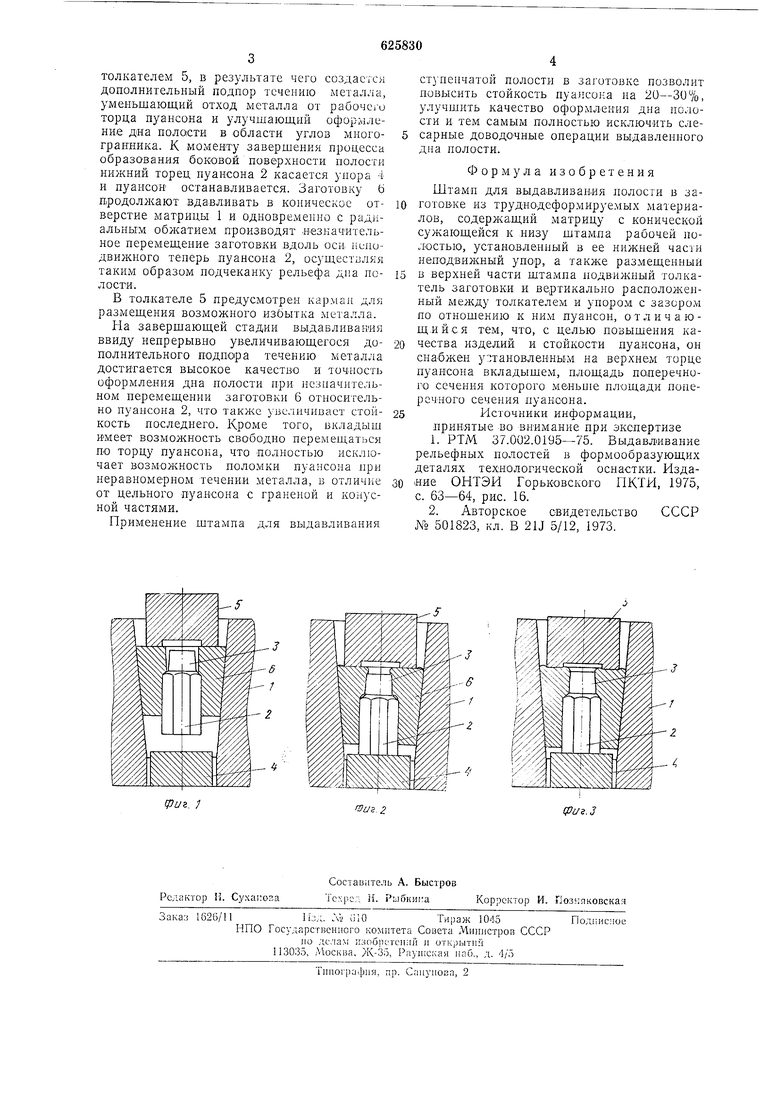
толкателем 5, в результате чего создастся дополнительный подпор течению металла, уменьшающий отход металла от рабоче1-и торца пуансона и улучшающий оформление дна полости в области углов многогранника. К моменту завершения процесса образования боковой поверхности полости нижний торец пуансона 2 касается упора 4 н пуансон останавливается. Заготовку b продолжают вдавливать в коническое отверстие матрицы 1 и одновременно с радиальным обжатием производят «-езкачительное перемещение заготовки вдоль оси пииидвижного теперь пуансона 2, осущест1злйк таким образом подчеканку рельефа дна нол ости.
В толкателе 5 предусмотрен карман для размещения возможного избытка металла.
На заверщающей стадии выдавливания ввиду непрерывно увеличивающегося дополнительного подцора течению металла достигается высокое качество и точность оформления дна полости при незначительном перемещении заготовки 6 относительно пуансона 2, что также увс;1ичиваст стойкость последнего. Кроме того, вкладыш Имеет возмол ность свободно перемещаться по торцу пуансона, что полностью исключает возможность поломки пуансона прн неравномерном течении металла, в отличие от цельного пуансона с граненой и конусной частями.
Применение штампа для выдавливания
ступенчатой полости в заготовке позволит повысить стойкость пуансона на 20-30%, улучшить качество оформления дна нолости и тем самым полностью исключить слесарные доводОЧные операции выдавленного дна полости.
Формула изобретения
Штамп для выдавливания полости в заготоВКе из труднодеформируемых материалов, содержащий матрицу с конической сужающейся к низу штамиа рабочей полостью, установленный в ее нижней части неподвижный упор, а также размещенный в верхней части шталша подвижный толкатель заготовки и вертикально расположенный между толкателем и упором с зазором по отношению к ним пз ансон, отличающийся тем, что, с целью повышения качества изделий и стойкости пуансона, он снабжен утановленным на верхнем торце пуансона вкладышем, площадь полеречного сечения которого меньн1е площади поперечного сечения пуансона.
Источники информации,
принятые во внимание при экспертизе
1.РТМ 37.002.0195-75. Выдавливание рельефных полостей в формообразующих деталях технологической оснастки. Издание ОНТЭИ Горьковского ПКТИ, 1975, с. 63-64, рис. 16.
2.Авторское свидетельство СССР № 501823, кл. В 21J 5/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 2008 |
|
RU2383409C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Способ изготовления стержневых изделий с полой головкой и примыкающим к ней многогранником и устройство для его осуществления | 1988 |
|
SU1609549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Штамп для выдавливания изделий с полостями | 1982 |
|
SU1142210A1 |
5
-J
