ых кольц еоаск а тных автоматов с калибровочными механизмам на каждой рабочей позиции ра скатки.
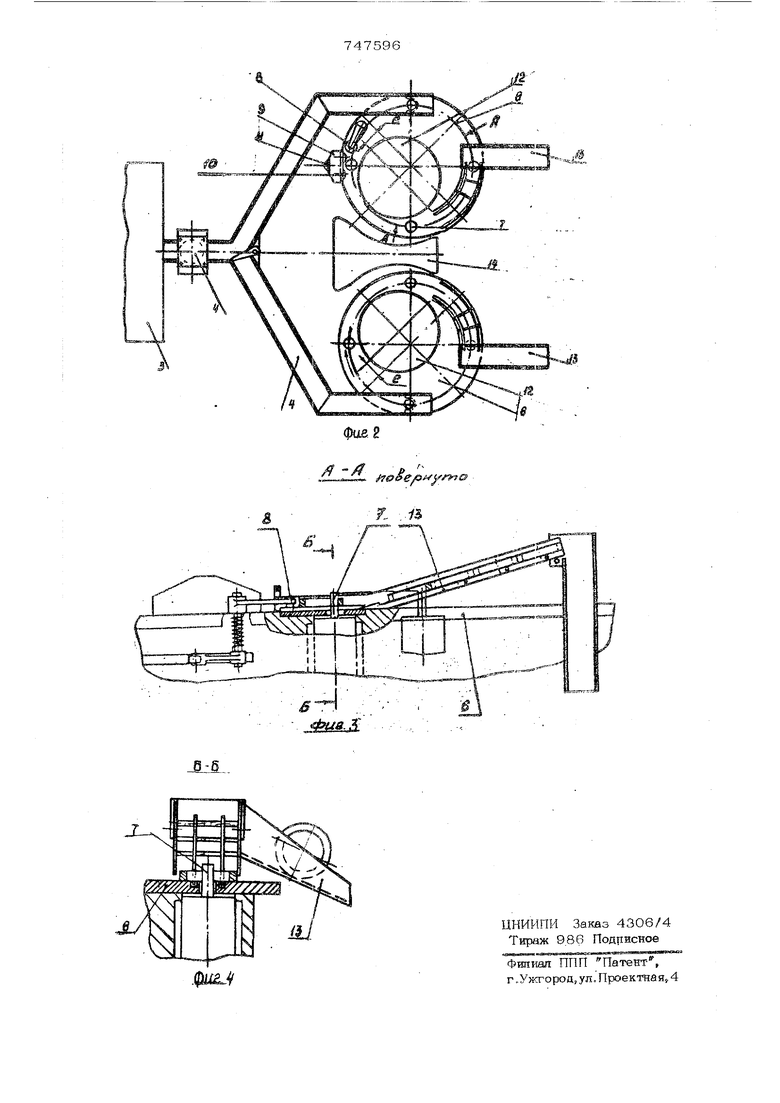
На фиг. 1 показана линия, общий вщц на фиг. 2 - кстьцераскатное устройство (вид в плане); на фиг, 3 - развертка копьцесъемного устройства; на фиг. 4 разрез Б-Б фиг. 3.
Линия состоит из устройства 1 для загрузки пруткового материала, нагревательной установки 2, пресса 3 для щтамповки кольцевых полуфабрикотов под раскатку, загрузочного устройства 4, кольцераскатного устройства с двумя кольцераскатными станами 5 с горизонтальными роторными столами 6, несущими по числу рабочих позиций внутрен ше раскатные валки 7, опорные ролики 8 и калибрующие устройства 9 с обкатными роликами 10 и копирным роликом Ни, эксцентрично расположенными относительно роторных столов 6 главными раскатными валками 12, я устройствами 13 для разгрузки станов 5,
Между кольцераскатными станами 5размещен копир размера 14.
Работа автоматической линии для иэготовлення кольцевых заготовок осуществляется следующим образом.
Г тковый материал, поступающий на устройство 1, подается в нагревательную установку 2 проходного типа, а затем на специальный автоматический 3-х пожционый пресс 3, на котором послеяо15ательно производится отрезка от прутка штучной мерной заготовки , осадка, выдавливание я просечка донышка , Кольцевая заготовка с помощью загрузочного устройства 4 подается поочередно на один из кольцераскатных станов 5 роторного типа и одевается на внутренний раскатной валок 7 стола 6.
За счет аксдентричного раст1оложе шя роторного стола 6 и глаЕНого раскат1гого
64
валка 12 при участии опорного ролика В осуществляется раскатка надетой на внут раскатный валок 7 кольцевой заготовки и получается задан1 ый профиль с толщиной стенки, определяемой настройкой раскаточного инструл ента.
Объемные отклонения, являющиеся следствием колебаний диаметра исходного тфу1 1ш, а также погрешностей операций отрезки и последующей штшлповки, приводят к значительным колебаниям как наружного диаметра, так и диаметра отверстия раскатанных заготовок.
Поэтому раскатанные заготовки подвергаются кйлибровке но ;нсаружному диаметру, который может быть как профилированным, так и не профилированным.
Для выполнения этой операции на рабочей позиции роторного стола 6 устанавливается калибрующее устройство 9, копирный ролик 11 которого набегая при повороте стола 6 на копир размера 14, что TIO времени совмещается с моментом оковчания собственно раскатки, осуществляет контакт его обкатных роликов 10 с раскатанной заготовкой ее поджим к главному раскатному валку 12 и последующее ее обжатие.
Внутренний раскатный валок 7 стана 5 при этом за счет эксцентричного расположения стола 6 и главного раскатного валка 12 выходит из взаимодействия с зажатой между обкатными роликами 10 устройства 9 и главным раскатным валком 12 раскатанной кольцевой заготовкой. Профиль копира размера 14 обеспечивает при этом получение заданного размера наружного диаметра раскатанной заготовки и последующую его свободную проработку. При этом обрабатываемая поверхность заготовки может быть как профилированной, так и нэтрофилированной. Калибрующее устройство 9 возвращается в исходное положение после схода его копирного ролика 11 с копира размера 14.
Обработанная таким образом раскатанная заготовкаперемещается вместе с роторным столом б к устройству 13 для осуществления разгрузки стана 5. Под воздействием на раскатанную заготовку внутреннего раскатного валка 7 при повороте роторного стола 6 она центрируется относительно его боковыми ц«1трирующими направляющими устройствами 13 и поступает на центральные профилированные направляющие устройства 13.
Внутренний раскатный валок 7, перемещаясь вместе с роторным столом 6, поднимает раскатанную заготовку по центральным направляющим устройства 13 на высоту, обеспечивая себе дальнейшее беспрепятственное прохождение по заданной траектории,,5
За счет профиля центральных направляющих устройства 13 сползание раскатанной заготовки под действием собственного веса исключается.
Рабочая позиция роторного стола 6 ю освобождается, и при поступлении ее в зону загрузки вновь одевается очередная кольцевая заготовка под раскатку,и цикл повторяется.
Такая компановка автоматической линии 15 для изготовления заготовок позволяет упростить структуру линии за счет сокращения количества оборудования, н соответственно сократить цикл изготовления кольцевых заготовок.20
Формула изобретения
Автоматич.юкая линия для изготовления кольцевых заготовок, содержащая уста- 25 новленные по ходу технологического процесса и связанные между собой устройство для загрузки пруткового материала, нагревательную установку, пресс для штамповки
кольцевых полуфабрикатов под раскатку, загрузочное устройство, кольцераскатное устройство с двумя кольцераскатными станами с горизонтальными роторными столами и эксцентрично расположенными относительно их главными раскатными валками, и калибрующее устройство, отличающаяся тем, что, с целью сокращения цикла изготовления кольцевых заготовок и упрощения структуры линии, она снабжена двусторонним копиром,установленным между кольцераскатными станами, и двумя устройствам и для разгрузки, расположенными за кольцераскатными станами, при этом кольцераскатное устройство и калиб- -. рующее устройство выполнены ввидевзаимноориентированньсх; кольцераскатных автоматов с калибровочными механизмами на каждой рабочей позиции раскатки.
Источники информации, принятые во внимание при экспертизе
1. Спришевский А.И. Подщипники качения, М., Мащиностроен.ие, 1969, с. 349 рис.-237.
2.Ringu;ot Zmascb oen und R ngujaEzaneogen RV- eitstahe Maschinenboiu Wagnep DortmuncJ. Проспект фирмы
Вагнер (ФРГ), 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Кольцераскатный роторный многошпиндельный автомат | 1976 |
|
SU656718A1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| Многопозиционный кольцераскатный стан | 1978 |
|
SU697234A1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Многовалковый стан для раскатки колец | 1981 |
|
SU1044395A1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
| Отключающее устройство к кольцераскатной машине | 1977 |
|
SU653012A1 |
| Автоматическая поточная линия для производства заготорок колец крупногабаритных подшипников | 1974 |
|
SU519258A1 |