Известны способы и устройства для непрерывного литья стальных слитков в прямоугольного сечепия канале, образуемом четырьмя бесконечными лентами. Известен также и способ уплотнения стальных слитКОВ, заключающийся в том, что во время заливки в форму вводят охлаждаюпдие ленты, сматываемые с рулонов.
Предлагаемое устройство отличается от известных тем, что между рулонами и каналом установлены тормозные колодки, создающие натяжение лент при их сматывании с рулонов. Сматывание осуществляется зажимом, расположенным в канале и вытягиваемым по мере заливки металла затравкой. Этим обеспечивается параллельность движения лент и тем самым их постоянное расстояние от краев слитка.
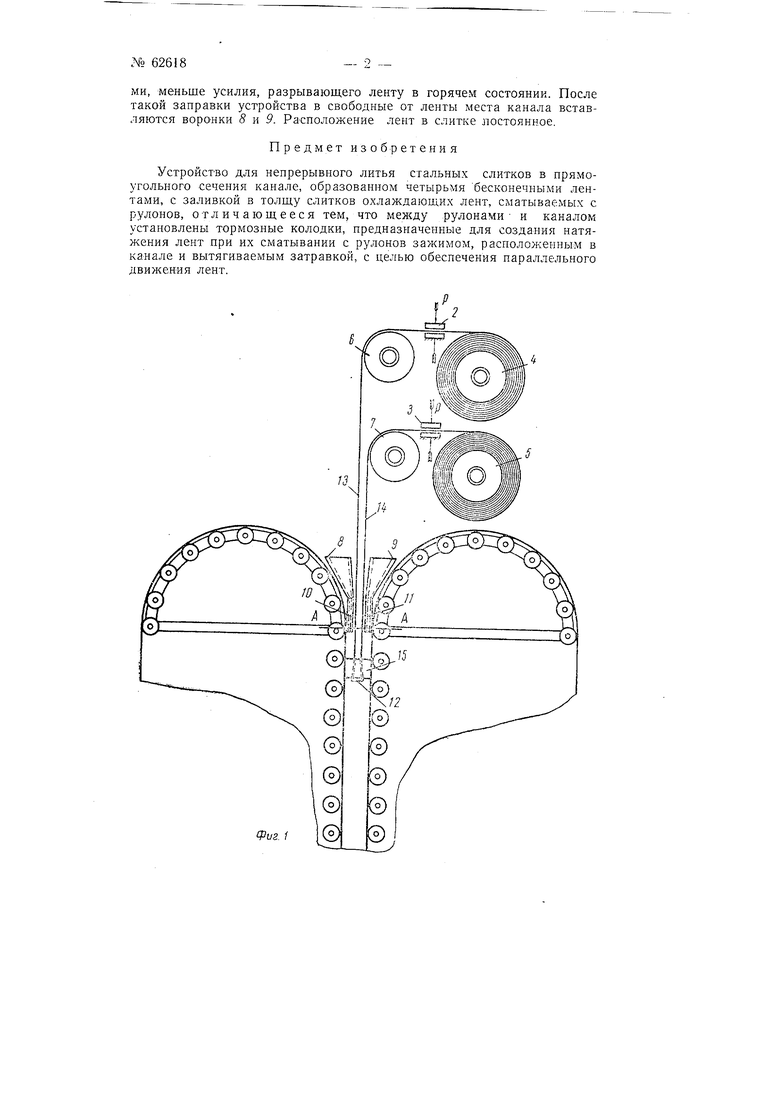
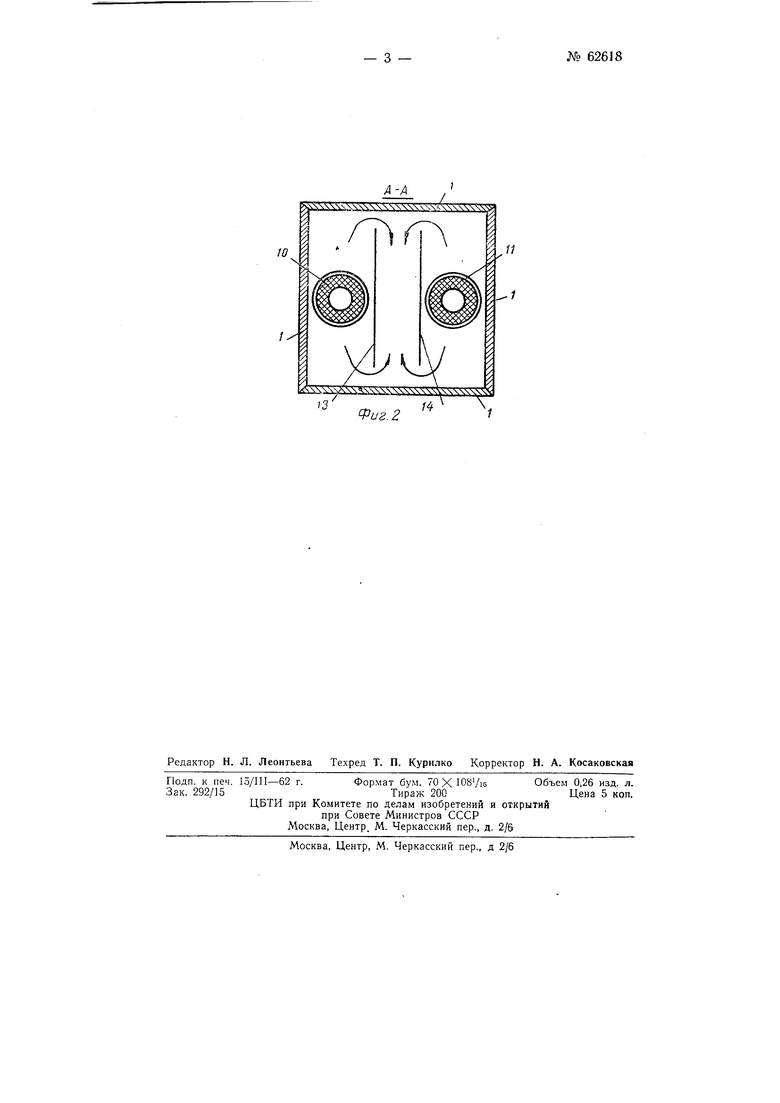
На фиг. 1 изображен общий вид устройства; на фиг. 2-разрез по А-А.
Четыре ленты / образуют замкнутый вертикальный капал, куда заливается жидкая сталь. Рулоны 4 к 5 с намотанными на них охлаждающими лентами 13 и J4 располагаются выше капала. Ленты, сматывающиеся е рулонов, обходят вокруг нажимных роликов 6 и 7 и проходят В канал, где концы их закрепляются в зажиме 15 при помощи клина 12. Между нажимными роликами и рулонами помещаются тормозные колодки 2 -я 3, через которые проходят лепты при сматывании с рулонов. Металл в канал подается через воронки 5 п 9, снабженные насадками 10 и 11, входящими в канал.
Перед началом пуска концы лент 13 п 14 вставляются в соотвегствующие пазы зажима 15, натягиваемого впоследсгвии затравкой, и заклиниваются В нем клином 12. После этого зажим с зажатыми в него лентами вставляется плотно в канал устройства на глубину пр 1мерно 100-200 мм. Затем ленты зажимаются тормозными колодками 2 и 3 с определенным пружинящим усилием. Таким образом, достигается параллельное расположение лент между собой за счет определенного растяжения их. Сила трения, возникающая между колодками и лента№ 626 i 8- 2 -
ми меньше усилия, разрывающего ленту в горячем состоянии. После такой заправки устройства в свободные от ленты места канала вставляются воронки 8 Yi 9. Расположение лент в слитке лостоянное.
Предмет изобретения
Устройство для непрерывного литья стальных слитков в прямоугольного сечения канале, образованном четырьмя бесконечными лентами с заливкой в толщу слитков охлаждающих лент, сматываемых с рулонов отличающееся тем, что менаду рулонами- и каналом установлены тормозные колодки, предназначенные для создания натяжения лент при их сматывании с рулонов зажимом, расположенным в канале и вытягиваемым затравкой, с целью обеспечения параллельного движения лент.
Ф(/г. /
Фиг. 2