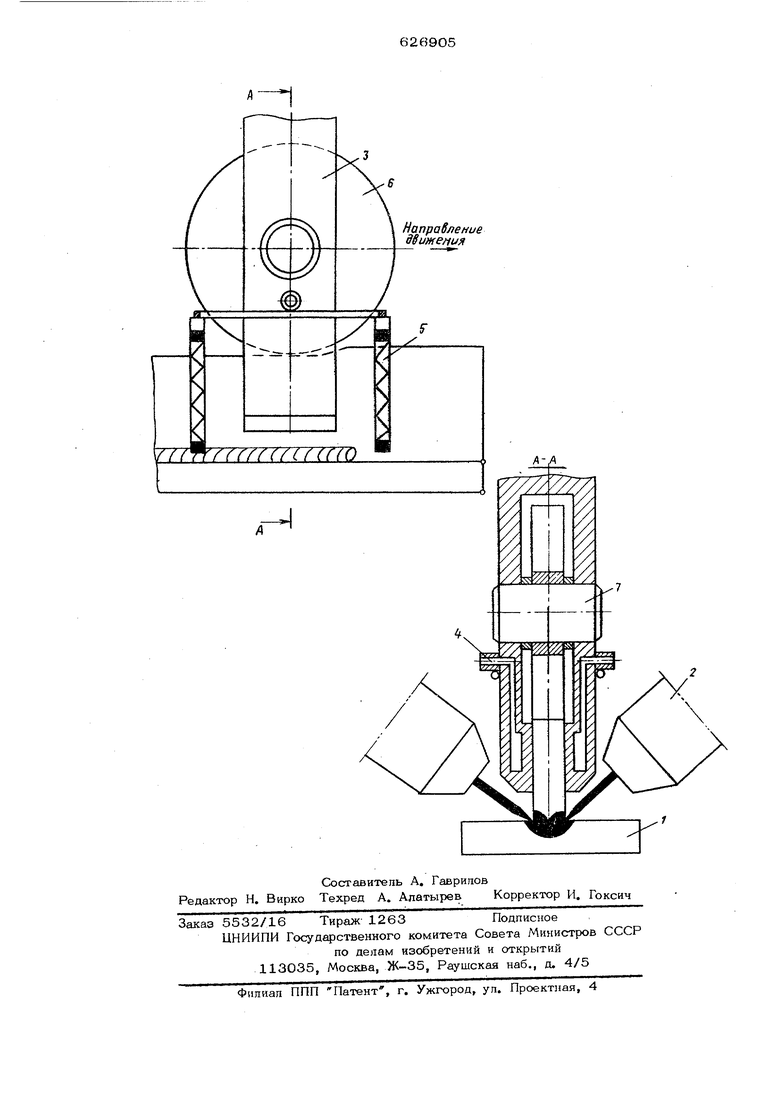
Изобретение относится к сварке тавро вых соединений и может быть использовано во всех отраслях промышпенности. Известен способ двухдуговой сварки угловых швов тавровых соединений, по которому на полке выполняют выступ, а стенку устанавливают на этот выступ и сваривают l. Однако необходимость выполнения на полке выступа ведет к уве личению трудоемкости и непроизводител ному расходу материала. Наиболее близким по технической сущ ности к достигаемо уу эффекту является способ двухдуговой сварки угловых швов тавровых соединений, по которому швы свариваются одновременно с двух сторон стенки, при этом стенку прижимают к полке тавра 2J. Для изготовления тавров используется литой металл, в котором при сварке образуются дефекты, например трещины и др., что снижает качество, в частности прочность, сварного соединения. Целыо предлагаемого способа являет ся повышение качества сварного соединения путем деформации стенки тавра. Поставленная цель достигается тем, что в процессе сварки стенку нагревают выше температуры потери сопротивления пластическому дeфopмиpoвaнvao, а часть ее между зонами прижима и сварки охлаждают. На чертеже представлена схема осуществления способа, где 1 - свариваемое соединение, 2 - сварочные горелки, расположенные с двух сторон тавра, 3 медные пластинки, охлаждаемые водой поступающей по каналам,4, В -нагревательные (Элементы, установленные спереди и позади сварочных горелок, 6-прижимной ролик, ось 7 котсчэого установлена на сварочной горелке (не показана). Производится сварка таврового соединения из титана. Устанавливают собираемые детали, закрепляют их. Выставлзоот Электроды с двух сторон симметр1гчно относительно стенки тавра. Прижимной JDOлик устанавливают на свободную кромку
стенки в зоне с возможностью перемещения одновременно с электродами.
При сварке плавят металл одновременно с двух сторон стенки, прижимая стенку к полке тавра роликом. Стенку нагревают до 700-800 С любым нагрэвательHbiNf элементом, например кварцевыми лампам;и, установленными перед сварочной горелкой и после нее и перемещаемых вместе с ней.
Данная температура выше той, при которой металл, в частности,, титан, теряет способность сопротивляться пластическому деформированию.
Одновременно часть стенки между зонами прижима и сварки охлаждают до 2О-100 С, например, с помощью охлаждаемых водой медных пластинок, расположенных в этой зоне. Эта температура ниже температуры восстановления упругих свойств титана.
В процессе сварки охлажденный участок стенки передает давленш от ролика кристаллизующемуся металлу шва и околошовной зоне, деформируя их и погружая линию сплавления в наплавпенный металл шва.
Усадка металла при сварке с прижимным роликом и подогревом стенки составляет 3-5 мм, а усадка металла при сварке с прижимным роликом, но без подогрева стенки - 0,1-0,2 .
Таким образом, большая величинаусадки обеспечивает исключение дефектов.типа пор, трещин и т. д., что существенно сказывается на качестве сварного соединения и его прочности.
Пример. Производили сварку титанового сплава ОТ-4 толщиной 2 мм:
температура нагпева 780 С, температура охлаждения 10О С, усилие прижима 250 кгс, сварочный ток 100 А, скорость сварки 11 м/час.
Для сварки стали марки ЗОХГСА толщиной 2 мм температуру нагрева устанавливали 750 С, температуру охлаждения 42О С, усилие прижима 250 кгс, сварочный ток 70 А, скорость сварки 11 м/час.
Прочность сварных соединений составляет 95-98% прочности основного металла.
Формула изобретения
Способ двухдуговой сварки угловых швов тавровых соединений, при котором производят сварку одновременно с двух сторон симметрично относительно стенки тавра и прижимают стенку к полке тавра, отличающийся .тем, что, с целью повышения качества сварноно соединения путем деформации стенки тавра, в процессе сварки стенку нагревают выше температуры потери сопротивления пластическому Д ормированию, а часть ее между зонами прижима и сЬарки охлаждают ниже температуры .восстанови ления упругих сваойств металла.
Источники информации, принятые во внимание при экспертизе:
1.Заявка 1977561/27,
кл, В 23 К 9/16, 1973, по которой принято решение 6 выдаче авторского свидетел ьства.
2.Справочник по сварке под ред.
В. А. Винокурова, М., Мащиностроение; т. 3, 197О, с. 237.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| Способ автоматической двухдуговойСВАРКи ТАВРОВыХ СОЕдиНЕНий | 1978 |
|
SU799926A1 |
| Устройство для сборки и сварки тавровых соединений | 1976 |
|
SU612775A1 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |