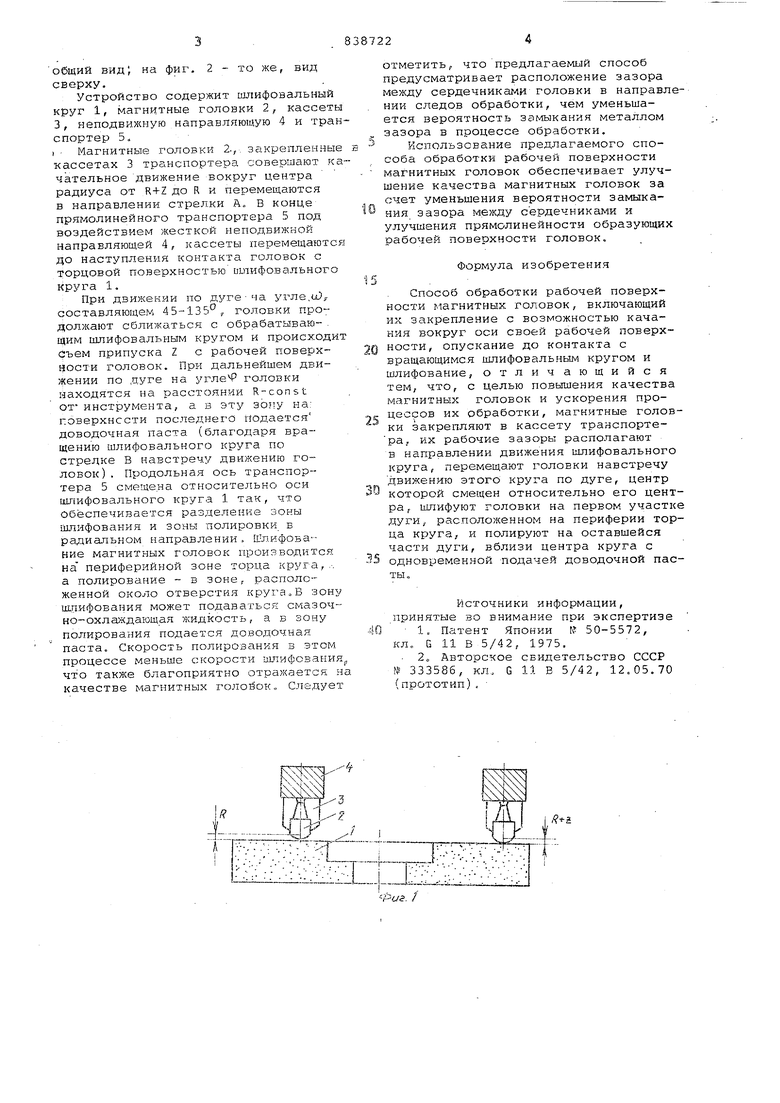
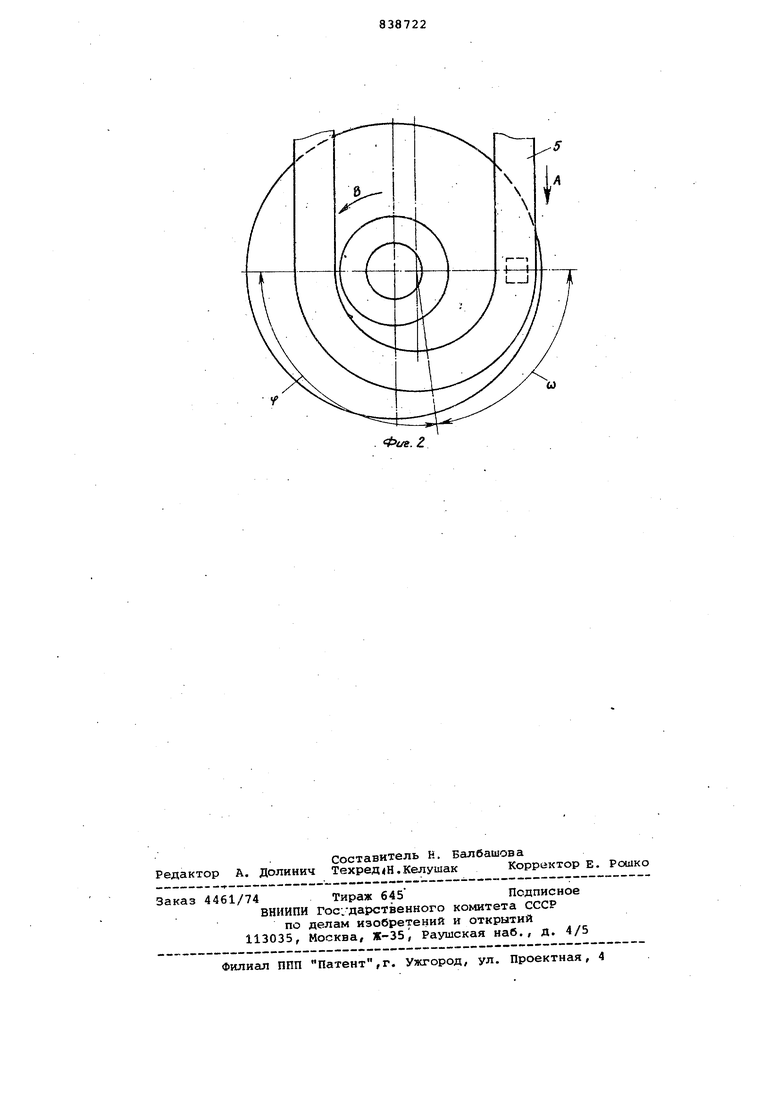
общий вид , на фиг, 2 - то же, вид сверху.
Устройство содержит шлифовальный круг 1, магнитные головки 2, кассеты 3, неподвих ную направляющую 4 и транспортер 5.
I Магнитные головки 2.,, закрепленные кассетах 3 транспортера совершают качательное движение вокруг центра радиуса от R+Z до R и перемещаются в направлении стрелки А, в конце прямолинейного транспортера 5 под воздействием жесткой неподвижной направляющей 4, кассеты перемещаются до наступления контакта головок с торцовой поверхностью ишифовального круга 1,
При движении по дуге-ча угле,д),составляющем 45-135 -, головки продолжают сближаться с обрабатываю- . щим шлифовальным кругом и происходит съем припуска Z с рабочей поверхности головок. При дальнейшем движении по дуге на углеЧ головки находятся на расстоянии R-const ОТ инструмента, а в эту зону на: поверхности последнего подается доводочная паста (благодаря вращению шлифовального круга по стрелке В навстречу движению го-ловок) . Продольная ось транспортера 5 смещена относительно оси цисифовального круга 1 так, что Обеспечивается раз/деление зоны шлифования и зоны полировки в радиальном Е1аправлении ШлифОБаНие магнитных головок ГФОИЗБОДИТСЯ на периферийной зоне торца круга, ,, а полирование - в зоне, расположенной около отверстия круга«В зону Шлифования может подаваться смазочно-охлаждающая жидкость, а в зону полирования подается доводочная паста. Скорость полирования в этом процессе меньше скорости шлифования, что также благоприятно отражается на качестве магнитных голойок. Следует
отметить, что предлагаемый способ предусматривает расположение зазора между сердечниками головки в направлнии следов обработки, чем уменьшается вероятность замыкания металлом зазора в процессе обработки.
Использование предлагаемого способа обработки рабочей поверхности магнитных головок обеспечивает улучшение качества магнитных головок за счет уменьшения вероятности замыкания зазора между сердечниками и улучшения прямолинейности образующих рабочей поверхности головок.
Формула изобретения
Способ обработки рабочей поверхности магнитных головок, включающий их закрепление с возможностью качания вокруг оси своей рабочей поверхности/ опускание до контакта с вращающимся шлифовальным кругом и шлифование, отличающийся тем, что, с целью повышения качества магнитных головок и ускорения процессов их обработки, магнитные головки закрепляют в кассету транспортера, их рабочие зазоры располагают в направлении движения шлифовального круга, перемещают головки навстречу движению этого круга по дуге, центр которой смещен относительно его центра , ишифуют головки на первом участк дуги, расположенном на периферии торца круга, и полируют на оставшейся части дуги, вблизи центра круга с одновременной подачей доводочной пасты.
Источники информации, принятые во внимание при экспертизе
1 Патент Японии К 50-5572, кл, G 11 В 5/42, 1975,
2о Авторское свидетельство СССР № 333586, кл. G 11 В 5/42, 12.05.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2545851C2 |
| Способ абразивной обработки плоских поверхностей | 1986 |
|
SU1641593A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2082599C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2220250C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| Способ шлифования рабочей поверхности магнитной головки | 1986 |
|
SU1450977A1 |
2
Фаг. /
(О
Фие.г
