Изобретение относится к области станкостроения, а именно к стенкам для шлифования некруглых отверстий нлв валов поперечный контур которых отличается свойством равноосностя (полироннью профили).
Известно устройство ,для шлифования некруглых поверхностей изделий, содержащее расположенную в направляющих станины каретку, установленный в направляющих каретки корпус шпинделя и два соединенных между собой и нахо- дяпшхся в контакте с корпусом н кареткой эксцентрика ij .
Однако это устройство позволяет шлифовать полигонный профиль только одного размера. При переходе на обработку другого профиля приходится менять эксцентрики.
Целью настоящего изобретения является расширение диапазона форм и размеров обрабатываемых поверхностей и повышение точности их воспроизведения путем сдвига фаз ортогональных колебап НИИ шпинделя.
Для этого в предлагаемом устройстве эксцентрики соединены муфтой, обеспечивающей разворот одного эксцентрика относительно другого. При этом муфта может быть выполнена зубчатой с различным числом зубьев в полу муфтах.
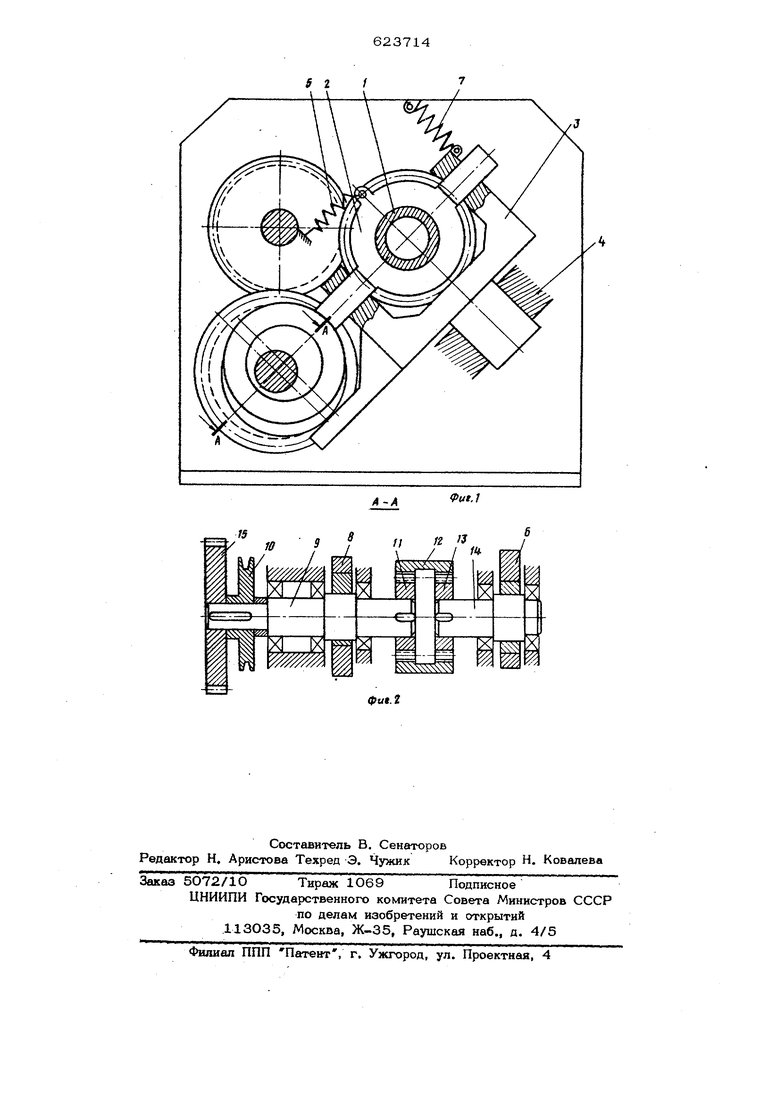
На фиг. 1 изображено устройство, ni перечный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Шпиндель 1 вращается в подшипниках, расположенных в корпусе 2. Корпус может перемещаться по направляющим каретки 3. Каретка в свою очередь может перемещаться по направляющим станины
4. Пружина 5 прнжимает корпус 2 к поверхности эксцентрика 6, а пружина 7 прижимает каретку 3 к поверхности эксцентрика 8. Эксцентрики 6 и 8 обработаны совместно и имеют полностью идентичные размеры наружной поверхности. При вращении вала 9 от шкива ременной передачи Ю эксцентрик 8 поворачивается и это вращение далее передается на полумуфту 11, соединительную муфту
12, полумуфту 13, вал 14 н эксцентрик 6. В результате воздействия эксцентриков на корпус 2 и каретку 3 последние: совершают колебания в двух взаимно перпендикулярных направлениях. Сложение этих колебаний обеспечивает движение оси шпинделя по эллипсу. Для согла сования скорости вращения шпинделя 1 и Кала 9 предусмотрена гитара сменных шестерен (ведушая шестерня 15), Вращение от последней шестерни гитары на качакадийся ишиндель передается карданным .валиком. Для регулирования амплитуды колебв НИИ изменяется положение эксцентриков 6: и 8 на валах 14 и 9 с помощью пром1ежуточных эксцентриковьрс втулок. Регулирование соотношения полуосей эллщтса осуществляется относительным раз воротом валов 9 и 14. Для этого соединительную муфту 12 сдвигают, например j влево и поворачивают 0ал 14 при фиксированном положении вала 9. Посл® поворота на заданный угол соединительная муфта 12 вновь соединяется с |о0еими полумуфтаьш. : Для повышенна точности относитфльного разворота валов 9 н 14 полум ты 11 и 13 вмезйур различное число . Например, псшумуфта 11 имеет 50 зубьев, а пол -муфта 13 соответстве но 49 аубьеЬ. Это позволяет настраивать относительный разворот валов 9 и 14 с дискретностью 9 минут. Такое устройство может быть использовано для внутришлифовальных и круглошлифовальных станков. Формула изобретеля-я 1.Устройство для шлифования некруглых поверхностей изделий, содержащее расположенную в направляющих станины каретку, установленный в направлшощиу каретки корпус шпинделя и два соединенных между собой «и находящихся в контакте с корпусом и кареткой эксцент. рика, отличающееся тем, что, с целью расширения диапазона форм и размеров обрабатываемых поверхностей и повыщения точности их воспроизведения путем сдвига фаз ортогональных колебаний щпинделя, эксцентрики соединены муфтой, обеспечивающей разворот одного эксцентрика относительно другого. 2.Устройство по п. 1, о т я и ч аю щ е е с я тем, что муфта выполнена зубчатой с различным числом зубьев в полумуфтах. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 84432, ил. В 24 В 5/16, 1949.
s г
/
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
Фи.1
фи.2
