Изобретение относится к области приборостроения и быть использовано при обработке магнитных головок с цилиндрической рабочей поверхнсютью, используемых в аппаратуре магнитной записи.
Известны способы изготовления мапнитных головок путем обработки их цилиндрической поверхности периферией алмазно-абразивного круга. При осуществлении этих способов магнитную головку качают относительно оси ее цилиндрической поверхности, при этом режущая поверхность инструмента (круга или бруска) движется прямолинейно вдоль цилиндрической поверхности магнитной головки .
Недостатком этих способов является нербшиомерный изнсх: абразивного инструмента, а обработанная поверхность магнитной головки имеет низкое качество. Наиболее близким по технической сущноссти к изобретению является способ изготовления магнитных головок, при котором обработку цилиндрической поверхности г-олэвки осуществляют торцовой поверхностью круга при качании головки Относительно оси ее цилиндрической поверхности.
Однако качество цилиндрической поверхности магнитной головки при обработке ее таким способом, особенно в зоне рабочего зазора остается низким.Это объясняется тем, что абразивный круг входит на обрабатываемую поверхность непосредственно на рабочий зазор (фиг.1 а направление подачи совпадает с рабочим зазором. Поэтому вдоль рабочего зазора по кромке образуются сколы, размеры которых соизмеримы с шириной рабочего зазора. В результате этого реальный рабочий зазор увеличивается в 23 разаГзТ.
Целью изобретения является улучшение качества обрабатываемой поверхности.
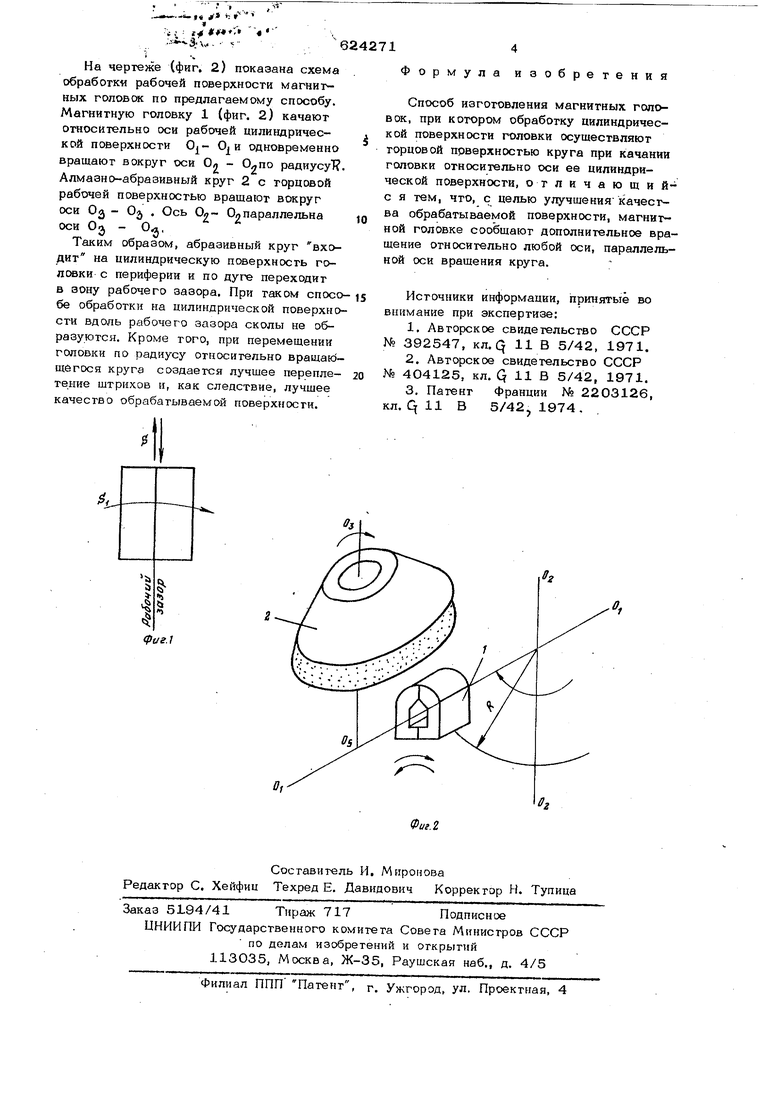
Эта цель достигается тем, что по предложенному способу магнитной голоВке сообщают дополнительное вращение относительно любой ,оси, параллельной оси вращения круга. .-i.|« it ..: : « 6 3 v« Ha чертеже (фиг. 2) показана схема обработки рабочей поверхности магнитных голоБСЖ по предлагаемому спсчзобу. Магнитную головку 1 (фиг. 2) качают относительно оси рабочей цилиндрической поверхности О| и одновременно вращают вокруг оси О/, - Олпо радиусуТ Алмазно-абразивный круг 2 с торцовой рабочей поверхностью вращают вокруг оси Од - Oj , Ось Оя- Оя параллельна оси Oj - 0, Таким образом, абразивный круг входит на цилиндрическую поверхность головки с периферии и по дуге переходит в зону рабочего зазора. При таком спосо бе обработки на цилиндрической поверхно сти вдоль рабочего зазора сколы не образуются. Кроме того, при перемещении головки по радиусу относительно вращай щбгсхзя круга создается лучшее переплетение штрихов и, как следствие, лучшее качество обрабатываемой поверхности. 14 Формула изобретения Способ изготовления магнитных головок, при котором обработку цилиндрической поверхности головки осуществляют торцовой поверхностью круга при качании головки относительно оси ее цилиндрической поверхности, отличающийс я тем, что, с целью улучшения качества обрабатываемой поверхности, магнитной головке сообщают дополнительное вращение относительно любой оси, параллельной оси вращения круга.: Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 392547, кл. Q 11 В 5/42, 1971. 2.Авторское свидетельство СССР № 404125, кл. Q 11 В 5/42, 1971. 3.Патент Франции № 2203126, кл. q 11 В 5/42, 1974.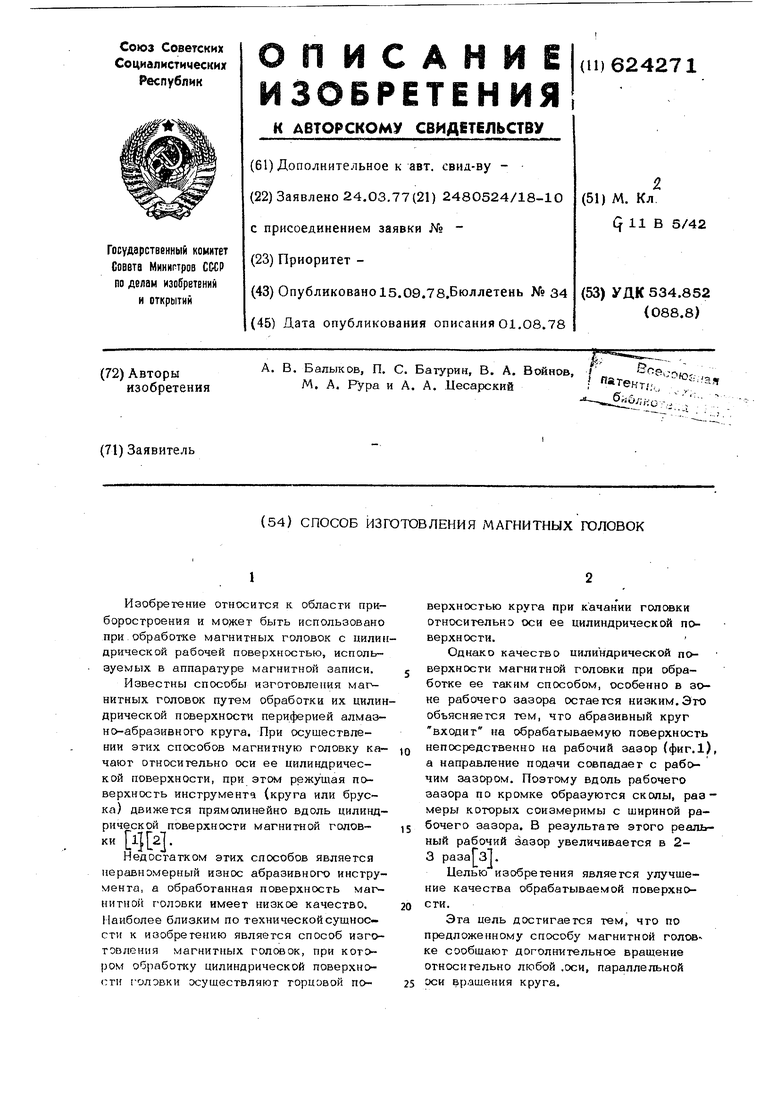
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ доводки рабочей поверхности магнитной головки | 1986 |
|
SU1531139A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| Способ изготовления ферритовой магнитной головки | 1973 |
|
SU454579A1 |
| Шлифовальное устройство для обдирки проката | 1975 |
|
SU596423A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Способ обработки рабочей поверхностиМАгНиТНыХ гОлОВОК | 1979 |
|
SU838722A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦА КОНУСА КИНЕСКОПОВ АБРАЗИВНЫМИ КРУГАМИ | 1992 |
|
RU2042493C1 |
