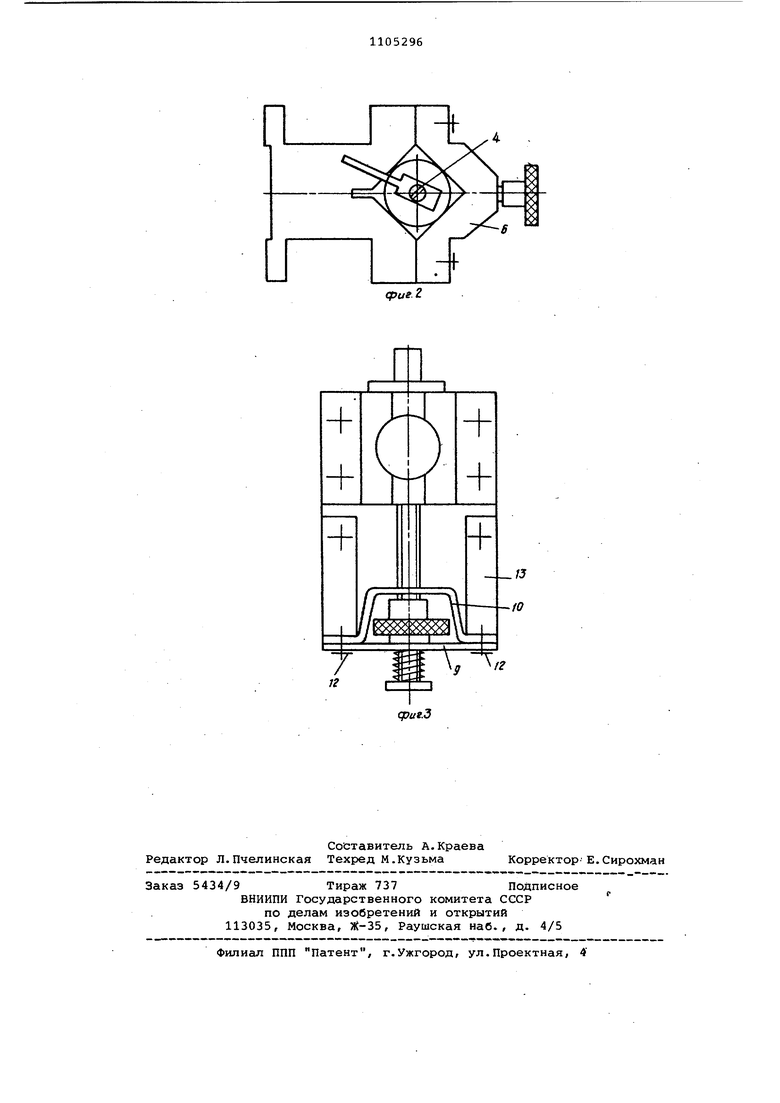
Изобретение относится к ремонту мерительного и контрольного инструмента и может быть использовано для окончательной обработки, в частности ручной односторонней доводки, торцовой поверхности линейных шабло нов-высотомеров с плоскими измерительными поверхностями. Известно устройство для доводки плоскостей, в котором притирбазиру ется на ролик, размещенный на значи тельном расстоянии от обрабатываемой поверхности, и на эту поверхность 1. Базой для притира является линия образующая поверхности ролика. База линия не обеспечивает параллельност обрабатываемой поверхности относительно второй измерительной поверхности инструмента, а в случае ступе чатого шаблона-высотомера не обеспе чивает параллельности обрабатываемой поверхности шаблона его основанию. Кроме того, обрабатываемый инструме базируется на свободную поверхность не дающую точной ориентации обрабаты ваемых измерительных поверхностей относительно приспособления, что пр водит к погрешности при обработке . мерительной поверхности. Известно также приспособление дл доводки неподвижного стержня микрометра, содержащее держатель детали, и направляющий элемент для базирова ния притира, установленные с возмож ностью относительного перемещения и фиксации в заданном положении с помощью винтовой тяги и упора 2 . Однако в данном приспособлении п раллельность базовой и доводимой по верхности может быть обеспечена лишь при идеальном условии, когда толщина обрабатывающего инструмента равна расстоянию между этими поверхностями. Практически эти расстояния не совпадают, а следовательно, устройство не позволяет выдержать жестко заданный размер от базовой до измерительной плоскости, а в случае ступенчатых шаблонов, когда и. базова идоводимая поверхности однонаправле ны, обработка вообще невозможна. Цель изобретения - повышение точности доводки ступенчатых шаблонов. Поставленная цель достигается тем что в устройстве для доводки плоскостей преимущественно измерительных инструментов, содержащем держатель детали и направляющий элемент для базирования притира, установленные с возможностью относительного перемеще ния и фиксации в заданном положении с помощью винтовой тяги и упора, нап равляющий элемент выполнен в виде призмы, базовая поверхность которой расположена параллельно опорному торцу держателя детали, предназначенному для размещения базовой поверхности шаблона, а винтовая тяга связана с другим торцом держателя и снабжена упругим элементом. На фиг. 1 представлено устройство, общий вид в разрезе, на фиг. 2 - то же, вид. сверху, на фиг. 3 - то же, вид сбоку. Устройство Для доводки плоскостей представляет собой призму 1 с размещенным в ней держателем детали - сухарем 2, торец А которого сопряжен с торцом обрабатываемого ступенчатого шаблона 3 и параллелен торцовой поверхности Б призмы 1. Шаблон 3 закреплен жестко на сухаре 2 винтом 4, Положение сухаря 2, имеющего возможность осевого перемещения вдоль призмы 1, фиксирует стопорный винт 5, ввернутый в крышку б, жестко закрепленную на призме. Со стороны другого торца сухарь 2 связан с винтовой тягой 7, на которую навинчена гайка 8, движение которой относительно призмы II ограничено упорами 9 и 10, имеющими отверстия, через которые проходит тяга 7. Тяга имеет мелкую микрометрическую резьбу и снабжена упругим элементом, в частности пружиной 11. Упоры 9 и 10 винтами 12 закреплены на сухариках 13, жестко связанных винтами 14 с призмой 1. Доводке подлежат поверхности В и Г ступенчатого шаблона 3. Устройство для доводки работает следующим образом. Ослабив винт 5, вращением гайки 8 подают вверх сухарь 2 вместе с укрепленным на нем шаблоном 3. Притир вводят между поверхностью Б призмы 1 и подлежащей доводке поверхностью В шаблрна. При этом гладкой поверхностью притир лежит на призме, а его рабочая поверхность с нанесенным на нее абразивом обращена в сторону поверхности в. Обратным вращением гайки 8 доводят шаблон до соприкосновения с притиром, обеспечивая мягкий натяг пружиной 11, ив таком положении сухарь 2 фиксируют винтом 5. Притиру придают возвратно-поступательные движения, при этом он скользит по обработанной с малыми допусками плоскости Б призмы, которая является направляющей. Обработку ведут до заданного размера. При этом обработанная поверхность может быть получена с чистотой до П класса и параллельностью до 0,001 мм базовой поверхности шаблона. Предлагаемое устройство позволяет с большей точностью доводить ступенчатые шаблоны..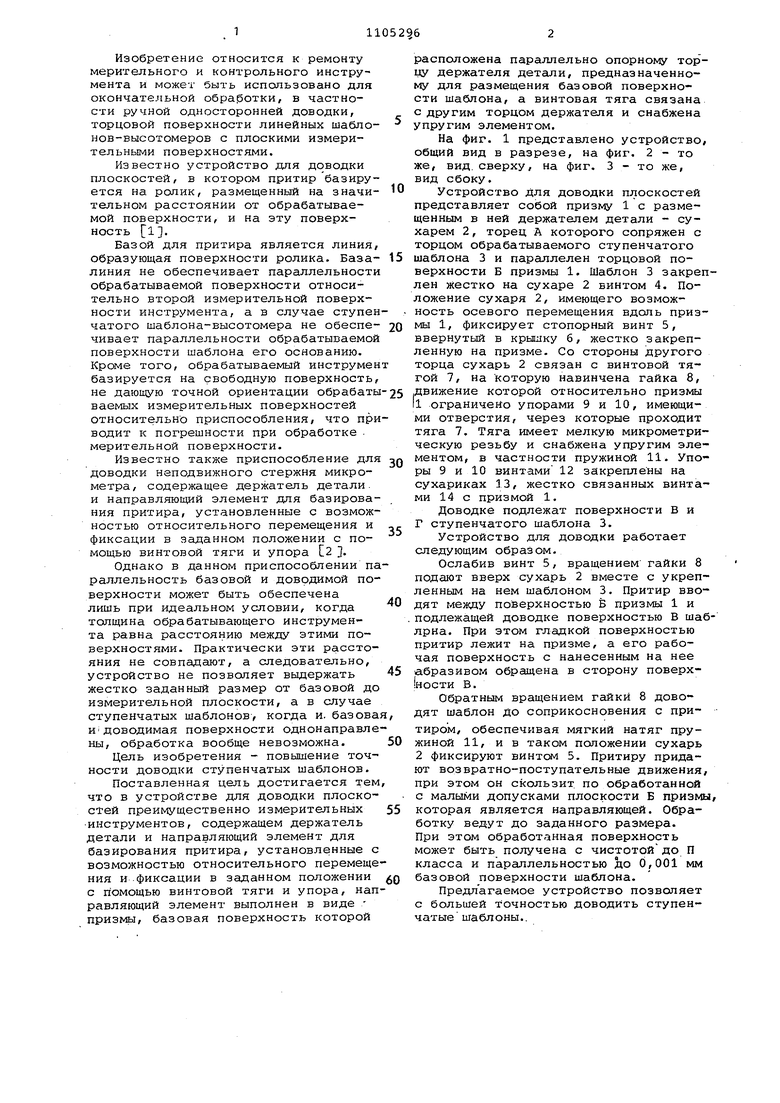
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для окончательной обработки торцовой поверхности цилиндрических деталей | 1977 |
|
SU666061A1 |
| Приспособление для одновременной доводки у штангенциркулей обеих мерительных поверхностей для наружного измерения | 1947 |
|
SU71349A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Устройство для крепления инструмента | 1981 |
|
SU1038086A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Устройство для обработки плоских поверхностей | 1985 |
|
SU1296375A1 |
| Устройство для установки жестких опор при бесцентровом шлифовании | 1973 |
|
SU511189A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Плоскодоводочный станок | 1982 |
|
SU1139617A1 |
УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ, преимущественно измерительных инструментов, содержащее держатель детали и направляющий элемент для базирования притира, установленные с возможностью относительного перемещения и фиксации в заданном положении с помощью винтовой тяги и упоров, отлича1рщееся тем, что, с целью повышения точности доводки ступенчатых шаблонов, направляющий элемент выполнен в виде призмы, базовая поверхность которой рас-. положена параллельно опорному торцу держателя детали, предназначенному для размещения базовой поверхности шаблона, а винтовая тяга связана с другим торцом держателя и снабжена . упругим элементном. Л С СП ю. со да //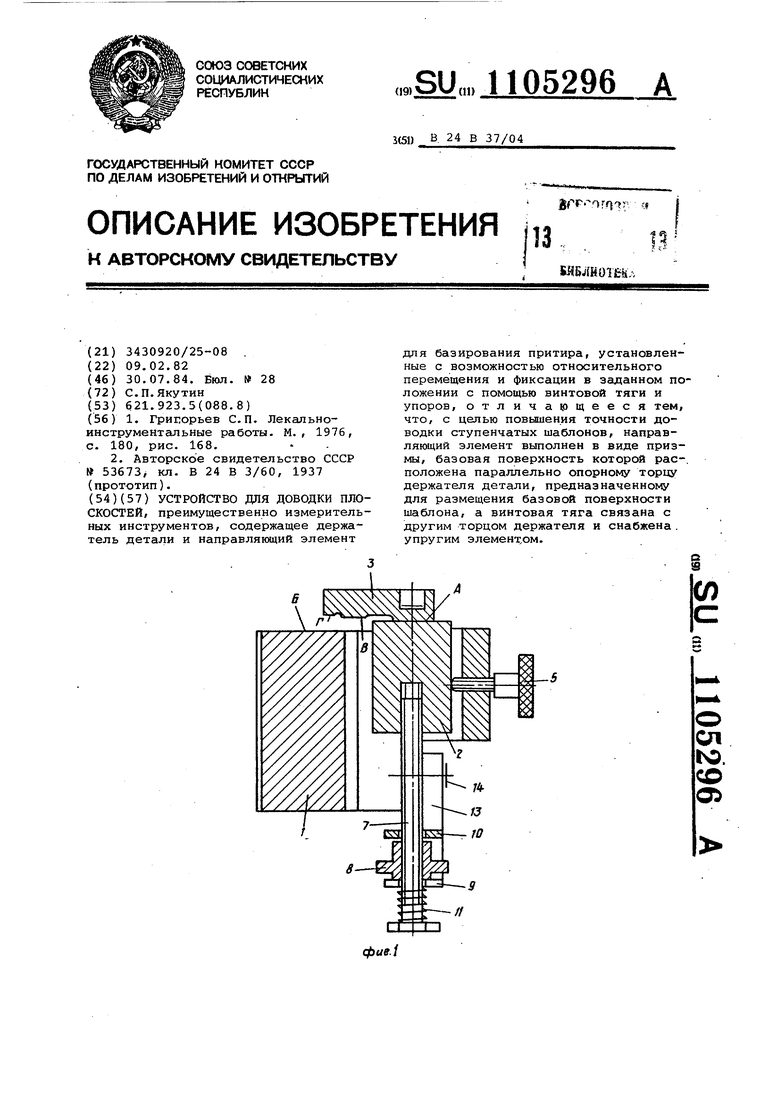
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Григорьев С.П | |||
| Лекальноинструментальные работы | |||
| М., 1976, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для доводки неподвижного стержня микрометра при ремонте | 1937 |
|
SU53673A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
