Изобретение относится к устройствам для сварки стеклоизделий и может быть использовано в электронной промышлеянооти, в частности для сварки ламп-фар прямоугольной формы с соотношением сторон
,4;
Известен горизонтальный станок для сварки стеклодеталей прямоугольной формы, который содержит устройство для зажима и вращения свариваемых стеклодеталей, каретку с газовыми горелками, установпенкую на направлшоших станины
WСварка на станке производится при
вращении свариваемых деталей от рсительно пламени газовых горелок, установленных, неподвижно. В результате этого неравномерный разогрев поверхностей стеклодетали иэ-за неодинакового расстояния при вращеани стеклодеталей относительно зоны пламени с максимальной температурой.
Известно также устройство для перемещения горелок к машинам для сварки стеклодеталей прямоугольной формы, содержашее кулак-копир, каретки с двумя роликами, каждая из которых имеет жестко закрепленную горелку и установлена шарнирно на качалощемся относительно оси рычаге, и ползун. На последнем -закреплена ось качаюшегося рычага, взаимодействук шего с вспомогательным кулашсом кинема- тяческп связанным с кулачком-копиромГ2
Однако и это устройство не обеспечивает одинакового расстояния горелка свариваемый шов в любой момент времени вращения стеклодеталей и на пераход- ных участках прямоугольника пламя горелкк не перпендикулярно к свариваемой поверхности, так как угол постоянно меняется при врашенки стеклодетап и равен 9О лишь на прямоугольных участках свариваемого контура.
.В приведенн п с вьпие устройствах при вращении свариваемых стеклодеталей н&обходимо их надежное закрепление и центрирование, что не исключает возможность брака стеклодеталей от усилия зажима.
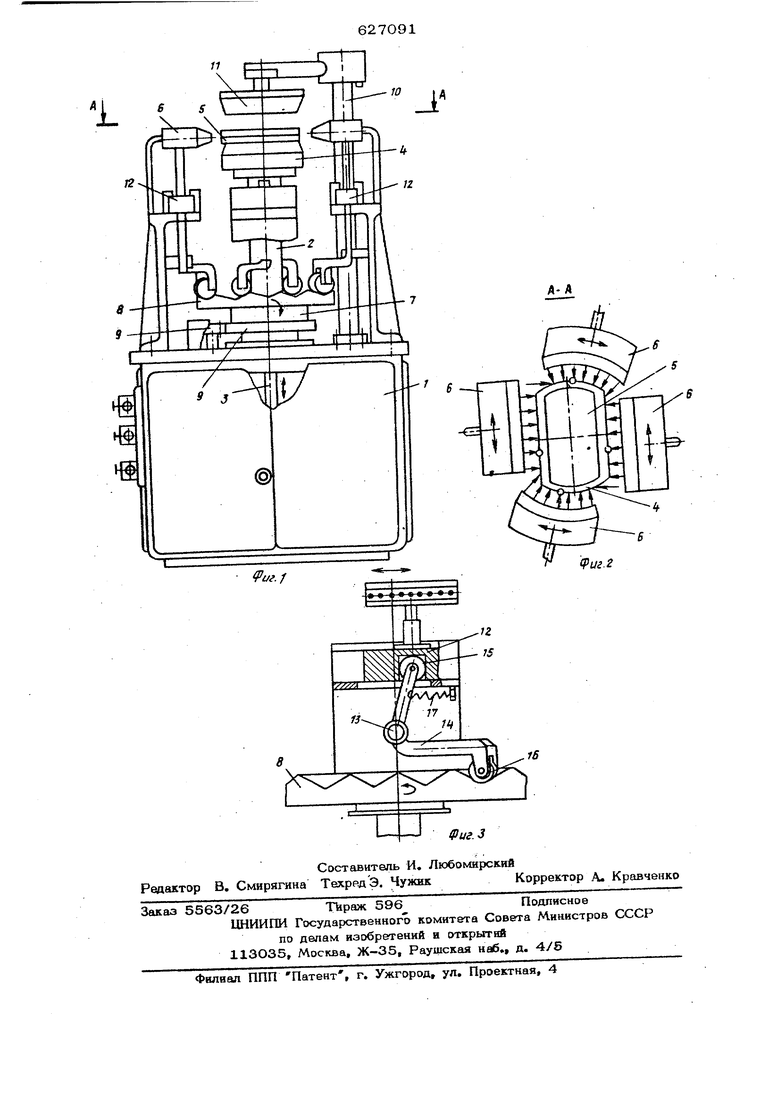
Цель изобрэ1-ения - повьш1ение качества сварки стаклодеталей. Она достигается тем, что в устройстве для перемещения горелки к машинам для сваркн стшшодетапей прямоугольной формы, содержащем ползун и закрепленный на ОСИ с возможностью качания рытаг, взаимодействующий с кулачком, ось закреплвна неподвижно, кулачок выполнен с зубчатым профилем а ползун жестко связан с горелкой. На фиг, 1 изображена машина для свар ки с установленным на ней предлагаемым устройством на фиг. 2 - схема расположения горелок и свариваемых изделий (разрез А-А фиг. i)i на фиг. 3 - устрой ство для перемещения горелок, На станине 1 закреплена неподвижно пустотелая стойка 2, внутри которой расположен шток 3 с профилированной оправкой 4 для установки и фиксации свариваемь Х стеклодеталей 5 без дополнительно- го закрепления. Оправку 4 ориентируют предварительно относительно горелок 6, после чего закрепляют жестко на штоке 3 Профиль оправки 4 выполняется соответствующим профилю нижней свариваемой детали. На стойке 2 на подшипниках качения вращается вал 7 с кулачком 8 зубчатого профиля, на станине 1 также закреплен привод 9 для передачи вращения валу 7 , кронштейн 10 с формирующим присп1х:облением 11, Формирующее приспо собление 11 вьшолнено с профилем, соот-ветствующим профилю свариваемого шва,и устанавливается на кронштейне 1О, так, чтобы оси симметрии профиля приспособления совпадали с осями симметрии профиля оправки 4, Устройство для перемещения горелки содержит ползун 12, закрепленный на оси 13 с возможностью качания рычаг 1 взаимодействующий с кулачком 8 с зубчатым профилем, причем ось 13 закреплена неподвижно. Устройство содержит несколько многогшаменнык горелок 6, а следовательно столько Ike устройств для перемещения горелок, Ползуны 12 жестко связаны с много- пламенными горелками, В пазы ползунов 12 входят ролики 15 рычагов 14 кинематически связанных с кулачком зубчато рофиля 8 через контактирующие ролики 16, Рычаг 14 качается на неподвижно . акрепленной оси 13, Пружина 17 обеспеивает постоянный контакт рычага 14 через ролики 16 с кулачком зубчатого рофиля 8. Устройство работает следующим образом. Свариваемые стеклодетали, ориентиро ваннью посредством конструктивных фиксирующих элементов, свободно устанавливают в гнездо оправки 4, находящейся в нажнем положении. Дополнительной ориентации свариваемых изделий относительно горелок, не требуется, так как положение профилировангой оправки 4 относительно многопламенных горелок 6 выведено предварительно. Производят одновременно разогрев свариваемого шва стеклодеталей 5 всеми многопламенными горелками 6, соврршающими возвратно-поступательиое движение. По окончании сварки шток 3 перемещает оправку 4 со свариваемыми изделиями до формирукдцего приспособления 11, где окончательное формируется свариваемый шов. Отписываемое устройство позволяет получить равнопрочные щвы прямоугольных изделий, у которых одна из сторон значительно превьщ1ает другую. Кроме того, оно не разрушает внутренние покрытия свариваемых деталей от прямого действия пламени в процессе сварки, Ф о р м у д. а и 3 о б р е т е н и я Устройство для пере лешения горелки к машинам для сварки стеклодеталей прямоугольной формы, содержащее ползун и закрепленный на оси с возможностью качания рычаг, взаимодействующий с кулачком, отличающееся тем, что, с целью повышения качества. сварки| ось закреплена неподвижно кулачок выполнен с зубчатым профилем, а ползун жестко связан с горелкой. Источники информации, принятые во внимание при экспертизе: 1,Авторское свидетапьстьо СССР . J 206109, кл, С 03 В 23/30, 1966, 2,Авторское свидетельство СССР № 365333, кл, С 03 В 23/20, 1971,
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки изоляторов | 1986 |
|
SU1403107A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ ГОРЕЛОК | 1973 |
|
SU365333A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ СВАРКИ КОНУСА С ТУБУСОМ ЭЛЕКТРОННОЛУЧЕВОЙ ТРУБКИ | 1973 |
|
SU376330A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СИНТЕТИЧЕСКОЙ ДВУОКИСИ КРЕМНИЯ | 1971 |
|
SU307985A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Станок для автоматической газовой сварки | 1952 |
|
SU99586A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |